Изобретение относится к обработке металлов давлением и может быть использовано в металлургической и машиностроительной промышленности.
Известен способ ковки в четырехбойковом ковочном устройстве, включающий обжатие заготовки квадратного сечения в радиальном и тангенциальном направлениях [1].
Однако этот способ не обеспечивает интенсивную проработку структуры металла из-за невозможности при такой схеме деформирования создать значительные сдвиговые деформации в поперечном сечении: смещаемые осевые объемы металла остаются неподвижными в поперечной плоскости.
Известен способ ковки в четырехбойковом ковочном устройстве, включающий обжатие заготовки квадратного сечения в радиальном и тангенциальном направлениях с формированием на каждом последующем проходе поковки квадратного сечения, центральная ось которого смещена относительно центральной оси заготовки предыдущего прохода [2].
Однако данный способ не позволяет получить достаточно высокое качество поковок, так как не обеспечивается интенсивная проработка металла.
Цель изобретения - повышение качества поковок за счет интенсификации проработки структуры.
Это достигается тем, что в способе ковки заготовок в четырехбойковом ковочном устройстве, включающем обжатие заготовки квадратного сечения в радиальном и тангенциальном направлениях с формированием на каждом последующем проходе поковки квадратного сечения, центральная ось которого смещена относительно центральной оси заготовки предыдущего прохода, новым является то, что смещение центральной оси квадратного сечения поковки после каждого прохода осуществляют в окружном направлении.
При этом смещение центральной оси квадратного сечения поковки в окружном направлении возможно производить после каждого обжатия в каждом проходе путем несимметричного обжатия граней квадратной заготовки.
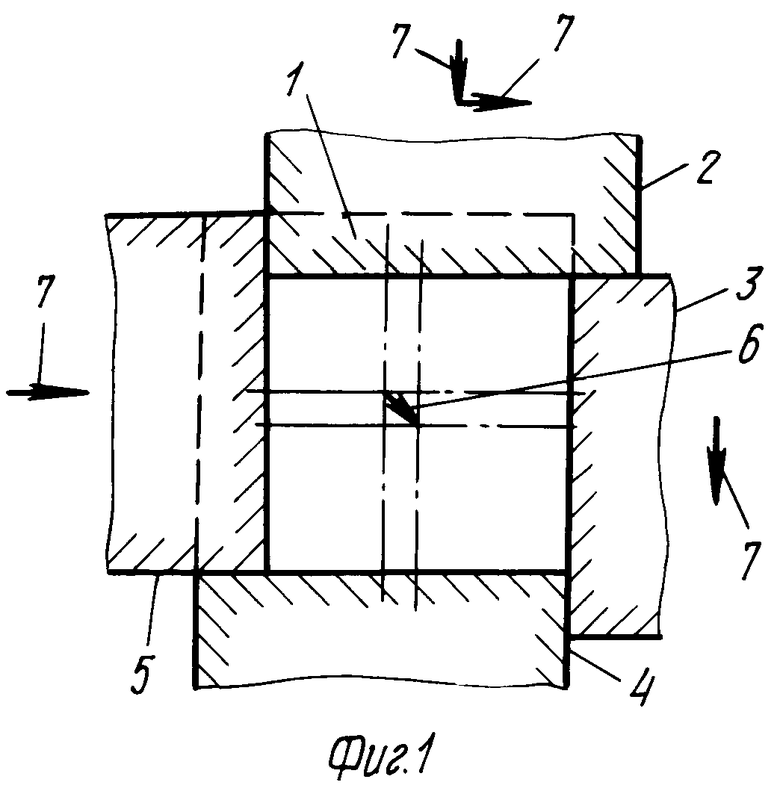
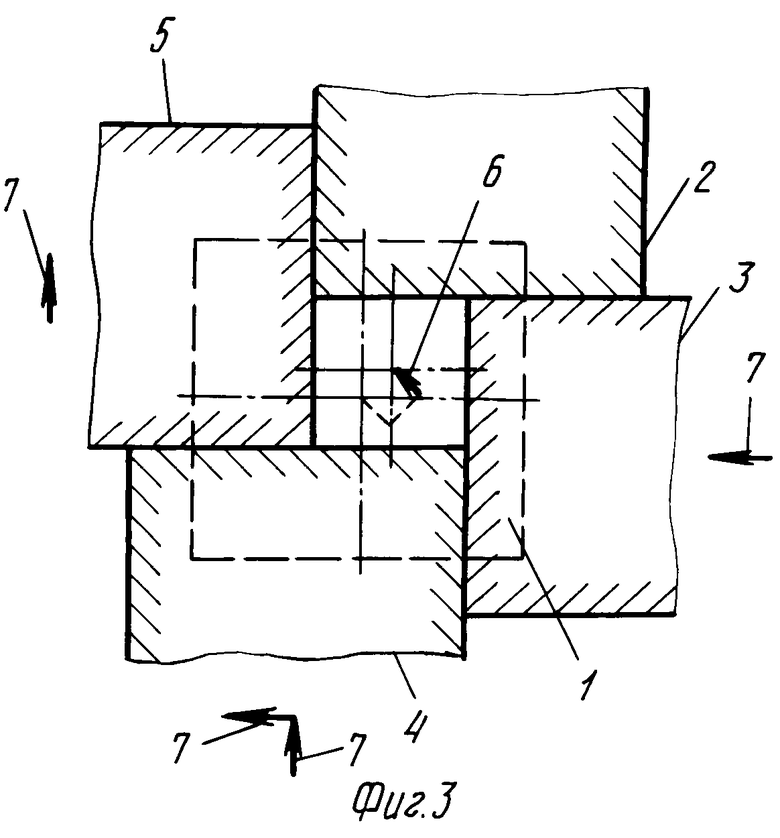
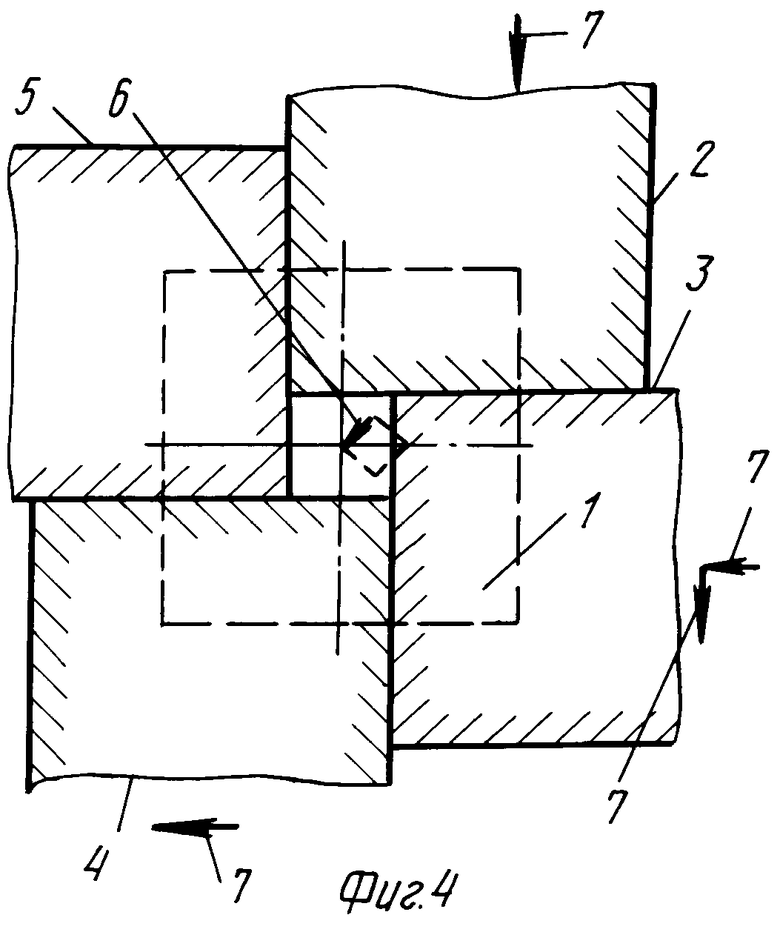
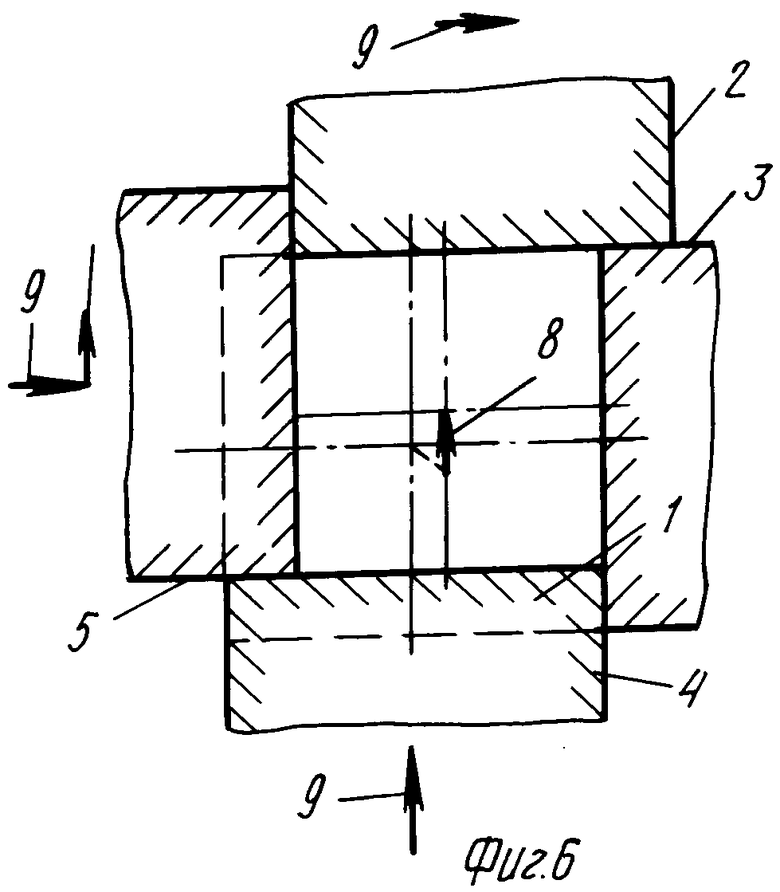
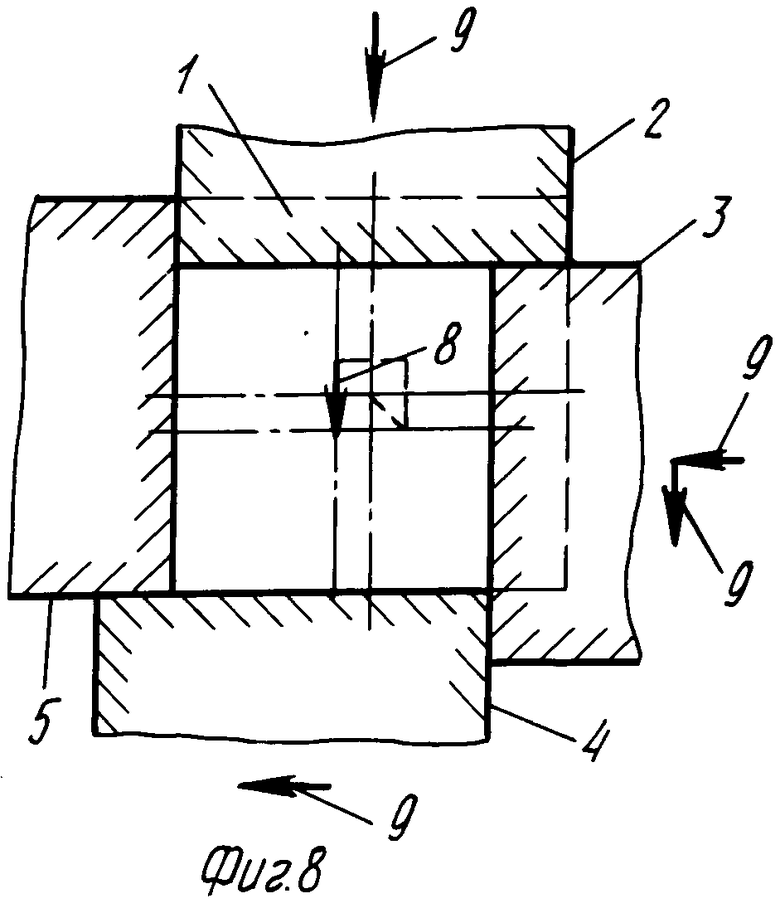
На фиг. 1 изображено обжатия квадратной заготовки в первом проходе четырьмя бойками; на фиг.2 - то же, во втором проходе; на фиг.3 - то же, в третьем проходе; на фиг.4 - то же, в четвертом проходе; на фиг.5 - обжатие квадратной заготовки в первом проходе после первого нажатия четырьмя бойками; на фиг.6 - то же, после второго нажатия; на фиг.7 - то же, после третьего нажатия; на фиг.8 - то же, после четвертого нажатия.
В предлагаемом способе ковки заготовку квадратного сечения 1 обжимают по граням в радиальном и тангенциальном направлениях в двух взаимно перпендикулярных плоскостях бойками 2-5 так, что после каждого прохода поковка также имеет в сечении квадрат. Но у полученной после очередного прохода поковки положение продольной оси нового сечения смещено относительно оси исходного сечения на определенную величину (вектор 6 на фиг.1-4).
При формировании квадратного сечения поковки осуществляют также сдвиг двух из четырех сторон заготовки в тангенциальном направлении дополнительно к их радиальному обжатию (вектор 7 на фиг.1-4). При таком несимметричном обжатии сторон квадратной заготовки со сдвигом оси исходного сечения происходит интенсивная проработка структуры металла по всему поперечному сечению. При этом перемещение оси поковки от прохода к проходу осуществляется в окружном направлении. Происходящее при этом более интенсивное перемещение объемов и закручивание структуры металла в поперечном сечении обеспечивает повышение качества металла поковки.
Предлагаемый способ ковки возможно осуществлять также и по второй схеме (фиг. 5-8). Здесь после каждого прохода получают также квадратное сечение поковки. У полученной после каждого прохода поковки положение продольной оси относительно оси исходного сечения, причем после каждой подачи это смещение меняет свое направление (см. вектор 8, фиг.5-8) после первого, второго, третьего, четвертого нажатия соответственно. На каждом обжатии поковки производят сдвиг двух из четырех сторон заготовки в радиальном и тангенциальном направлениях (стрелки 9 обозначающие направление перемещения каждого бойка).
Несимметричное обжатие сторон квадратной заготовки сдвигом оси исходного сечения в новое положение после каждого нажатия обеспечивает в каждом проходе интенсивное закручивание микроструктуры, что дает эффективное снижение балла карбидной неоднородности металла.
П р и м е р 1. Литую заготовку квадратного сечения со стороной квадрата 170 мм из стали Р6М5Ф3 нагрели до температуры 1150о С и ковали на прессе усилием 2,5 МН в специальном четырехбойковом ковочном устройстве. Ковку осуществляли по следующей схеме: квадрат 170х170 мм - квадрат 135х135 мм - квадрат 110х110 мм - квадрат 95х95 мм - круг диаметром 80 мм. Степень деформации за проход составляла 10...30%, подача после каждого обжатия - 0,5. ..0,7 размера поперечного сечения заготовки.
При этом в первом проходе обжатие осуществляли четырьмя бойками в радиальном и тангенциальном направлениях бойком 2 - 45 и 45 мм, бойком 3 - 0 и 45 мм, бойком 4 - 0 и 0, бойком 5 - 45 и 0 мм (фиг.1) так, что ось поковки смещалась по стрелке 6 (фиг.1). Во втором проходе указанные величины обжатия заготовки каждым бойком равнялись: для бойка 2 - 0 и 25 мм, для бойка 3 - 0 и 0, для бойка 4 - 25 и 0 мм, для бойка 5 - 25 и 25 мм, а ось поковки смещена по стрелке 6 (фиг.2). В третьем проходе радиальное и тангенциальное обжатие были - для бойка 2 - 0 и 0 мм, для бойка 3 - 15 мм и 0 мм, для бойка 4 - 15 и 15 мм, для бойка 5 - 0 мм и 15 мм, а смещение оси поковки - по стрелке 6 (фиг.3).
Такие же заготовки были прикованы по способу-прототипу на заготовке диаметром 70 мм. Для исследования качества металла от полученных поковок отобрали пробы. Анализ проб показывает, что качество поковок, полученных заявляемым способом и оцениваемое баллом карбидной неоднородности, выше, чем качество поковок, полученных по способу-прототипу. Снижение карбидной неоднородности составило 1-2 балла.
П р и м е р 2. Литую заготовку квадратного сечения со стороной квадрата 170 мм из стали Р6М5Ф3 нагрели до температуры 1150о С и ковали на прессе усилием 2,5 МН в специальном четырехбойковом ковочном устройстве. Ковку осуществляли по следующей схеме: квадрат 170х170 мм - квадрат 135х135 мм - квадрат 110х110 мм - квадрат 95х95 мм - круг диаметром 80 мм. Степень деформации за проход 10...30%. Подача после каждого обжатия 0,5...0,7 размера поперечного сечения заготовки. При этом за первое нажатие в первом проходе радиальное и тангенциальное обжатие заготовки составило: для бойка 2 - 0 и 45 мм, для бойка 3 - 0 и 0 мм, для бойка 4 - 45 и 0 мм, а смещение оси поковки происходило по стрелке 8 (фиг.5). При втором нажатии в первом проходе радиальное и тангенциальное обжатие заготовки для бойков было; первого бойка - 0 и 45 мм, третьего 0 и 0 мм, четвертого - 45 и 0 мм, пятого - 45 и 45 мм, смещение оси поковки - по стрелке 8 (фиг.6). При третьем нажатии в первом проходе радиальное и тангенциальное обжатие заготовки для бойков равнялось: второго бойка - 0 и 0 мм, третьего - 45 и 0 мм, четвертого - 45 и 45 м, пятого - 0 и 45 мм, а смещение происходило по стрелке 8 (фиг.7).
По способу-прототипу были прокованы такие же заготовки на поковки диаметром 80 мм. Анализ качества проводили оценкой балла карбидной неоднородности.
Предлагаемый способ ковки обеспечивает снижение балла карбидной неоднородности на 1-2 балла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки заготовок в четырехбойковом ковочном устройстве | 1989 |
|
SU1639860A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2005 |
|
RU2283715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2474484C1 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ЗАГОТОВОК И ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282517C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283716C2 |
| СПОСОБ КОВКИ ЗАГОТОВКИ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2406588C2 |



Сущность изобретения: способ ковки включает обжатие заготовки квадратного сечения в радиальном и тангенциальном направлениях проходами. На каждом последующем проходе формируют поковку квадратного сечения, центральная ось которого смещена относительно центральной оси заготовки предыдущего прохода. Смещение центральной оси квадратного сечения поковки после каждого прохода осуществляют в окружном направлении несимметричным обжатием граней заготовки. Смещение центральной оси квадратного сечения поковки в окружном направлении возможно производить в процессе каждого прохода после каждого обжатия. 2 з.п. ф-лы, 8 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ ковки заготовок в четырехбойковом ковочном устройстве | 1989 |
|
SU1639860A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
