Изобретение относится к сварке металлов и может быть использовано преимущественно при выполнении неповоротных полукольцевых швов, расположенных в вертикальной плоскости, например меридиональных швов полуторовых металлоконструкций из алюминиевых сплавов.
Целью изобретения является повышение качества сварных соединений за счет улучшения условий Нормирования сварного шва.
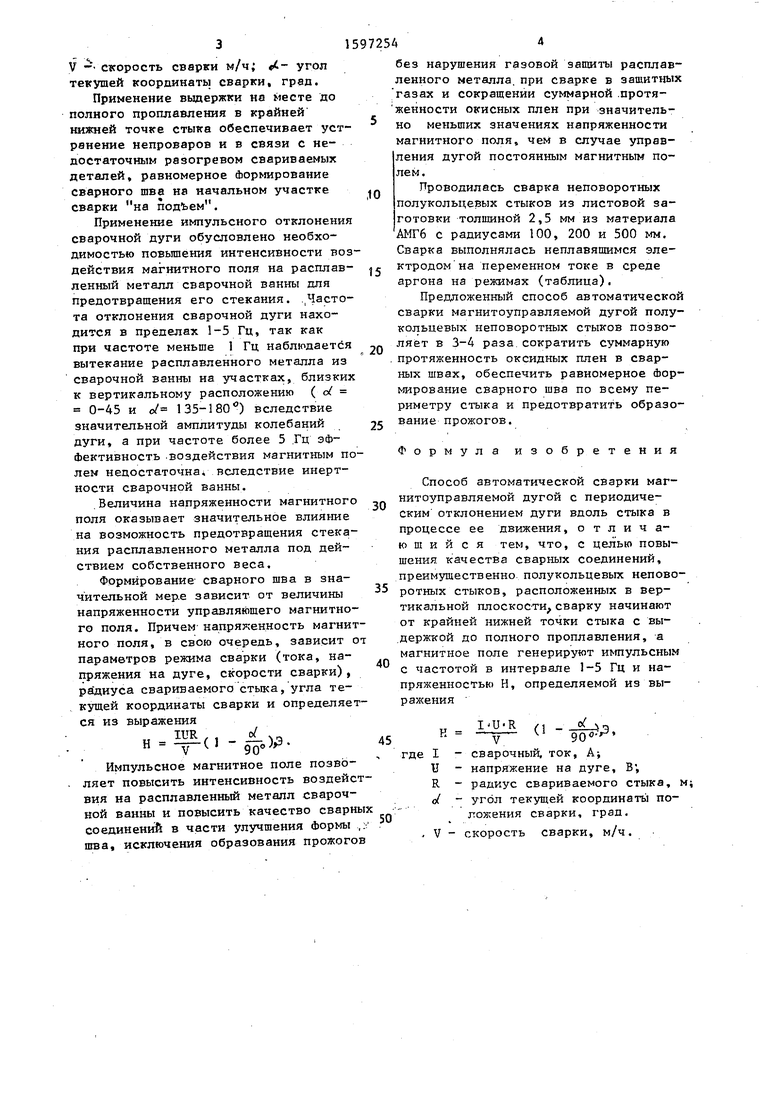
На Фиг. 1 представлена схема реализации способа сварки; на фиг. 2 - закон изменения напряженности магнитного поля в процессе сварки в зависимости от положения сварочной головки.
Способ сварки заключается в следующем .
Сварочную дугу отклоняют поперечным магнитным полем вдоль свариваемого стыка по направлению сварки на подъем, и в противоположном направлет НИИ при сварке на спуск, причем сварку начинают от крайней нижней точки с вылер5 ;кой на. месте до полного-проплавления, а в движении сварочную дугу отклоняют с частотой 1-5 Гц и напряженностью магнитного поля Н, определяемой из в ыражения .
И - оо ™ сварочный
ток. А.-, и - напряжение на дуге. В; R радиус свариваемого стыка, М;
СП
1
to Q1 i4
315
V скорость сварки м/ч; t- угол текущей координаты сварки, град.
Применеиие вьщержки на месте до полного проплавления в крайней нижней точке стыка обеспечивает устранение непроваров и в связи с недостаточным разогревом свариваемых деталей, равномерное Нормирование сварного шва на начальном участке
сварки на подЪем.
Применение импульсного отклонения сварочной дуги обусловлено необходимостью повышения интенсивности воздействия магнитного поля на расплавленный металл сварочной ванны для предотвращения его стекания. .,Частота отклонения сварочной дуги находится в пределах 1-5 Гц, так как при частоте меньше 1 Гц наблюдается вытекание расплавленного металла из сварочной ванны на участках, близких к вертикальному расположению ( о 0-45 и 0/ 135-180 ) вследствие значительной амплитуды колебаний дуги, а при частоте более 5 Гц эффективность .воздействия магнитным полем недостаточна вследствие инертности сварочной ванны.
Величина напряженности магнитного поля оказывает значительное влияние на возможность предотвращения стекания расплавленного металла под действием собственного веса.
Формирование сварного шва в значительной мер.е зависит от величины напряженности управляющего магнитного поля. Причем напрякенность магнитного поля, в свою очередь, зависит о параметров режима сварки (тока, напряжения на дуге, скорости сварки), р 1диуса свариваемого стыка, угла текущей координаты сварки и определяется из выражения
н - IHLn -
V 90 Импульсное магнитное поле позволяет повысить интенсивность воздейсвия на расплавленный металл сварочной ванны и повысить качество сварн соединений в части улучшения формы шва, исключения образования прожого
( оТГо )Э .
без нарушения газовой защиты расплавленного металла, при сварке в защитных газах и сокращении суммарной .протяженности окисных плен при значительно меньших значениях напряженности магнитного поля, чем в случае управления дугой постоянным магнитным полем.
Проводилась сварка неповоротных полукольцевых стыков из листовой заготовки толщиной 2,5 мм из материала АМГ6 с радиусами 100, 200 и 500 мм. Сварка выполнялась неплавящимся электродом на переменном токе в среде аргона на режимах (таблица).
Предложенный способ автоматической сварки магнитоуправляемой дугой полукольцевых неповоротных стыков позволяет в 3-4 раза сократить суммарную протяженность оксидных плен в сварных швах, обеспечить равномерное Формирование сварного шва по всему периметру стыка и предотвратить образование прожогов.
Формул а
изобретения
0
5
0
5
50
Способ автоматической сварки маг- нитоуправляемой дугой с периодическим отклонением дуги вдоль стыка в процессе ее движения, отличающийся тем, что, с целью повышения, качества сварных соединений, преимущественно полукольцевых неповоротных стыков, расположенных в вертикальной плocкocти сварку начинают от крайней нижней точки стыка с выдержкой до полного проплавления, а магнитное поле генерируют иъшульсным с частотой в интервале 1-5 Гц и напряженностью Н, определяемой из выражения
р I U R (1 - R -Y
где I - сварочный, ток. А;
и - напряжение на дуге. В; R - радиус свариваемого стыка, м; / - угол текущей координать положения сварки, град.
, V - скорость сварки, м/ч.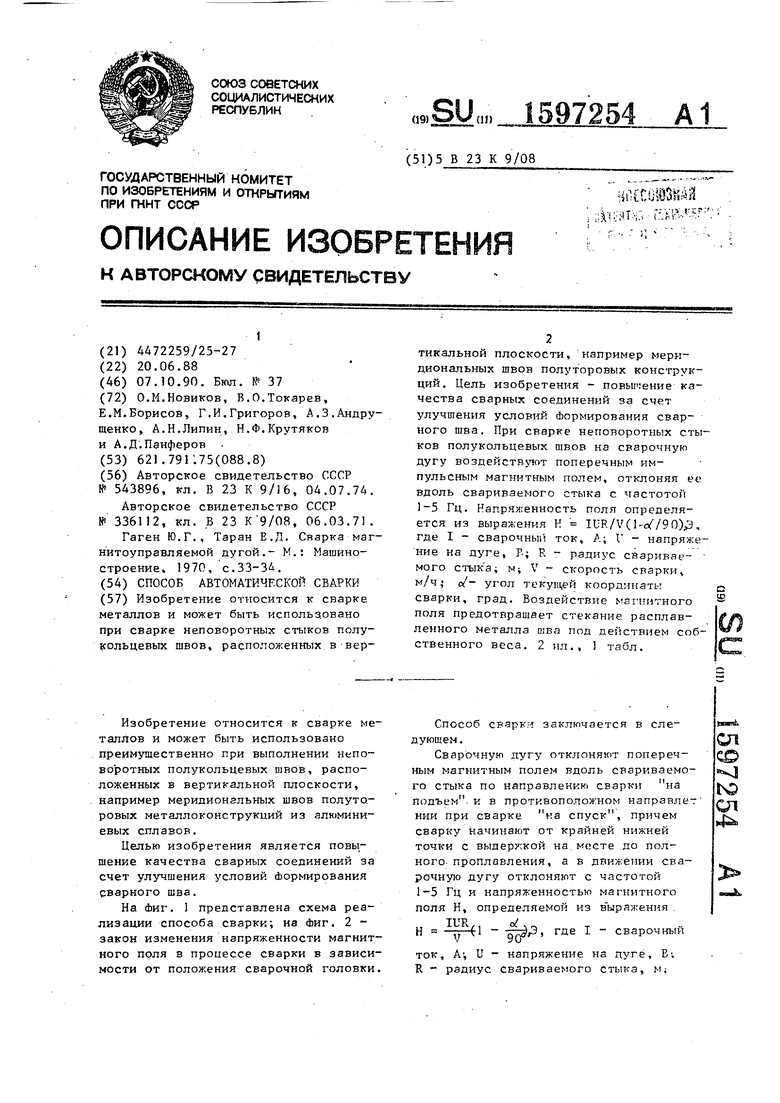

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2014191C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ, РАСПОЛОЖЕННЫХ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 2012 |
|
RU2555313C2 |
| Способ дуговой сварки коллекторных крышек теплообменников с паяным пакетом | 1988 |
|
SU1671427A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ дуговой сварки алюминиевых сплавов | 1990 |
|
SU1745453A1 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| Способ дуговой сварки | 1983 |
|
SU1106612A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
Изобретение относится к сварке металлов и может быть использовано при сварке неповоротных стыков полукольцевых швов, расположенных в вертикальной плоскости, например меридианальных швов полуторовых конструкций. Цель изобретения - повышение качества сварных соединений за счет улучшения условий формирования сварного шва. При сварке неповоротных стыков полукольцевых швов на сварочную дугу воздействуют поперечным импульсным магнитным полем, отклоняя ее вдоль свариваемого стыка с частотой 1-5 Гц. Напряженность поля определяется из выражения H=IUR/V(1-Α/90)Э, где I - сварочный ток, А
U - напряжение на дуге, В
R - радиус свариваемого стыка, м
V - скорость сварки, м/ч
α - угол текущей координаты сварки, град. Воздействие магнитного поля предотвращает стекание расплавленного металла шва под действием собственного веса. 2 ил., 1 табл.
О
90
Редактор Г. Гербер
Техред М.Дидык
Заказ 3025Тираж 657Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035,-Москва, Ж-35, Раушская наб., д. 4/5
wo
dL, град
Фиг.2
Корректор А. Обручар
| Устройство для измерения напряжюнности постоянных магнитных полей | 1975 |
|
SU543896A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СПОСОБ СВАРКИ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 0 |
|
SU336112A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гаген Ю.Г., Таран В.Д | |||
| Сварка маг- нитоуправляемой дугой.- М.: Машиностроение, 1970, с.33-34. | |||
