Изобретение относится к области обработки металлов давлением, а именно к способам получения поковок из слитков и предварительно деформированных заготовок на ковочных комплексах, состоящих из гидравлических ковочных прессов с одним или двумя манипуляторами и оснащенных одним или несколькими четырехбойковыми ковочными устройствами.
Изобретение может быть использовано в машиностроительной и металлургической промышленности при изготовлении поковок из различных сталей, сплавов и цветных металлов в кузнечно-прессовых цехах, имеющих гидравлические ковочные прессы, оснащенные одним или несколькими четырехбойковыми ковочными устройствами.
Известен способ изготовления поковок, включающий биллетировку слитка и последующую ковку на прессе с одним или двумя манипуляторами в несколько проходов путем протяжки в четырехбойковых ковочных устройствах и калибровки заготовки, подачи, кантовки и рубки поковки. Биллетировку слитка осуществляют в четырехбойковом ковочном устройстве для биллетировки слитков, при этом слиток при каждом единичном обжатии обжимают в вертикальной плоскости с большей степенью деформации, чем в горизонтальной плоскости (RU 2288065 С2, МПК (2006.01) B21J 1/04, 9/02, 13/02, опубл. 20.11.2006).
Известный способ ковки позволяет ковать слитки больших поперечных сечений в четырехбойковых ковочных устройствах.
Недостатком этого способа является то, что для осуществления операции биллетировки слитка требуется специальное четырехбойковое ковочное устройство, позволяющее при каждом единичном обжатии обжимать слиток в вертикальной плоскости с большей степенью деформации, чем в горизонтальной плоскости.
Наиболее близким к предлагаемому способу изготовления поковок является способ, включающий нагрев слитка, его ковку в несколько проходов путем четырехстороннего обжатия в четырехбойковых ковочных устройствах с дополнительными макросдвигами металла в поперечной плоскости заготовки при каждом единичном обжатии, подачу между обжатиями и кантовку заготовки. При этом ковку осуществляют за один нагрев слитка в допустимом интервале ковочных температур с коэффициентом укова 2,0:1-32,0:1 в два этапа, вначале черновую ковку в одном или нескольких четырехбойковых ковочных устройствах для черновой ковки, а затем калибрующую ковку в четырехбойковом ковочном устройстве для калибрующей ковки с коэффициентом укова 1,05:1-1,8:1 и охватом периметра поперечного сечения заготовки при каждом единичном обжатии каждой парой рабочих участков бойков на 40-100%. Рабочая поверхность каждого бойка состоит из центральной плоскости, расположенной параллельно опорной плоскости бойка, и примыкающих к ней с двух сторон под углом 135-170° двух боковых плоскостей (RU 2220020 С1, МПК7 B21J 1/04, 9/02, 5/02, оп. 27.12.2003).
В известном способе слиток нагревают и выполняют его ковку за один нагрев, поэтапно перенося с одного четырехбойкового ковочного устройства на другой. За счет этого в известном способе достигается повышение производительности изготовления поковок с высоким качеством поверхности и высокой точности.
Недостатками известного способа является то, что в нем возможность ковки за один нагрев слитка и соответственно повышение производительности достигаются за счет ковки в нескольких четырехбойковых ковочных устройствах, одновременно установленных в одном ковочном комплексе. Кроме того, технологические режимы известного способа не обеспечивают высокую производительность процесса и высокое качество металла получаемых поковок.
Задачей изобретения является создание способа изготовления поковок, в котором путем изменения режимов деформации, подачи и кантовки заготовки обеспечиваются, во-первых, более интенсивные деформационная проработка структуры металла и вытяжка металла, а также сокращение количества проходов, что приводит к улучшению качества металла поковок и повышению производительности процесса, а, во-вторых, более интенсивный деформационный разогрев металла, что приводит к компенсации потерь тепла заготовки в окружающее пространство и возможности выполнения операций ковки за один нагрев слитка в одном четырехбойковом ковочном устройстве, что также повышает производительность способа.
Для достижения названного технического результата в способе изготовления поковок, включающем нагрев слитка до ковочной температуры, его последующую ковку в четырехбойковом ковочном устройстве на ковочном прессе, включающую биллетировку слитка, протяжку в несколько проходов путем четырехстороннего обжатия с дополнительными макросдвигами металла в поперечной плоскости заготовки при каждом единичном обжатии четырьмя бойками, каждый из которых имеет рабочий участок, состоящий из центрального и двух боковых, примыкающих с двух сторон к центральному под тупым углом, с формированием при каждом обжатии контактной поверхности заготовки с бойком, калибровку поковки, подачу между обжатиями и кантовку, новым является то, что при протяжке формируют заготовку многогранного поперечного сечения, а на каждом новом проходе формируют заготовку, поперечное сечение которой повернуто относительно предыдущего поперечного сечения на угол 30-60°, при этом по меньшей мере на одном проходе, кроме последнего, производят единичные обжатия, при которых ширина контактной поверхности заготовки с бойком превышает ширину центрального рабочего участка бойка, но меньше ширины всего рабочего участка.
Достижению технического результата способствует и то, что в зависимости от параметров слитка и поковки, а также от состава оборудования:
- после нагрева слитка перед его биллетировкой может быть выполнена ковка цапфы, при этом ковку цапфы, биллетировку слитка, протяжку и калибровку поковки производят в четырехбойковом ковочном устройстве;
- с увеличением номера прохода при протяжке величина подачи заготовки может быть увеличена по сравнению с величиной подачи на предыдущем проходе;
- с увеличением номера прохода при протяжке степень деформации заготовки при каждом единичном обжатии может быть увеличена по сравнению со степенью деформации заготовки на предыдущем проходе;
- после каждого единичного обжатия может осуществляться кантовка заготовки на угол 30-60°;
- при калибровке поковки величина подачи и степень деформации заготовки при каждом единичном обжатии могут быть выдержаны постоянными на каждом проходе;
- после нагрева слитка перед его ковкой в четырехбойковом ковочном устройстве могут выполнять ковку слитка двумя бойками, при этом могут осуществлять ковку слитка двумя комбинированными бойками, из которых верхний плоский, а нижний - ромбический, или двумя плоскими бойками путем формирования заготовки квадратного поперечного сечения на каждом проходе, а последующую ковку в четырехбойковом ковочном устройстве выполнять путем четырехсторонних обжатий ребер заготовки.
Заявляемый способ изготовления поковок поясняется фиг.1-3.
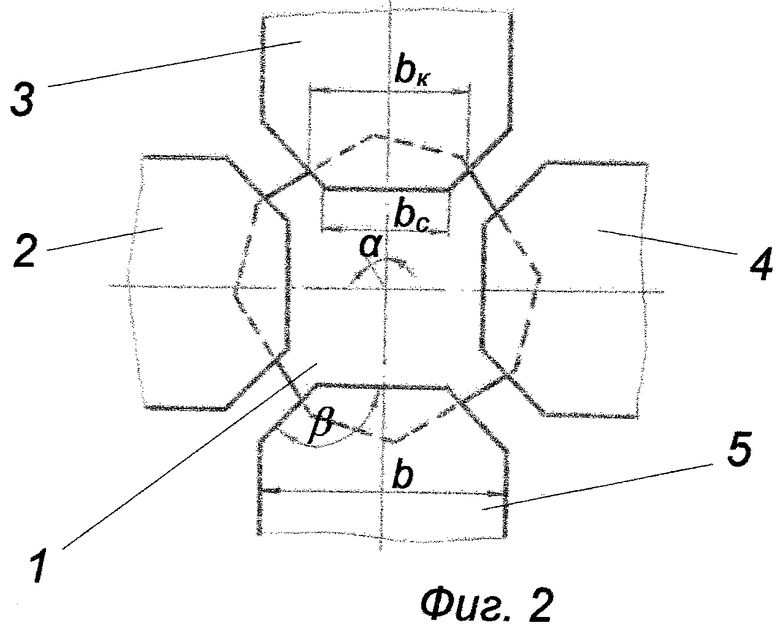
На фиг.1 представлена схема протяжки слитка с формированием многогранного поперечного сечения заготовки, повернутого относительно предыдущего поперечного сечения на угол α;
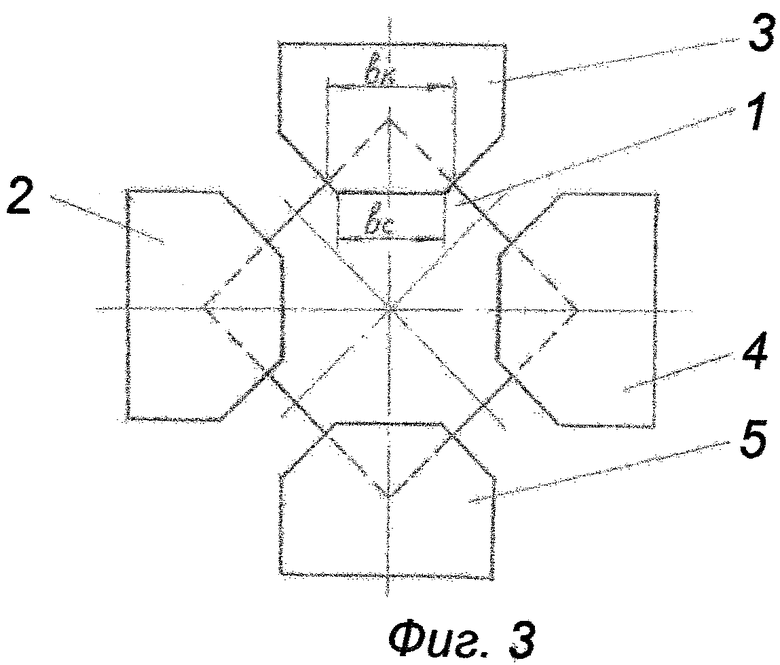
на фиг.2 - схема обжатия заготовки, при которой ширина bk контактной поверхности заготовки с бойком превышает ширину bc центрального рабочего участка бойка, но меньше ширины b всего рабочего участка;
на фиг.3 - схема обжатия по ребрам в четырехбойковом ковочном устройстве заготовки квадратного поперечного сечения, полученной ковкой двумя бойками.
β - угол между центральным и боковым участками бойка.
Патентуемый способ изготовления поковок осуществляют следующим образом.
Нагретый до ковочной температуры слиток достают из нагревательной печи и с помощью манипулятора подают в рабочую зону гидравлического ковочного пресса, где производят его ковку в четырехбойковом ковочном устройстве, которое предварительно установлено на этом прессе. Обжатия заготовки 1 осуществляют одновременно четырьмя бойками 2-5, каждый из которых имеет рабочий участок, состоящий из центрального участка 6 и двух боковых участков 7, 8, примыкающих к центральному участку под тупым углом β (фиг.1). Четырехбойковое ковочное устройство сделано таким образом, что в процессе обжатия заготовки 1 верхний боек 3 перемещается вертикально вниз по направлению стрелки 9, а два боковых бойка 2, 4 - по направлению стрелок 10, 11. За счет таких движений бойков происходит обжатие заготовки с дополнительными макросдвигами металла в ее поперечной плоскости.
В начале ковки производят биллетировку (выравнивание) слитка за несколько проходов, затем осуществляют собственно протяжку, а в конце ковки выполняют калибровку поковки. Все эти операции ковки осуществляют за один нагрев слитка, что обеспечивает повышение производительности процесса изготовления поковок. При протяжке на каждом проходе формируют заготовку 1 многогранного поперечного сечения, а на каждом новом проходе формируют заготовку, поперечное сечение которой повернуто на угол 30-60° (угол α (фиг.1). В процессе формирования многогранного поперечного сечения, повернутого на угол 30-60° относительно предыдущего поперечного сечения, производят обжатия по ребрам и граням заготовки, что способствует глубокому проникновению деформаций в тело заготовки. Многократное повторение таких обжатий на протяжении нескольких проходов позволяет осуществить интенсивную деформационную проработку структуры металла, что улучшает его качество. При формировании многогранного поперечного сечения, повернутого относительно предыдущего поперечного сечения на угол менее 30° и более 60°, не достигается интенсивная деформационная проработка структуры металла. При выполнении протяжки заготовки по меньшей мере на одном проходе, кроме последнего, производят единичные обжатия, при которых ширина bk контактной поверхности заготовки с бойком превышает ширину bc центрального рабочего участка бойка, но меньше ширины b всего рабочего участка бойка (фиг.2). После такого прохода получают заготовку, у которой в поперечном сечении имеются четыре вдавленные участки и четыре выступающие участки. На следующем проходе, после поворота заготовки на угол 30-60°, производят обжатия этих выступающих участков. Формирование четырех вдавленных и четырех выступающих участков на заготовке, а затем после поворота заготовки на угол α=30-60° вдавливание этих выступающих участков в центральную зону заготовки, приводит к интенсивной деформационной проработке структуры металла и за счет этого достигается высокое качество металла. Кроме того, за счет таких интенсивных обжатий заготовки обеспечивается более интенсивная вытяжка заготовки и сокращается количество проходов, что в конечном итоге приводит к повышению производительности процесса.
Перед биллетировкой слитка иногда выполняют ковку цапфы, при этом ковку цапфы, биллетировку слитка, протяжку и калибровку поковки производят в четырехбойковом ковочном устройстве за один нагрев слитка.
После каждой подачи на величину "s" осуществляют обжатие участка заготовки на величину "Δh". При этом возможно выполнение такого режима протяжки, при котором с увеличением номера прохода величину подачи s увеличивают по сравнению с величиной подачи на предыдущем проходе. Таким способом частично или полностью компенсируются потери тепла заготовки в окружающее пространство за счет более интенсивного деформационного разогрева ее на каждом следующем проходе. Это позволяет выполнить всю ковку за один нагрев слитка.
Возможно выполнение такого режима ковки, при котором в процессе выполнения протяжки заготовки, с увеличением номера прохода, степень деформации заготовки "ε" при каждом единичном обжатии увеличивают по сравнению со степенью деформации заготовки на предыдущем проходе. Это также позволяет частично или полностью компенсировать потери тепла заготовки в окружающее пространство за счет более интенсивного деформационного разогрева ее на каждом следующем проходе. Это позволяет выполнить всю ковку за один нагрев. Степень деформации при каждом единичном обжатии заготовки определяют по формуле
 ,
,
где Δh - величина обжатия заготовки за проход;
ho - размер поперечного сечения заготовки перед обжатием.
После каждого единичного обжатия осуществляют кантовку заготовки на угол α=30-60°. При таких углах кантовки достигается наиболее эффективная деформационная проработка структуры металла за счет вдавливания выступающих участков заготовки в центральную зону заготовки (фиг.1, 2). При углах кантовки менее 30° и более 60° не обеспечивается эффективная деформационная проработка структуры металла, так как существенно уменьшаются объемы металла, перемещаемые в направлении центральной зоны при обжатиях заготовки.
Калибровку поковки осуществляют также в четырехбойковом ковочном устройстве. При этом величину подачи и степень деформации заготовки при каждом единичном обжатии выдерживают постоянными на каждом проходе. Этим обеспечивается равномерность свойств металла по всей длине поковки.
При ковке слитков большого поперечного сечения в четырехбойковом ковочном устройстве не всегда хватает силы пресса на первых проходах. В связи с этим перед ковкой в четырехбойковом ковочном устройстве иногда выполняют ковку слитка двумя бойками до уменьшения размеров поперечного сечения заготовки, так как при ковке двумя бойками требуется значительно меньшее технологическое усилие по сравнению с ковкой четырьмя бойками при одних и тех же режимах деформации. Полученную заготовку затем продолжают ковать в четырехбойковом ковочном устройстве без ее дополнительного подогрева. За счет этого достигаются высокая производительность процесса и возможность ковки слитков с большими поперечными размерами.
Перед ковкой в четырехбойковом ковочном устройстве ковку слитка могут выполнять двумя комбинированными бойками, из которых верхний плоский, а нижний - ромбический. При этом по сравнению с ковкой в четырехбойковом ковочном устройстве уменьшается усилие ковки, а промежуточная заготовка в поперечном сечении имеет форму многогранника, что оптимально для дальнейшей ковки в четырехбойковом ковочном устройстве.
Перед ковкой в четырехбойковом ковочном устройстве ковку слитка двумя бойками могут осуществлять также путем формирования заготовки квадратного поперечного сечения на каждом проходе, а последующую ковку в четырехбойковом ковочном устройстве на первом проходе путем четырехсторонних обжатий ребер заготовки (фиг.3). Этим обеспечивается значительное снижение усилия ковки по сравнению с ковкой в четырехбойковом ковочном устройстве. Кроме того, этот способ обеспечивает высокую производительность процесса вытяжки заготовки и интенсивную деформационную проработку структуры металла за счет глубокого проникновения в осевую зону заготовки объемов металла, находящегося под бойками.
Пример осуществления способа.
Перед началом ковки в рабочее пространство пресса силой 25 МН установили четырехбойковое ковочное устройство с четырьмя бойками. Рабочий участок каждого бойка состоял из центрального шириной bc=120 мм и двух боковых, примыкающих с двух сторон под углом β=135° к центральному участку. Пресс силой 25 МН был оснащен двумя манипуляторами.
Слиток массой 1100 кг открытой дуговой выплавки из стали Р6АМ5 нагрели в газовой камерной печи до температуры 1150°С и ковали на гидравлическом ковочном прессе силой 25 МН в четырехбойковом ковочном устройстве на поковку диаметром 122 мм. Максимальный размер поперечного сечения слитка в его головной части составлял 450 мм, а минимальный - 350 мм (в донной части). Ковку производили в одном комплекте бойков за один нагрев слитка. При этом вначале слиток захватили за донную часть первым манипулятором и отковали цапфу со стороны головной части слитка. Затем, зажав слиток за цапфу в губках второго манипулятора, выполнили биллетировку слитка до размера 350 мм. После этого, используя тот же манипулятор, биллетированный слиток ковали по схеме:
⌀350 мм→290 мм→290 мм→250 мм→240 мм→195 мм→170 мм→128 мм→128 мм→⌀122 мм→⌀122 мм.
До размера 250 мм заготовку ковали с подачами «в бойки» и «из бойков» без холостых проходов. Затем ковку производили только «из бойков», с холостыми проходами после каждого прохода с обжатиями. После каждого прохода до второго размера 128 мм заготовку кантовали на угол 45°, а подачи заготовки между обжатиями на этих проходах составляли 220-400 мм. Кроме того, с увеличением номера прохода величину подачи заготовки увеличивали, начиная с 220 мм и заканчивая на восьмом проходе (при ковке на размер 128 мм) подачами 400 мм. При протяжке, на каждом проходе, формировали заготовку многогранного поперечного сечения, а на каждом следующем новом проходе - заготовку, поперечное сечение которой повернуто относительно предыдущего поперечного сечения на угол 45°. При этом на первом проходе, при обжатиях на размер 290 мм, на третьем проходе, при обжатиях на размер 250 мм, и на пятом проходе, при обжатиях на размер 195 мм, ширина контактной поверхности заготовки с бойком превышала ширину центрального рабочего участка, но была меньше ширины всего рабочего участка. За счет таких обжатий часть металла выдавливалась в пространство между бойками, а на следующем проходе этот металл вдавливался (как клин) в осевую зону заготовки, обеспечивая этим интенсивные сдвиговые деформации в поперечном сечении заготовки. Полученную заготовку многогранного поперечного сечения с размерами в поперечном сечении 128 мм калибровали на 0,122 мм с допусками ±1 мм. При этом после каждого обжатия заготовку поворачивали на угол 12-16° (в одном окружном направлении). Подачи заготовки выполняли «из бойков». При калибровке поковки величину подачи и степень деформации заготовки при каждом единичном обжатии выдерживали постоянными на каждом проходе. На первом проходе при калибровке поковки величина подачи составляла 45 мм, а степень деформации - 4,0%; на втором проходе величина подачи составляла 35 мм, а степень деформации 1%.
Производительность процесса ковки составила 2620 кг/ч.
Качество металла оценивали баллом карбидной неоднородности по трем зонам поперечного сечения поковки (ГОСТ 19265-73):
1-я - 5 мм от поверхности поковки;
2-я - середина радиуса поперечного сечения поковки (1/2R);
3-я - осевая зона поковки.
У поверхности карбидная неоднородность соответствовала 3 баллу, на 1/2R - 5 баллу, а в осевой - 6 баллу.
Дня сравнения, в качестве базового объекта приняли способ изготовления поковок по прототипу.
Производительность процесса ковки по способу-прототипу составила 2030 кг/ч, а качество металла, оцениваемое баллом карбидной неоднородности:
- у поверхности поковки - 5 балл;
- на половине радиуса поперечного сечения поковки - 7 балл;
- в осевой зоне поковки - 8 балл.
Результаты опытов при других параметрах процесса представлены в таблице.
та
Примечание: Б.к.н. - балл карбидной неоднородности. Анализ данных, приведенных в таблице, показывает, что качество металла поковок, полученных заявляемым способом (оцениваемое баллом карбидной неоднородности), выше качества металла поковок, полученных по способу-прототипу. На конкретном примере изготовления поковок из быстрорежущей стали Р6АМ5 снижение карбидной неоднородности составило 1-2 балла.
Производительность процесса ковки по патентуемому способу увеличилась на 18,2-29,0%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2474484C1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283716C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283714C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок из различных сталей, сплавов и цветных металлов на гидравлических ковочных прессах. В четырехбойковом ковочном устройстве пресса производят ковку нагретого до ковочной температуры слитка. Ковка включает биллетировку слитка, протяжку в несколько проходов, калибровку поковки. Протяжку ведут путем четырехстороннего обжатия с дополнительными макросдвигами металла в поперечной плоскости при каждом единичном обжатии. Каждый из четырех бойков ковочного устройства имеет рабочий участок, который состоит из центрального и двух боковых участков. Последние с двух сторон примыкают к центральному участку под тупым углом. При протяжке формируют заготовку многогранного поперечного сечения. На каждом новом проходе формируют заготовку, поперечное сечение которой повернуто относительно предыдущего на угол 30-60°. По меньшей мере на одном проходе, кроме последнего, производят единичные обжатия. При этих обжатиях ширина контактной поверхности заготовки с бойком превышает ширину центрального участка бойка и меньше ширины всего рабочего участка. В результате обеспечивается повышение качества металла поковок и производительности процесса. 8 з.п. ф-лы, 3 ил., 1 табл., 1 пр.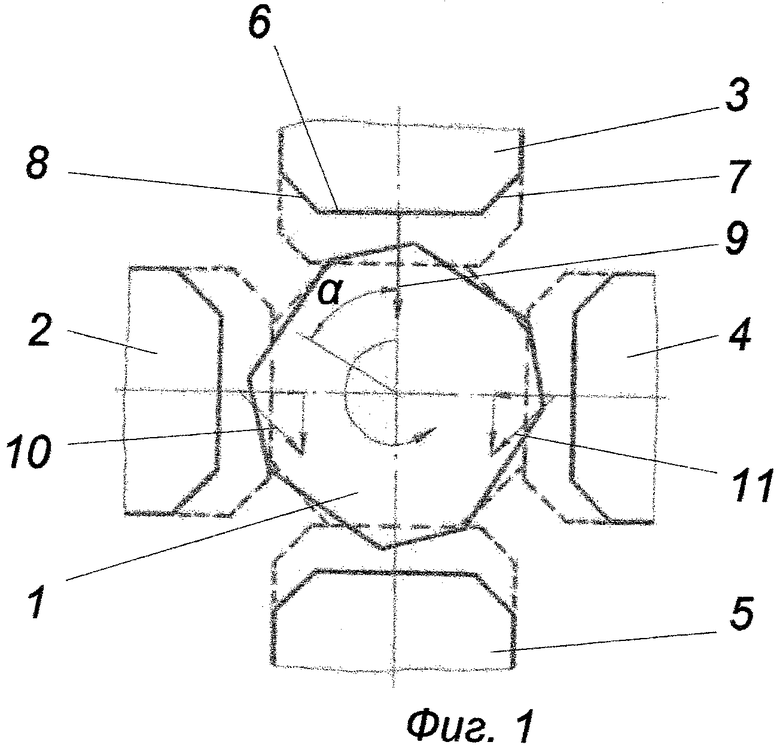
1. Способ изготовления поковок, включающий нагрев слитка до ковочной температуры, его последующую ковку в четырехбойковом ковочном устройстве на ковочном прессе, включающую биллетировку слитка, протяжку в несколько проходов путем четырехстороннего обжатия с дополнительными макросдвигами металла в поперечной плоскости заготовки при каждом единичном обжатии четырьмя бойками, каждый из которых имеет рабочий участок, состоящий из центрального участка и двух боковых, примыкающих к центральному с двух сторон под тупым углом, с формированием при каждом обжатии контактной поверхности заготовки с бойком, калибровку поковки, подачу между обжатиями и кантовку, отличающийся тем, что при протяжке формируют заготовку многогранного поперечного сечения, а на каждом новом проходе формируют заготовку, поперечное сечение которой повернуто относительно предыдущего поперечного сечения на угол 30-60°, при этом по меньшей мере на одном проходе, кроме последнего, производят единичные обжатия, при которых ширина контактной поверхности заготовки с бойком превышает ширину центрального участка бойка и меньше ширины всего рабочего участка.
2. Способ по п.1, отличающийся тем, что после нагрева слитка перед его биллетировкой выполняют ковку цапфы, которую производят в четырехбойковом ковочном устройстве.
3. Способ по п.1, отличающийся тем, что с увеличением номера прохода при протяжке величину подачи заготовки увеличивают по сравнению с величиной подачи заготовки на предыдущем проходе.
4. Способ по п.1, отличающийся тем, что с увеличением номера прохода при протяжке степень деформации заготовки при каждом единичном обжатии увеличивают по сравнению со степенью деформации заготовки на предыдущем проходе.
5. Способ по п.1, отличающийся тем, что после каждого единичного обжатия осуществляют кантовку заготовки на угол 30-60°.
6. Способ по п.1, отличающийся тем, что при калибровке поковки величину подачи и степень деформации заготовки при каждом единичном обжатии выдерживают постоянными на каждом проходе.
7. Способ по п.1, отличающийся тем, что после нагрева слитка перед его ковкой в четырехбойковом ковочном устройстве выполняют ковку слитка двумя бойками.
8. Способ по п.7, отличающийся тем, что осуществляют ковку слитка двумя комбинированными бойками, из которых верхний плоский, а нижний - ромбический.
9. Способ по п.7, отличающийся тем, что осуществляют ковку слитка двумя плоскими бойками путем формирования заготовки квадратного поперечного сечения на каждом проходе, а последующую ковку в четырехбойковом ковочном устройстве выполняют путем четырехсторонних обжатий ребер заготовки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283716C2 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| JP 56033145 А, 03.04.1981 | |||
| Способ получения продукта типа крупы из картофеля | 1976 |
|
SU610510A1 |

