Изобретение относится к обработке металлов давлением, в частности к способам получения калиброванных поковок с удлиненной осью из слитков, непрерывнолитых и предварительно деформированных заготовок на прессах в четырехбойковых ковочных устройствах.
Способ может быть использован в машиностроительной и металлургической промышленности при изготовлении изделий с удлиненной осью, например штанг, колонн, промежуточных валов, торсионных валов, валков прокатных станов, а также при производстве точных поковок круглого, квадратного, прямоугольного, шестигранного, восьмигранного и других поперечных сечений из конструкционных, нержавеющих, инструментальных, прецизионных и жаропрочных сталей и сплавов.
Известен способ ковки заготовок в четырехбойковом ковочном устройстве (смотри, например, авторское свидетельство СССР №1407639, кл. В 21 J 5/00, опубл. в Бюл. изобр. №25, 1988 г.), по которому одной парой бойков осуществляют только радиальное обжатие заготовки, а другой парой бойков - радиальное обжатие со сдвигами бойков одновременно навстречу друг другу и к одному и тому же бойку другой пары. Кантовки заготовки выполняют до совмещения участков обжатых одной парой бойков с бойками другой пары.
Вышеописанный способ ковки позволяет получать поковку с плотной микроструктурой металла в осевой зоне поковки при коэффициенте укова более 3:1.
Однако при ковке вышеприведенным известным способом невозможно получить поковку высокой геометрической точности с малыми допусками и припусками.
Известен также способ ковки заготовок и четырехбойковое ковочное устройство для его осуществления (см., например, патент Украины №34978 А от 15.03.2001 г., МКИ В 21 J 13/02, опубл. в Бюл. изобрет. №2, 15.03.2001 г.). По данному способу ковку осуществляют в три стадии: основную, промежуточную и заключительную. При этом на основной стадии обжатия выполняют с внедрением боковых поверхностей бойков в тело заготовки. На основной и промежуточной стадиях ковки заготовку после каждого прохода кантуют на угол 15-45°, а на заключительной стадии заготовку обжимают с углом охвата заготовки бойками 280-350° и кантовками после каждой подачи в том же направлении, что и на предыдущих стадиях. Основную и промежуточную стадии ковки можно назвать также как черновую ковку, а заключительную стадию ковки - калибрующую ковку, при которой поверхность поковки выравнивается, она принимает заданную геометрическую форму и размеры.
Четырехбойковое ковочное устройство, которое используется для осуществления этого способа, имеет держатели верхнего, нижнего и боковых бойков, а также четыре бойка, закрепленные на этих держателях.
Известный способ ковки в четырехбойковом ковочном устройстве обеспечивает получение поковок круглого поперечного сечения высокой точности и с минимальными припусками за счет использования вырезных бойков на каждый конкретный диаметр поковки.
Однако существенным недостатком этого способа является то, что для каждого нового диаметра или нового поперечного сечения поковки необходим свой комплект бойков, что значительно повышает производственные затраты. Уменьшается также производительность процесса из-за дополнительных затрат времени на переналадку инструмента.
В основу изобретения поставлена задача, путем изменения технологических операций, обеспечить получение калиброванных поковок различного поперечного сечения и различных размеров в одном комплекте бойков, а также повысить производительность процесса за счет исключения времени на переналадку инструмента.
Поставленная задача достигается тем, что в способе получения калиброванных поковок в четырехбойковом ковочном устройстве, имеющем держатели верхнего, нижнего и боковых бойков, включающем нагрев заготовки, черновую и калибрующую ковку ее по проходам, с подачами после каждого единичного обжатия и кантовками между проходами, новым является то, что после получения заготовки в процессе черновой ковки с площадью поперечного сечения F=(1,05-1,4)Fn, где Fn - площадь поперечного сечения калиброванной поковки, между держателями верхнего и нижнего бойков помещают жесткую опору или опоры, а калибрующую ковку осуществляют до смыкания держателя верхнего бойка с жесткой опорой или опорами за один или несколько проходов.
Поставленная задача достигается также тем, что калибрующую ковку осуществляют с кантовками заготовки после каждого ее обжатия на угол 5-45°.
Способ получения калиброванных поковок, который патентуется осуществляют следующим образом.
Исходную заготовку, в виде предварительно деформированной заготовки или слитка круглого, квадратного или многогранного поперечного сечения, нагревают в печи до температуры ковки, подают с помощью манипулятора в рабочее пространство четырехбойкового ковочного устройства, закрепленного на гидравлическом ковочном прессе и начинают ковку в этом устройстве четырьмя плоскими бойками по одному из известных способов с подачами и кантовками заготовки. В процессе этой (черновой) ковки получают заготовку с площадью поперечного сечения F=(1,05-1,4)Fn, где Fn - площадь поперечного сечения готовой (калиброванной) поковки. После этого, между держателями верхнего 1 и нижнего 2 бойков помещают жесткую опору 3 или опоры 3, 4 и осуществляют калибрующую ковку заготовки 5 до смыкания держателя верхнего бойка 1 с жесткой опорой 3 или опорами 3,4 за один или несколько проходов (фиг.1).
При изготовлении поковок круглого поперечного сечения калибрующую ковку осуществляют с кантовками заготовки после каждого единичного обжатия на угол 5-45°.
Черновую (предварительную) ковку заготовки выполняют до получения площади поперечного сечения заготовки не намного отличающейся от площади поперечного сечения готовой калиброванной поковки, т.е. чтобы выполнялось соотношение
F=(1,05-1,4)Fn,
или F/Fn=1,05-1,4.
При отношении F/Fn<1,05 не достигаются высокая точность и требуемая геометрия поковки в поперечном сечении по всей ее длине.
При отношении F/Fn>1,4 возможны заковы на поверхности поковки, а также существенно уменьшается производительность процесса ковки.
Калибрующую ковку поковок круглого поперечного сечения с кантовками после каждого единичного обжатия на угол α<5° выполнять нецелесообразно в связи со значительным уменьшением производительности.
В случае ковки с углами кантовок α>45° не обеспечивается существенное повышение точности поковок.
При обжатиях до смыкания держателя верхнего бойка с жесткой опорой или опорами, установленными на площадках держателя нижнего бойка, достигаются точные обжатия заготовки с четырех сторон при каждом ходе пресса. Таким образом могут калиброваться поковки круглого, квадратного, прямоугольного, шестигранного, восьмигранного и других поперечных сечений. Обжатия на один и тот же размер, которые повторяются многократно, с подачами и кантовками заготовки в соответствии с вышеприведенными режимами, позволяют оформить поковку с гладкой поверхностью высокой точности.
Пример.
Слиток массой 115 кг из стали Р6М5 нагрели до температуры 1150°С и ковали на гидравлическом ковочном прессе усилием 5МН в четырехбойковом ковочном устройстве, состоящем из держателей верхнего и нижнего бойков, двух держателей боковых бойков и четырех бойков, прикрепленных к соответствующим держателям. После получения заготовки восьмигранного поперечного сечения с размерами поперечного сечения h=110 мм, что соответствует отношению F/Fn=1,21, ковку продолжили в том же комплекте бойков в соответствии со способом, который патентуется. Между держателем верхнего и нижнего бойков установили две жесткие опоры высотой 100 мм каждая, а обжатия выполняли до смыкания держателя верхнего бойка с жесткой опорой. После каждого обжатия заготовку подавали на величину S=60 мм, а кантовку осуществляли на угол 15°. Калибрующую ковку осуществляли за два прохода. После ковки поковка имела геометрически правильное круглое поперечное сечение диаметром 100 мм в пределах допуска 0+0,5 по всей длине поковки.
Для сравнения по способу-прототипу, принятому за базовый объект, ковали такой же слиток. Размеры поперечного сечения поковки были в пределах 100+0,5 по длине поковки. При этом калибровку поковок выполняли в другом комплекте бойков. Для этого останавливали ковку и меняли бойки. Время замены комплекта бойков - 20 мин.
В таблице 1 приведены опытные данные, которые подтверждают правильность тех параметров способа ковки, которые заявляются.
Таким образом, способ ковки, который патентуется, обеспечивает получение калиброванных поковок различного поперечного сечения с использованием одного рабочего комплекта бойков. При этом экономятся ресурсы на изготовление комплекта бойков, время на замену бойков. Кроме того, не требуется дополнительный подогрев заготовки, связанный с тем, что при смене бойков технологический процесс прерывается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КАЛИБРОВАННЫХ ПОКОВОК И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291755C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ЗАГОТОВОК И ЧЕТЫРЕХБОЙКОВОЕ КОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282517C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283714C2 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ДЛЯ КОРПУСОВ ИЗДЕЛИЙ ТИПА ШАРОВЫХ КРАНОВ | 2010 |
|
RU2447967C2 |
Изобретение относится к обработке металлов давлением, в частности к способам получения калиброванных поковок с удлиненной осью из слитков и предварительно деформированных заготовок на прессах в четырехбойковых ковочных устройствах. Устройство имеет держатели верхнего, нижнего и боковых бойков. Заготовку нагревают и производят черновую и калибрующую ковку по проходам с подачами после каждого единичного обжатия и кантовками между проходами. После получения в процессе черновой ковки заготовки с площадью поперечного сечения F=(1,05-1,4)Fn, где Fn - площадь поперечного сечения калиброванной поковки, между держателями верхнего и нижнего бойков помещают жесткую опору или опоры. Калибрующую ковку осуществляют до смыкания держателя верхнего бойка с жесткой опорой или опорами за один или несколько проходов. В результате обеспечивается возможность получения калиброванных поковок различного поперечного сечения и различных размеров в одном комплекте бойков, а также повышается производительность процесса за счет исключения времени на переналадку инструмента. 1 з.п. ф-лы, 1 ил., 1 табл.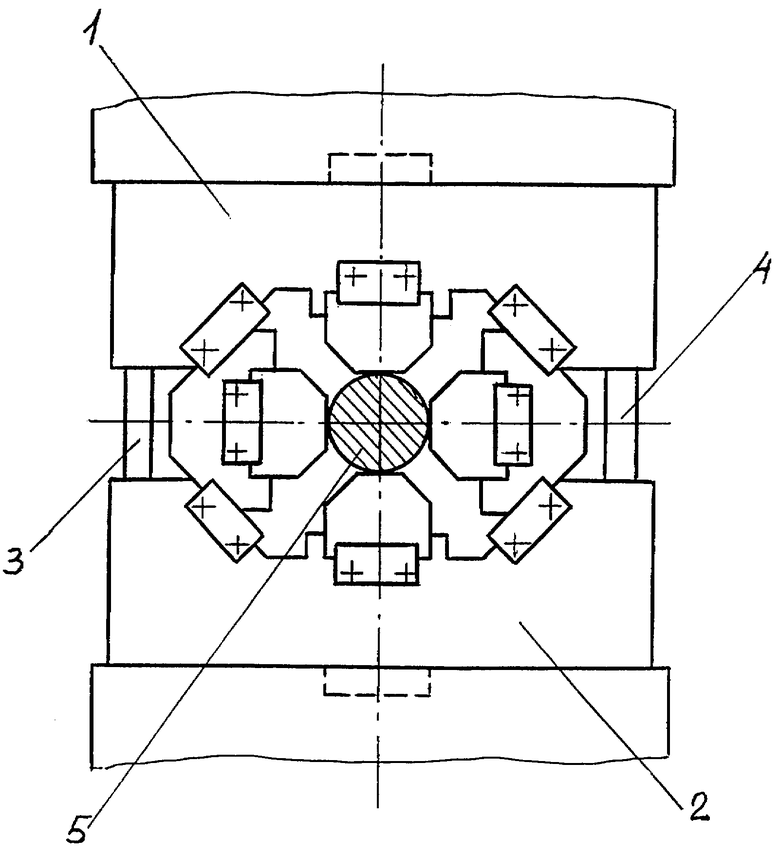
| Кольцеобразный обтекатель для звездообразного мотора воздушного охлаждения | 1932 |
|
SU34978A1 |
| Способ ковки заготовок | 1987 |
|
SU1407639A1 |
| Радиально-ковочная машина | 1977 |
|
SU700258A1 |
| УПРАВЛЕНИЕ ПОТРЕБЛЯЕМОЙ МОЩНОСТЬЮ УСТРОЙСТВА МОБИЛЬНОЙ СВЯЗИ | 2009 |
|
RU2531356C2 |
| US 3478565 А, 18.11.1969. | |||

