Изобретение относится к машиностроению и может быть использовано при формировании геометрии режущей части дисковых ножевых пар, работающих по принципу ножниц, например, в продольно-резательных станках для разрезания бумаги.
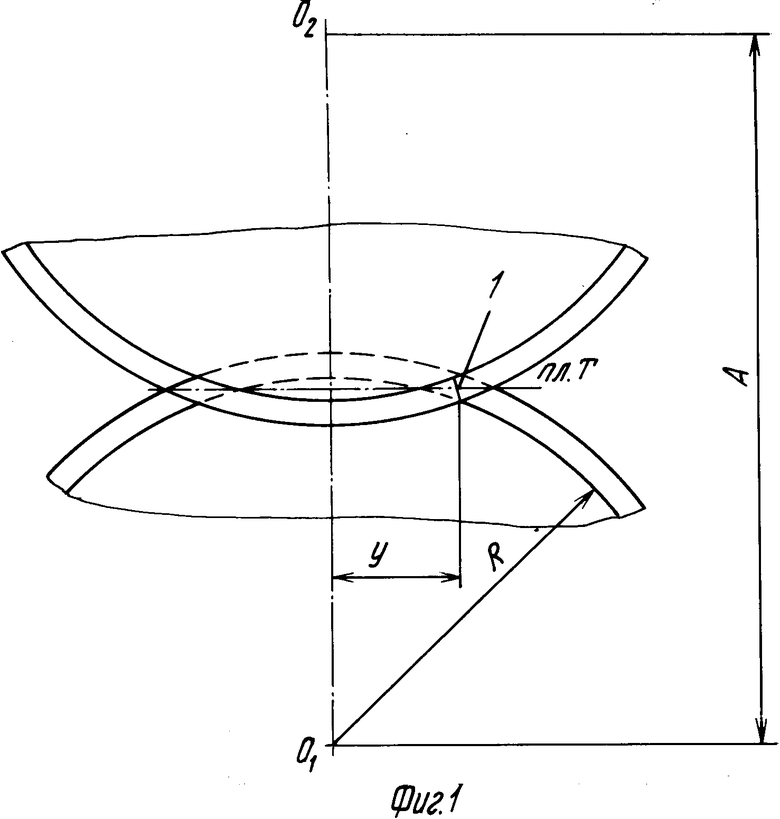
Известен способ заточки дисковых ножевых пар, установленных в рабочем положении поджатыми друг к другу с перекрытием h при угле перекрещивания осей ϕ. Заточка нижнего и верхнего ножа осуществляется таким образом, что задние грани образуют внутренние конические поверхности.
Заточенные известным способом ножи имеют недостаток, связанный с малой их долговечностью.
Целью изобретения является повышение стойкости ножевых пар.
Это достигается заточкой различной износостойкости ножей, формирующей геометрию зоны контакта взаимоогибаемых поверхностей с подрезанием, благодаря интерференции профилей.
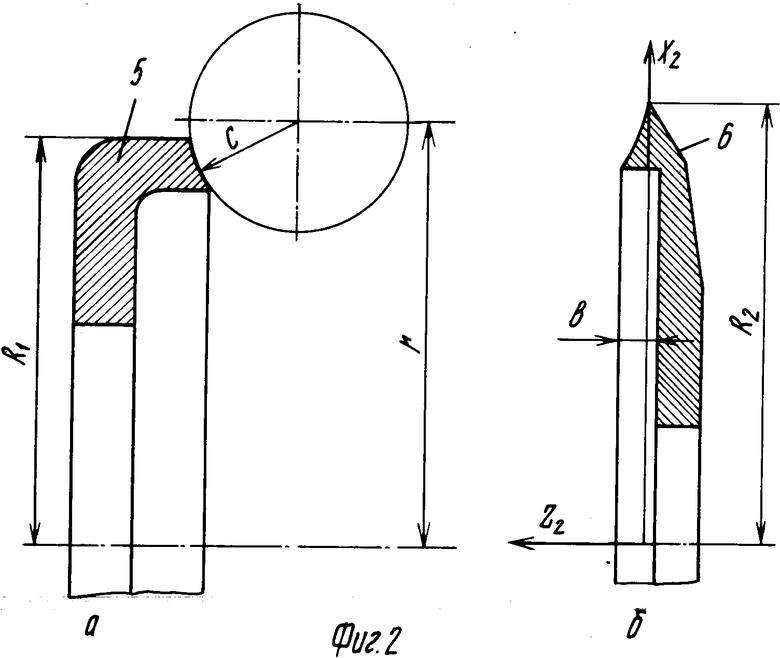
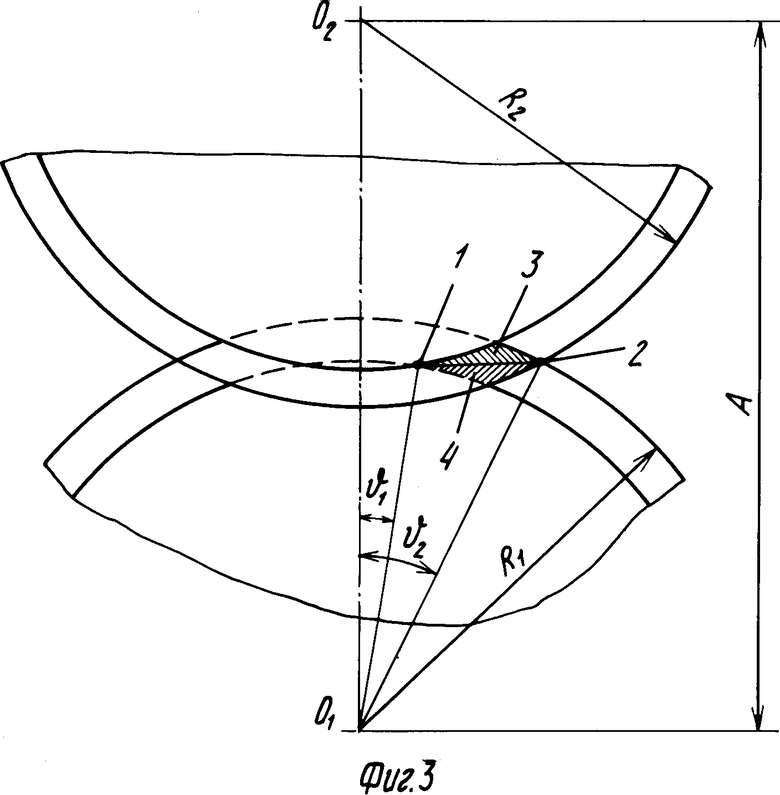
На фиг. 1 показана схема расположения ножей; на фиг. 2- конструкция нижнего (а) и верхнего (б) ножей; на фиг. 3 - схема зацепления указанных ножей.
Описываемый способ заточки, формирующий зону контакта, производится следующим образом. Вращающийся нижний нож более высокой износостойкости затачивается шлифовальным кругом (фиг. 3а) при установке его в осевой плоскости ножа так, чтобы ось вращения круга отстояла от оси вращения ножа при ортогональном их расположении на величину
r= R1+  (1)
(1)
где R1 - наружный радиус нижнего ножа;
А - межосевое расстояние ножей;
ϕ - угол поворота верхнего ножа (угол скрещивания осей ножей);
c - радиус шлифовального круга, определяемый соотношением
C=  (2)
(2)
ν2 - угол положения начала контактной площадки (фиг. 4), равный
ν2= arccos  (3)
(3)
R2 - наружный радиус верхнего ножа;
ν1- угол положения конца контактной площадки (фиг. 4), выбираемый в пределах 3...4о.
Профиль заточки верхнего ножа определяется системой (фиг. 3б)
 (4) где ν - параметричеcкий угол поверхноcти, изменяющийcя в пределах от ν1 до ν2.
(4) где ν - параметричеcкий угол поверхноcти, изменяющийcя в пределах от ν1 до ν2.
Заточка профиля нижнего ножа по радиуcу cоздавала бы возможноcть получения контактной линии 1-2 (фиг.3) и огибающего профиля верхнего ножа в том cлучае, еcли бы профиль нижнего ножа принадлежал верхнему ножу, а профиль верхнего ножа - нижнему. В противном cлучае профили будут интерферировать, что приведет к их подрезанию. Подрезанные зоны 3 и 4 показаны штриховкой на фиг.3. Заточка верхнего ножа по профилю, определяемому уравнением (4), удаляет подрезанные учаcтки поверхноcти верхнего ножа и реальный контакт ножей проиcходит по площадке криволинейной формы в пределах заштрихованного на фиг. 3 учаcтка.
Выполнение нижнего ножа 5 более износостойким позволяет получить самозатачивание верхнего ножа 6, при этом в процессе изнашивания (самозатачивания) верхнего ножа профиль его эквидистантно перемещается в сторону уменьшения размера b, оставляя стабильной геометрию опорной площадки (фиг. 2б). Постоянство профиля при самозатачивании исключает появление контактной линии, раскрывающей стык режущих кромок.
Проведенные стендовые испытания дисковых ножей, соответствующих прототипу и заточенных описываемым способом, подтвердили гипотезу потери режущих свойств прототипа и показали более высокую долговечность ножей, заточенных описываемым способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ СОШНИК | 2009 |
|
RU2417571C1 |
| Устройство ветродвигателя, содержащего лопастные винты разного диаметра, расположенные в параллельных вертикальных плоскостях на общей оси вращения от винта малого диаметра к следующему винту большего диаметра относительно предыдущего с зазором между ними | 2016 |
|
RU2654662C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| ПОЧВООБРАБАТЫВАЮЩЕЕ ОРУДИЕ С КОМПЛЕКТОМ СМЕННЫХ ПОЧВООБРАБАТЫВАЮЩИХ ОРГАНОВ "ВИКОСТ" | 2006 |
|
RU2320105C2 |
| ОРУДИЕ ДЛЯ ИЗВЛЕЧЕНИЯ КОРНЕВОЙ МАССЫ РАСТЕНИЙ | 1999 |
|
RU2180164C2 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| РУЧНОЙ ПОЛОЛЬНИК | 2003 |
|
RU2257037C2 |
| СПОСОБ ПЕРЕТОЧКИ РЕЖУЩИХ ПЛАСТИН | 1993 |
|
RU2051011C1 |
| НОЖЕВОЙ ШТАМП ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ТОЛСТОСТЕННОЙ РЕЗИНЫ | 2013 |
|
RU2557038C1 |
| РАБОЧИЙ ОРГАН ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПОЧВЫ | 2010 |
|
RU2446653C1 |
Область использования: в машиностроении, может быть использовано при формировании геометрии режущей части дисковых ножевых пар, работающих по принципу ножниц, например в продольно-резательных стенках для разрезания бумаги. Сущность изобретения: способ заточки различной износостойкости ножей позволяет иметь контакт с существенно большей опорной площадью с сохранением формы самозатачивающейся рабочей поверхности верхнего ножа. Вращающийся нижний нож более высокой износостойкости затачивается шлифовальным кругом при установке его в осевой плоскости ножа так, чтобы ось вращения круга отстояла от оси вращения ножа при ортогональном их расположении на величину, указанную в ф-ле изобретения. 3 ил.
СПОСОБ ЗАТОЧКИ ДИСКОВЫХ НОЖЕВЫХ ПАР ДЛЯ РАЗРЕЗАНИЯ ТОНКОЛИСТОВЫХ МАТЕРИАЛОВ, при котором верхний и нижний ножи, поджатые друг к другу с перекрытием, при перекрещивании их осей вращения вводят в контакт с шлифовальным кругом, отличающийся тем, что, с целью повышения стойкости ножевых пар путем увеличения опорной площадки различной износостойкости ножей при сохранении профиля верхнего ножа в процессе его самозатачивания, нижний нож берут большей износостойкости и перед вводом его в контакт устанавливают в осевой плоскости из условия отстояния осей вращения круга и ножа при ортогональном их расположении на величину
r = R1+  ,
,
где R1 - наружный радиус нижнего ножа;
A - межосевое расстояние ножей;
ϕ - угол скрещивания осей ножей;
C - радиус шлифовального круга, определяемый по формуле
C =  ;
;
ν1 = 3 - 4о - угол положения конца контактной площадки;
ν2 - угол положения начала контактной площадки, определяемый из соотношения
ν2= arccos  ,
,
где R2 - наружный радиус верхнего ножа,
при этом заточку верхнего ножа производят по профилю, определяемому из следующей системы уравнений:
x2=  ;
;
Z2 = R1˙sin ν (sin ν2 - sin ν) ,
где ν - параметрический угол поверхности, изменяющийся в пределах от ν1 до ν2 .
| Кисилев С.С | |||
| Стойкость бумагоделательных ножей | |||
| М.: Лесная промышленность, 1971, с.9-14. |
