Изобретение относится к обработке металлов давлением, в частности к способам изготовления поковок прямоугольного сечения из малопластичных сталей и сплавов методами ковки и прокатки.
Известен способ изготовления поковок прямоугольного сечения из малопластичных сталей на радиально-ковочных машинах [1].
Однако данный способ не обеспечивает высокое качество металла в осевой зоне получаемых поковок и не достаточно производителен.
Целью изобретения является повышение качества поковок и производительности процесса.
Для этого в способе изготовления поковок прямоугольного сечения из малопластичных сталей и сплавов, включающем радиальную ковку слитка и последующее формирование поковки ковкой на прессе, перед ковкой на прессе производят радиально-сдвиговую прокатку до диаметра определяемого из соотношения:
d = (0,7...1,0)b , где d - диаметр заготовки после радиально-сдвиговой прокатки;
b - ширина поковки прямоугольного сечения, а ковку на прессе осуществляют с обжатием по высоте заготовки и уширением, обеспечивающим ширину готовой поковки.
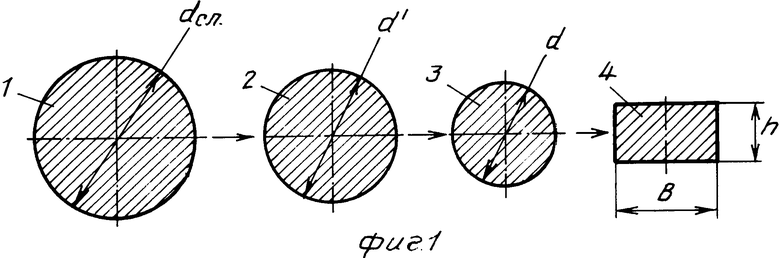
На фиг. 1 изображена схема процесса по переходам, где 1 - поперечное сечение слитка (dсл. - диаметр слитка); 2 - поперечное сечение заготовки после радиальной ковки (dl - диаметр заготовки); 3 - поперечное сечение заготовки после радиально-сдвиговой прокатки (d - диаметр заготовки); 4 - поперечное сечение поковки после ковки на прессе (b - ширина поковки, h - высота поковки).
На фиг.2 показана схема обжатия круглой заготовки на полосу в специальном устройстве, установленном на ковочном прессе, где 5 - основание; 6, 7 - боковые ползушки, которые могут быть установлены на нужный размер полосы по ширине; 8 - боек.
Пунктиром показано поперечное сечение заготовки после радиально-сдвиговой прокатки, а заштриховано - поперечное сечение поковки после ковки.
Способ осуществляют следующим образом.
Слиток диаметром dсл. (фиг.1) нагревают и куют на радиально-ковочной машине из заготовки диаметром dl по схеме круг-круг с коэффициентом вытяжки μ = 1,6-8,0. Благодаря четырехсторонней схеме нагружения заготовки в процессе такой ковки слитки из малопластичных сталей и сплавов не разрушаются, а поверхностный слой металла слитка подвергается интенсивной деформационной проработке.
Полученную заготовку диаметром dl нагревают и производят радиально-сдвиговую прокатку на стане РСП на заготовку диаметром d с коэффициентом вытяжки μ2 = 1,3-8,0.
Процесс радиально-сдвиговой прокатки характеризуется высокой производительностью, а, кроме того, позволяет интенсивно проработать структуру металла по всему поперечному сечению заготовки без ее разрушения.
Затем заготовку диаметром d после подогрева куют на гидравлическом ковочном прессе в специальном устройстве на полосу шириной b и высотой h.
Обжатия осуществляют только по высоте заготовки h, так как размер по ширине поковки обеспечивается за счет установки в определенном положении боковых ползушек 2, 3 (фиг.2). При этом заготовка перед ковкой должна быть диаметром d = (0,7...1,0)b, в случае если d<0,7b возможны разрывы на поверхности заготовки за счет интенсивного течения металла при уширении. При d>b процесс невозможен, так как заготовку не установить в калибр устройства.
Сочетание радиальной ковки, радиально-сдвиговой прокатки и ковки на прессе обеспечивает высокое качество металла.
П р и м е р. Слиток диаметром 430 мм из стали Р6М5К5, нагретый до 1160о С, куют на радиально-ковочной машине усилием 10МН на заготовку диаметром 190 мм ( μ1 = =5,1). Ковку осуществляют за 5 проходов по следующей схеме (указаны диаметры поперечного сечения заготовки по проходам, мм):
430 - 370 - 310 - 265 - 220 - 190.
Подогретую до 1120о С заготовку диаметром 190 мм прокатывают на стане радиально-сдвиговой прокатки РСП-200 (μ2 = 5) по следующей схеме (указаны диаметры поперечного сечения заготовки по проходам, мм):
190 - 160 - 120 - 85 .
Затем нагретую до 1160о C заготовку диаметром 85 мм куют на гидравлическом прессе усилием 5 МН в специальном устройстве по следующей схеме:
круг 85 мм - полоса 100х60 мм - полоса 100х40 мм
При осуществлении способа выдерживалось следующее соотношение:
d = 0,85 b.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2005 |
|
RU2283715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283714C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2431539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2474484C1 |

Использование: обработка металлов давлением, в частности получение поковок прямоугольного сечения из малопластичных сталей и сплавов ковкой и прокаткой. Нагретый слиток подвергают радиальной ковке и формируют поковку на прессе. Перед ковкой на прессе производят радиально-сдвиговую прокатку до регламентируемого соотношением диаметра. Ковку на прессе осуществляют с обжатием по высоте заготовки и уширением, обеспечивающим ширину готовой поковки. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ ИЗ МАЛОПЛАСТИЧНЫХ СТАЛЕЙ И СПЛАВОВ, включающий радиальную ковку слитка и последующее формирование поковки ковкой на прессе, отличающийся тем, что перед ковкой на прессе производят радиально-сдвиговую прокатку заготовки до диаметра, определяемого из соотношения
d = (0,7 - 1,0) b,
где d - диаметр заготовки после радиально-сдвиговой прокатки;
b - ширина поковки прямоугольного сечения,
а ковку на прессе осуществляют с обжатием по высоте заготовки и уширением, обеспечивающим ширину готовой поковки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ковтанюк Ю.П | |||
| и др | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
