Изобретение относится к обработке металлов давлением и может быть использовано при радиальной ковке заготовок квадратного сечения.
Цель изобретения - повышение качества поковок за счет интенсификации проработки структуры металла.
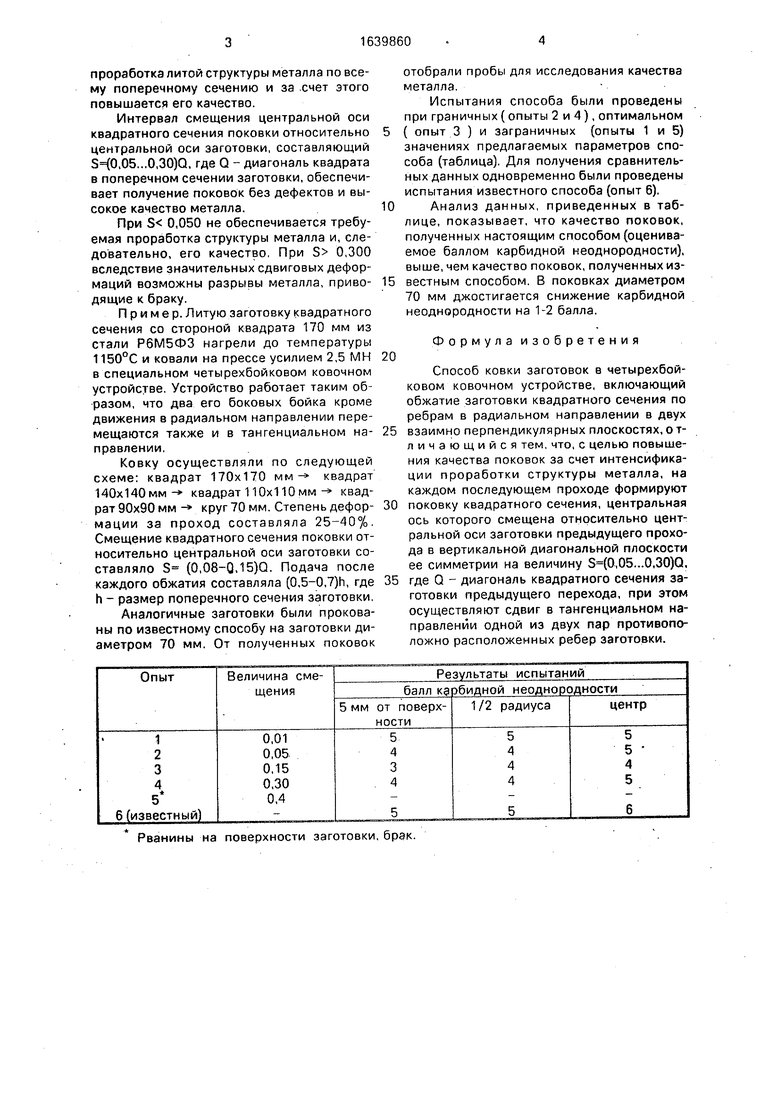
На чертеже показан пример осуществления способа по проходам (пунктиром показано сечение заготовки, сплошной линией - сечение поковки после каждого прохода).
Способ осуществляется следующим образом.
Заготовку квадратного сечения обжимают по ребрам в радиальном направлении в двух взаимно перпендикулярных плоскостях так, что после каждого прохода поковка также имеет в сечении квадрат. Однако у полученной после каждого прохода поковки центральная ось смещена относительно центральной оси заготовки предыдущего прохода в вертикальной диагональной плоскости ее симметрии на величину S(0,05...0,30)0, где О - диагональ квадрата в поперечном сечении заготовки после каждого прохода. При формировании квадратного сечения поковки осуществляют также сдвиг двух противоположно расположенных ребер заготовки в тангенциальном направлении дополнительно к их радиальному обжатию.
После каждого прохода производят кантовку заготовки на угол 45°.
При обжатии ребер квадратной заготовки со сдвигом осуществляется интенсивная
О
со ч
00
о о
проработка литой структуры металла по всему поперечному сечению и за счет этого повышается его качество.
Интервал смещения центральной оси квадратного сечения поковки относительно центральной оси заготовки, составляющий S(0,05...0,30)0, где О - диагональ квадрата в поперечном сечении заготовки, обеспечивает получение поковок без дефектов и высокое качество металла.
При S 0,050 не обеспечивается требуемая проработка структуры металла и, следовательно, его качество, При S 0,300 вследствие значительных сдвиговых деформаций возможны разрывы металла, приводящие к браку.
Пример. Литую заготовку квадратного сечения со стороной квадрата 170 мм из стали Р6М5ФЗ нагрели до температуры 1150°С и ковали на прессе усилием 2,5 МН в специальном четырехбойковом ковочном устройстве, Устройство работает таким образом, что два его боковых бойка кроме движения в радиальном направлении перемещаются также и в тангенциальном направлении.
Ковку осуществляли по следующей схеме: квадрат 170x170 мм- квадрат 140x140 мм - квадрат 110x110мм- квадрат 90x90 мм - круг 70 мм. Степень дефор мации за проход составляла 25-40%. Смещение квадратного сечения поковки относительно центральной оси заготовки составляло S (0,08-Q,15)Q. Подача после каждого обжатия составляла (0,5-0,7)h, где h - размер поперечного сечения заготовки.
Аналогичные заготовки были прокованы по известному способу на заготовки диаметром 70 мм. От полученных поковок
-
отобрали пробы для исследования качества металла.
Испытания способа были проведены при граничных (опыты 2 и 4), оптимальном
( опыт 3 ) и заграничных (опыты 1 и 5) значениях предлагаемых параметров способа (таблица). Для получения сравнительных данных одновременно были проведены испытания известного способа (опыт 6).
Анализ данных, приведенных в таблице, показывает, что качество поковок, полученных настоящим способом (оцениваемое баллом карбидной неоднородности), выше, чем качество поковок, полученных известным способом. В поковках диаметром 70 мм джостигается снижение карбидной неоднородности на 1-2 балла.
20
25
30
35
Формула изобретения
Способ ковки заготовок в четырехбойковом ковочном устройстве, включающий обжатие заготовки квадратного сечения по ребрам в радиальном направлении в двух взаимно перпендикулярных плоскостях, о т- личающийся тем, что, с целью повышения качества поковок за счет интенсификации проработки структуры металла, на каждом последующем проходе формируют поковку квадратного сечения, центральная ось которого смещена относительно центральной оси заготовки предыдущего прохода в вертикальной диагональной плоскости ее симметрии на величину S(0,05...0,30)0, где Q - диагональ квадратного сечения заготовки предыдущего перехода, при этом осуществляют сдвиг в тангенциальном направлении одной из двух пар противоположно расположенных ребер заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ радиальной ковки | 1988 |
|
SU1655644A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 1991 |
|
RU2014934C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2005 |
|
RU2283715C1 |
| Способ ковки заготовок | 1981 |
|
SU1003983A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
Изобретение относится к обработке металлов давлением1 и может быть использова- но при радиальной ковке заготовок квадратного сечения. Цель изобретения - повышение качества поковок за счет интенсификации проработки структуры металла. Заготовку квадратного сечения обжимают по ребрам в радиальном направлении в двух взаимно перпендикулярных плоскостях с кантовками на 45°. После каждого прохода поковка имеет в сечении квадрат Центральная ось квадратного сечения смещена относительно центральной оси заготовки предыдущего прохода в вертикальной плоскости симметрии на величину S, равную
Рванины на поверхности заготовки, брак.
| Способ радиальной ковки | 1980 |
|
SU912377A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
