Изобретение относится к обработке металлов давлением, а именно к способам изготовления крупногабаритных полых поковок ковкой на гидравлических ковочных прессах.
Изобретение может быть использовано в кузнечных и кузнечно-прессовых цехах на машиностроительных и металлургических заводах при изготовлении крупных полых поковок (гладких и ступенчатых) из различных сталей и сплавов.
Известен способ изготовления полых поковок, включающий нагрев полой заготовки (литой, полученной сверлением из проката или иным способом), установку в ее полость оправки и последующую ковку заготовки одновременно четырьмя бойками на радиально-обжимной машине (РОМ) за один или несколько проходов с подачами и кантовками (Ростовщиков В.А. Технология и оборудование для формообразования полых длинномерных поковок горячим радиальным обжатием // Кузнечно-штамповочное производство, 1987. №6. С.10-13).
Этот способ отличается высокой производительностью и позволяет получать полые поковки высокой точности с минимальными припусками на механическую обработку.
Однако недостатком известного способа является то, что для его осуществления требуются специальные радиально-обжимные машины (РОМ), которые относятся к уникальному и дорогостоящему оборудованию. Кроме того, на РОМ невозможно изготовить полые поковки большой массы и большего поперечного сечения, что ограничивает использование этого процесса.
Известен способ изготовления полых поковок, включающий получение полой заготовки, ее нагрев, зажим и удержание с одного конца манипулятором и последующую ковку на гидравлическом ковочном прессе в четырехбойковом ковочном устройстве со степенью деформации при каждом единичном обжатии 2-15%. Перед зажимом полой заготовки манипулятором с одной стороны заготовки устанавливают технологическую вставку, диаметр которой равен внутреннему диаметру полой заготовки (патент РФ №2362647 от 04.07.2007 г., МКИ В21К 21/00, B21J 1/04).
Этот способ обеспечивает получение крупногабаритных полых поковок. Недостатком этого способа является то, что он не позволяет получать поковки с заданными размерами по внутреннему диаметру и толщине стенки, а также с заданным коэффициентом укова. Кроме того, этим способом невозможно получить полые поковки большой длины, так как в процессе ее ковки на технологической вставке практически отсутствует вытяжка полой заготовки.
Известен также способ изготовления крупногабаритных полых поковок, принятый в качестве прототипа (Кузьминцев В.Н. Ковка на молотах и прессах: Учебник для сред. проф.-техн. училищ. - М.: Высш. школа, 1979. С.98-99).
Способ заключается в том, что в нагретую полую заготовку устанавливают длинную оправку с небольшим зазором и удерживают при ковке с одного или двух сторон на цепях крана или другим способом. Ковку производят двумя бойками, обжимая участки заготовки в определенной последовательности, расковывая их таким образом по поверхности оправки, без перемещения оправки относительно исходной заготовки или заготовки относительно оправки. После окончания ковки оправку удаляют из поковки гидравлическим экстрактором или путем перемещения стола пресса. Известный способ позволяет получать полые поковки больших поперечных сечений, в том числе из слитков.
Однако этот способ отличается низкой производительностью, так как требует частой замены оправок при изготовлении поковок значительной длины (более чем в 3 раза превышающую длину исходной заготовки) из-за быстрого остывания заготовки, находящейся в постоянном контакте с большей частью поверхности оправки. Известным способом невозможно получить крупногабаритные полые поковки большой длины (более чем в 5 раз превышающие длину исходной заготовки). Кроме того, этот способ не позволяет получить полые поковки высокой точности.
В основу изобретения поставлена задача, путем усовершенствования способа изготовления крупногабаритных полых поковок на ковочных прессах, обеспечить повышение производительности и точности при изготовлении поковок значительной длины (при l<lп/l0<4,5, где: lп - длина поковки; l0 - длина исходной заготовки), а также обеспечить возможность получения поковок большой длины (при lп/l0>4,5).
Поставленная задача достигается тем, что в способе изготовления крупногабаритных полых поковок, включающем нагрев полой заготовки до температуры деформации, ковку ее на гидравлическом ковочном прессе двумя бойками на длинной оправке с подачами и кантовками и последующее снятие ее с этой оправки, новым является то, что на последней стадии ковки заготовки двумя бойками, в средней ее части, по всему периметру заготовки формируют канавку, после чего полученную заготовку подогревают и куют ее на гидравлическом ковочном прессе на короткой оправке в четырехбойковом ковочном устройстве с подачами заготовки относительно оправки и кантовками, при этом ковку каждой части заготовки, расположенной по обе стороны от канавки, производят от канавки к краям заготовки.
Патентуемый способ изготовления крупногабаритных полых поковок из полой заготовки осуществляют следующим образом.
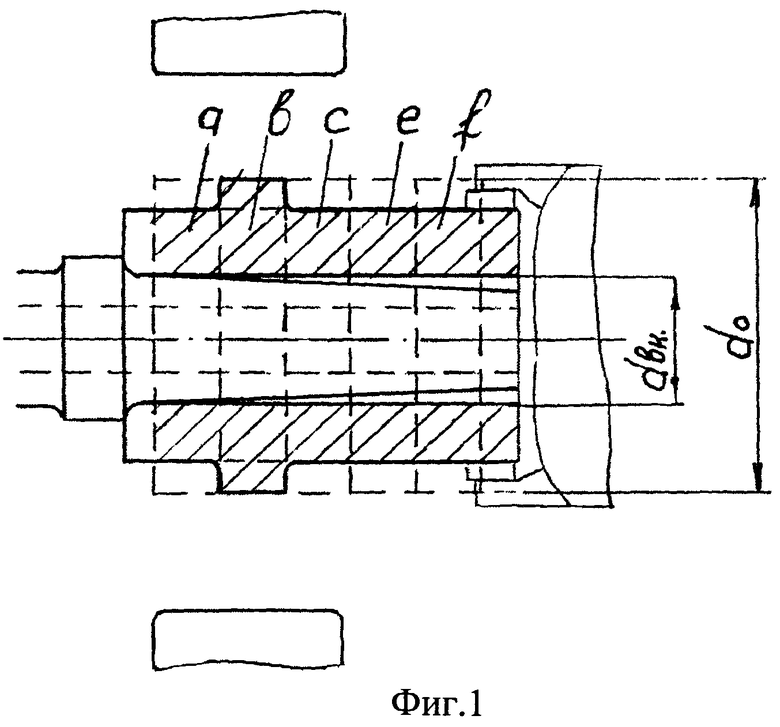
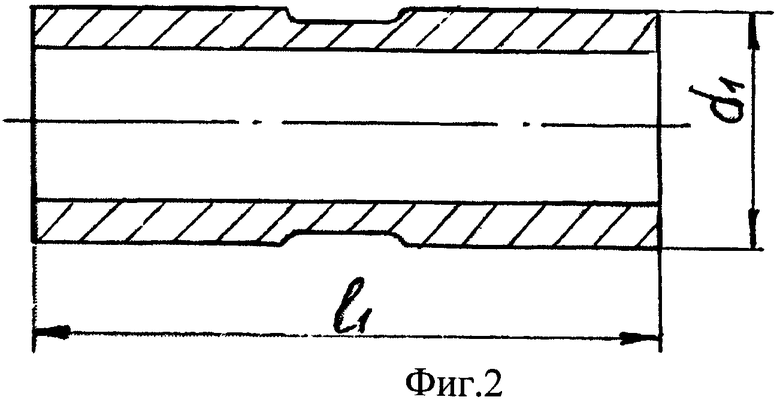
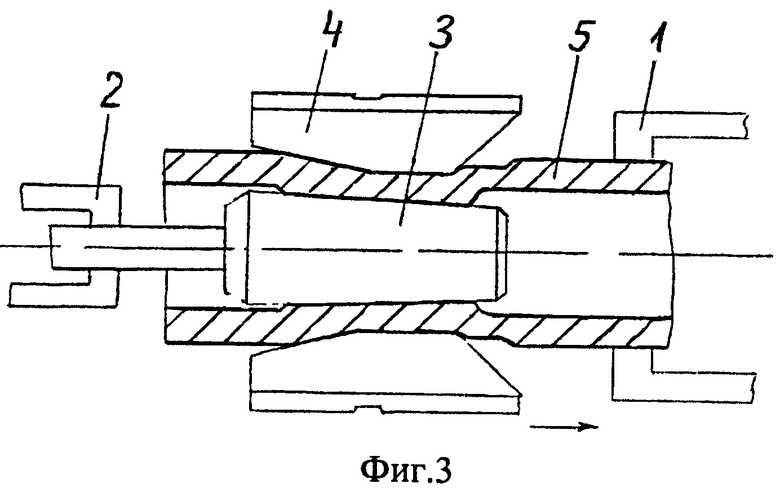
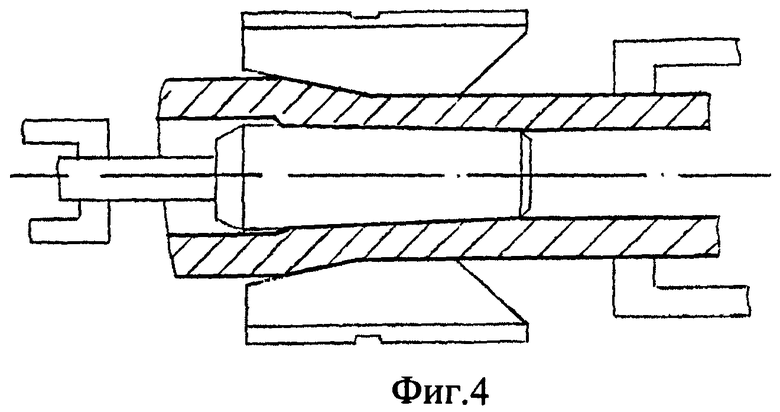
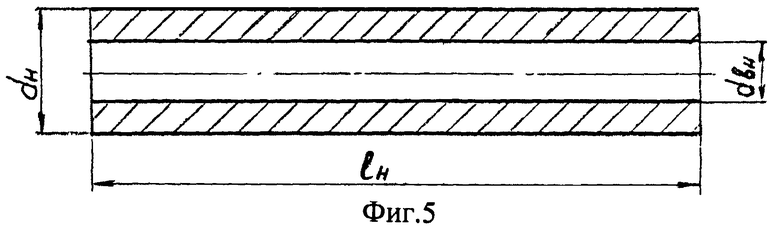
Полую заготовку, полученную методами литья, обработки давления или механической обработки, нагревают до температуры пластической деформации и подают на гидравлический ковочный пресс, где ее захватывает манипулятор пресса. Нагретую заготовку с наружным диаметром d0, внутренним диаметром dвн и длиной l0 подают манипулятором под бойки пресса, а затем, с другой стороны в заготовку с помощью крана или другого манипулятора вставляют коническую оправку с небольшим зазором (см. Кузьминцев В.Н. Ковка на молотах и прессах: Учебник для сред. проф.-техн. училищ. - М.: Высш. школа, 1979. - С.98-99) (фиг.1). Обжатия заготовки осуществляют двумя бойками: нижний вырезной, верхний плоский. Во избежание застревания поковки на оправке протяжку выполняют в определенной последовательности. Сначала куют кольцевой участок а, затем до промежуточного размера куют участок b, после чего обжимают до размеров, близких к окончательным, соответственно участки f, e и с (фиг.1). После этого доводят до окончательных размеров участки b, f, e и с (фиг.1). Затем устанавливают заготовку под бойки так, чтобы они располагались над средней частью заготовки, и формируют на ней кольцевую канавку. После ковки из полученной заготовки удаляют оправку гидравлическим экстрактором либо с помощью выдвижного стола пресса. Полученную промежуточную заготовку с наружным диаметром d1, длиной l1 и кольцевой канавкой (фиг.2) подогревают до температуры деформации, подают манипулятором 1 в рабочую зону гидравлического ковочного пресса, заводят с помощью манипулятора 2 короткую оправку 3 и куют на ковочном прессе одновременно четырьмя бойками 4 в четырехбойковом ковочном устройстве на этой короткой оправке, установленной неподвижно в зоне деформации, с подачами заготовки 5 относительно оправки 3 и кантовками после каждого обжатия (фиг.3). Для ковки используют специальное четырехбойковое ковочное устройство (см. патент РФ №2314175, МКИ B21J 13/02, 2005 г.) и бойки с наклонными рабочими участками. При этом ковку каждой части заготовки, расположенной по обе стороны от канавки, производят от канавки к краям заготовки (фиг.3). Вначале куют одну часть заготовки, а затем, после поворота заготовки на 180°, куют вторую ее часть (фиг.3, 4). В случае, если температура металла опускается ниже допустимой, заготовку дополнительно подогревают до температуры пластической деформации и доковывают до окончательных размеров поковки с размерами: dп - наружный диаметр; dвн.п. - средний внутренний диаметр; lп. - длина поковки (фиг.5).
Первый этап ковки на ковочном прессе двумя бойками на длинной оправке необходим для формирования промежуточной заготовки, которую было бы удобно ковать на втором этапе на короткой оправке. Если ковку начинать сразу на короткой оправке, существенно снижается производительность процесса изготовления полой поковки. Канавка, которую формируют при ковке на длинной оправке, необходима для того, чтобы при последующей ковке на короткой оправке не происходили заковы короткой оправки и не было резкого роста усилия ковки при первом обжатии центрального участка заготовки, т.к. это может привести к браку поковки и снижению производительности процесса. Для этой же цели ковку на короткой оправке осуществляют от канавки к краю заготовки.
Пример 1. Изготовили полый слиток с наружным диаметром 1160 мм и внутренним диаметром 450 мм из стали 38Х2Н2МА. Затем слиток обточили и получили заготовку с размерами: наружный диаметр 1100 мм, внутренний диаметр 500 мм и длиной 1020 мм. Полученную заготовку нагрели в камерной газовой печи до температуры 1140°С, подали к гидравлическому ковочному прессу силой 20 МН, зажали в губках манипулятора, установили в ее полость с помощью второго манипулятора длинную оправку и подали заготовку в зону ковки. Ковку осуществляли двумя бойками: нижний вырезной, верхний плоский, а на последней стадии сформировали в средней части заготовки канавку по всему ее периметру. После этого этапа ковки из заготовки удалили оправку с помощью гидравлического экстрактора, а заготовку с размерами: наружный диаметр 750 мм, внутренний диаметр 480 мм, длина 3000 мм, отправили на подогрев в печь. После подогрева данной заготовки ее подали с помощью манипулятора к гидравлическому ковочному прессу. Предварительно, перед ковкой на пресс устанавливают четырехбойковое ковочное устройство с четырьмя бойками, каждый из которых имеет наклонный заходный участок и калибрующий участок. С помощью манипулятора заготовку подают в рабочее пространство четырехбойкового ковочного устройства, которое предварительно, с помощью подвижной траверсы пресса, раскрывают на необходимый размер. Затем с помощь второго манипулятора подают в полость заготовки короткую оправку и производят ковку заготовки одновременно четырьмя бойками на этой короткой оправке, установленной неподвижно в зоне деформации, с подачами и кантовками заготовки. Ковку осуществляли от канавки к краю заготовки. Затем заготовку развернули на 180° и таким же образом проковали вторую часть заготовки. В результате ковки получили поковку с размерами: наружный диаметр 630 мм, внутренний диаметр 433 мм, длина 4630 мм.
Для сравнения такой же слиток из стали 38Х2Н2МА проковали по способу-прототипу на гидравлическом ковочном прессе с использованием трех длинных оправок и двух бойков.
Сравнение двух способов изготовления поковок показало, что производительность процесса изготовления по патентуемому способу в 1,7 выше, чем по способу-прототипу. Кроме того, припуски и допуски на поковку, полученную по патентуемому способу, уменьшились на 40-50% по сравнению с припусками и допусками на поковку, полученную по способу-прототипу.
Пример 2. Изготовили слиток с наружным диаметром 1700 мм, внутренним диаметром 800 мм, длиной 2000 мм из стали 38Х2Н2МА. Из этого слитка по патентуемому способу изготовили полую поковку с размерами: наружный диаметр 700 мм, внутренний диаметр 400 мм, длина 13000 мм.
Для сравнения такой же слиток из стали 38Х2Н2МА пытались проковать по способу-прототипу, чтобы изготовить аналогичную поковку с использованием нескольких сменных длинных оправок. Однако при ковке заготовки на оправке длиной 9500 мм на заготовке образовались глубокие трещины и ее невозможно было снять с оправки.
Таким образом, патентуемый способ изготовления крупногабаритных полых поковок обеспечивает по сравнению с известными способами получение полых поковок, у которых длина поковки превышает длину исходной заготовки в 4,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2009 |
|
RU2421295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2010 |
|
RU2438826C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ДЛЯ КОРПУСОВ ИЗДЕЛИЙ ТИПА ШАРОВЫХ КРАНОВ | 2010 |
|
RU2447967C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2007 |
|
RU2362647C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК ПРЯМОУГОЛЬНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2007 |
|
RU2362648C2 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2486985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493931C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крупногабаритных полых поковок. Производят ковку нагретой полой заготовки на гидравлическом ковочном прессе двумя бойками на длинной оправке с подачами и кантовками. На последней стадии ковки двумя бойками в средней части заготовки по всему ее периметру формируют канавку. Затем полученную заготовку подогревают и куют на гидравлическом ковочном прессе на короткой оправке в четырехбойковом ковочном устройстве. При этом осуществляют подачи заготовки относительно короткой оправки и кантовки. Ковку каждой части заготовки, расположенной по обе стороны от канавки, производят от края канавки к краям заготовки. В результате повышается производительность процесса изготовления и точность полученных поковок, обеспечивается возможность получения поковок значительной длины. 5 ил.
Способ изготовления крупногабаритных полых поковок, включающий нагрев полой заготовки до температуры деформации, ковку полой заготовки на гидравлическом ковочном прессе двумя бойками на длинной оправке с подачами и кантовками и последующее ее снятие с упомянутой оправки, отличающийся тем, что на последней стадии ковки двумя бойками в средней части заготовки по всему ее периметру формируют канавку, после чего полученную заготовку подогревают и куют ее на гидравлическом ковочном прессе на короткой оправке в четырехбойковом ковочном устройстве с подачами заготовки относительно оправки и кантовками, при этом ковку каждой части заготовки, расположенной по обе стороны от канавки, производят от края канавки к краям заготовки.
| КУЗЬМИНЦЕВ В.Н | |||
| Ковка на молотах и прессах | |||
| Учебник для средних профессионально-технических училищ | |||
| - М.: Высшая школа, 1979, с.98-99 | |||
| Способ ковки полых поковок большого диаметра | 1985 |
|
SU1338949A1 |
| Способ изготовления полыхпОКОВОК | 1979 |
|
SU804152A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК | 2007 |
|
RU2362647C2 |
| JP 6170482 A, 21.06.1994 | |||
| JP 63309348 A, 16.12.1988. | |||

