Изобретение относится к ремонтному производству, а именно к восстановлению изношенных деталей машин, в частности к устройствам для восстановления крестовых ножей промышленных мясорубок горячей пластической деформацией.
Известен штамп для восстановления деталей преимущественно типа шатунов, содержащий верхнюю и нижнюю плиты со смонтированными на них соответственно пуансоном, снабженным клиньями, и матрицей, выполненной со стенками, подвижными в направлении, перпендикулярном оси давления штампа (А. с. N 1250375, МКИ В 21 J 13/02, бюл. N30, 1986 г.). Однако конструктивное исполнение штампа не позволяет восстанавливать детали типа крестовых ножей промышленных мясорубок.
Наиболее близким к предлагаемому штампу является штамп для восстановления крестовых ножей, характеризующийся тем, что содержит размещенную в корпусе составную копирующую форму ножа матрицу и пуансон, имеющие деформирующие выступы со скосами, центрирующую оправку и выталкиватель (Патент N2103139, МКИ В 23 P 6/00, бюл. N 3, 1998 г.-прототип).
Недостатком этого штампа является неравномерность заполнения режущих кромок восстанавливаемого ножа перераспределяемым запасом металла, при этом деформирование только в вертикальной плоскости ведет к образованию "мертвых" зон и внутренних пустот на поверхности наиболее ответственной рабочей части ножа, в результате чего снижается работоспособность и износостойкость восстановленного изделия, увеличивается доля бракованных поковок, а режущая кромка при заточках "плывет" и быстро затупляется. Кроме того, штамп не позволяет восстанавливать крестовые ножи промышленных мясорубок со сложнопрофильными передними поверхностями, что существенно уменьшает область применения подобных штампов. К общему недостатку серийных крестовых ножей следует отнести низкую эффективность процесса резания, так как профиль лезвия и величина угла заточки ножей не соответствуют оптимальным параметрам. У большинства крестовых ножей плоскость разъема штампов совпадает с передней поверхностью, образуя выпуклость.
Технической задачей изобретения является обеспечение равномерности заполнения металлом изношенных режущих кромок ножа при восстановлении и повышении качества восстановленного ножа с одновременным совершенствованием его конструктивного исполнения.
Задача достигается тем, что штамп для восстановления крестовых ножей, содержащий размещенную в корпусе составную, копирующую форму ножа, матрицу и пуансон, имеющие деформирующие выступы со скосами, центрирующую оправку и выталкиватель, снабжен размещенными в корпусе горизонтальными пуансонами, имеющими деформирующие выступы и подпружиненными к нему отводящими пружинами, клиньями, установленными с возможностью взаимодействия с упомянутыми горизонтальными пуансонами, при этом деформирующий выступ каждого из горизонтальных пуансонов в поперечном сечении выполнен с закруглением, радиус "R" которого определен по формуле
где h - высота режущей кромки ножа с учетом припуска на обработку резанием, мм;
H - максимальная толщина задней части деформируемого ножа непосредственно у режущей кромки, мм;
β - угол заточки ножа, назначаемый из условия самозатачивания лезвия при его работе, град.;
величина рабочего хода m каждого из горизонтальных пуансонов определена из формулы
m = R(1-sinβ),
угол наклона скосов деформирующих выступов матрицы и пуансона α определен из формулы
где S - ширина режущей кромки ножа, мм;
L1 - длина рабочей режущей части ножа, мм;
L - длина режущей части ножа, мм;
H1 - минимальная толщина задней части с тыльной стороны деформируемого ножа, мм;
l0 - ширина тыльной поверхности деформируемого ножа в средней части, мм.
С помощью предлагаемого штампа производится не только восстановление давлением изношенных по режущим плоскостям крестовых ножей промышленных мясорубок типа МП 200, но и совершенствование их конструктивного исполнения, а именно выполнение передней поверхности ножей в поперечном сечении в виде обратного закругления и создание на этой основе самозатачивающихся режущих кромок, обеспечивающих длительное сохранение в процессе износа первоначального профиля лезвия ножа, то есть остроконечной формы и угла заточки.
Наличие в предлагаемом штампе изобретения доказывается тем, что в существующих конструкциях штампов для восстановления крестовых ножей давлением применяется лишь вертикальное деформирующее воздействие, что приводит к неравномерному заполнению изношенных режущих кромок ножей и вызывает образование "мертвых" зон на режущих плоскостях восстановленного изделия, кроме того, отсутствуют подобные штампы, позволяющие одновременно с восстановлением и термомеханическим упрочнением совершенствовать конструктивное исполнение серийных крестовых ножей созданием оптимального угла резания, обеспечивающего их самозаточку в процессе эксплуатации. Предлагаемый штамп позволяет восстанавливать крестовые ножи со сложнопрофильными передними поверхностями, например в виде канавки.
Оригинальность предлагаемого технического решения заключается в применении двухплоскостного деформирующего воздействия, обеспечивающего более равномерное заполнение металлом изношенных режущих кромок ножа и повышающего интенсивность перемещения металла по плоскостям сдвига при горячей пластической деформации, что способствует процессу термомеханического упрочнения восстанавливаемых поверхностей, уменьшает ликвацию сплава и гарантированно устраняет литейные дефекты. Перемещая металл с передней поверхности вовнутрь ножа, деформирующий выступ горизонтального пуансона создает тем самым углубление, имеющее в поперечном сечении вид обратного закругления в форме дуги окружности с острым углом заточки по отношению к режущим кромкам, что способствует повышению эффективности процесса резания и обеспечивает самозатачивание ножа при эксплуатации. Наличие клиньев позволяет сначала обеспечивать деформирование передней поверхности восстанавливаемого ножа закругленными выступами горизонтальных пуансонов, а затем задней поверхности скошенными выступами вертикального пуансона, что существенно снижает усилия деформирования, поскольку процесс формообразования разделен по действию на два этапа. Назначение угла наклона встречно направленных скосов на деформирующих выступах матрицы и вертикального пуансона в зависимости от конструктивных параметров восстанавливаемого ножа и глубины внедрения деформирующих выступов горизонтальных пуансонов также дает возможность заметно снизить удельные усилия деформирования и более равномерно заполнить перераспределяемым металлом гравюру штампа в местах износа режущих кромок.
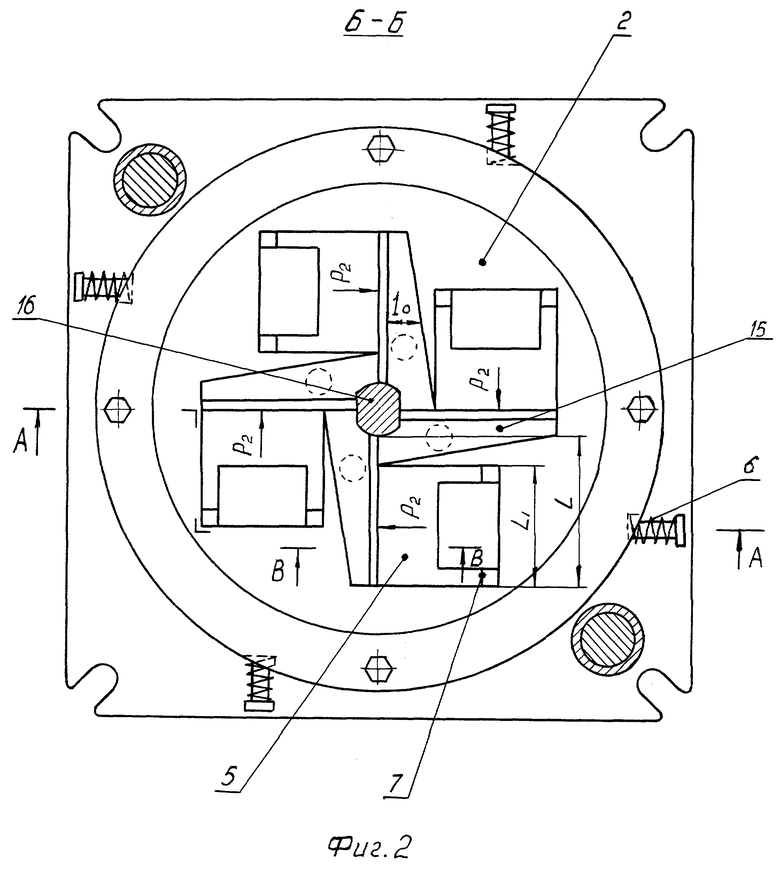
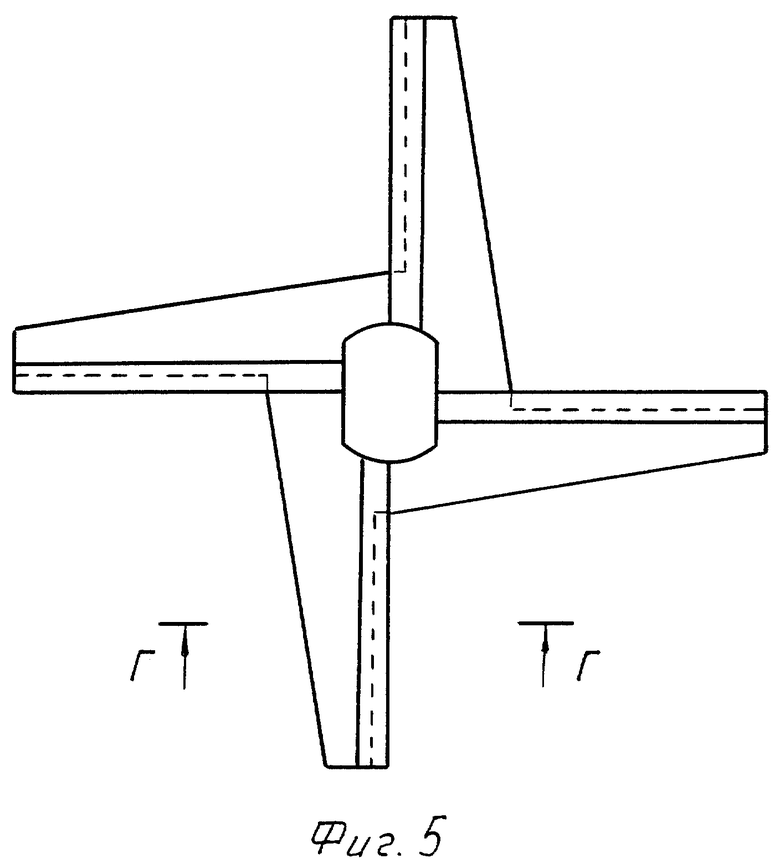
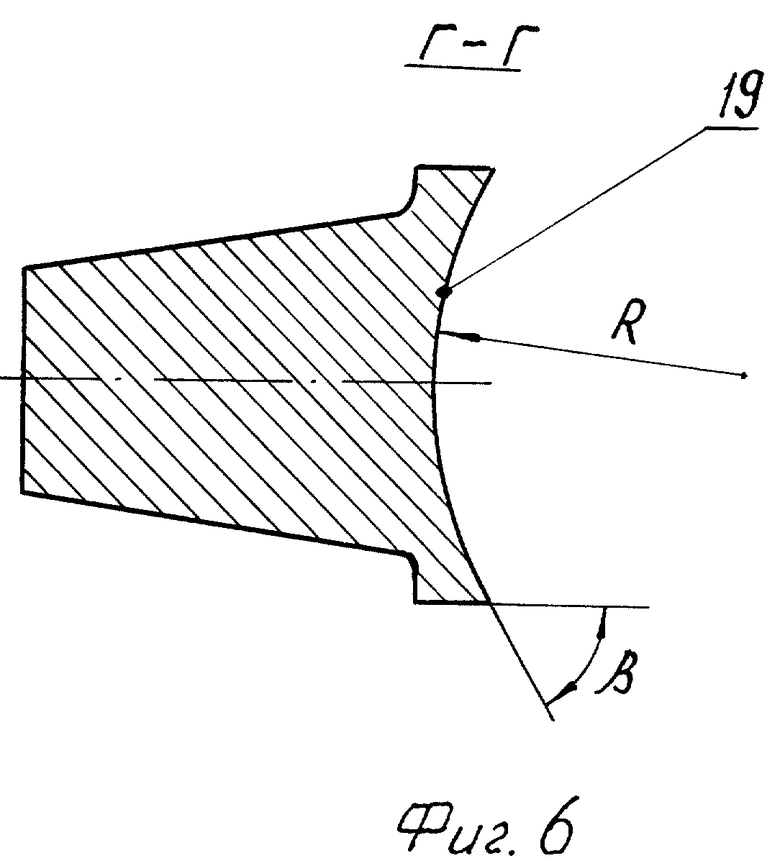
Изобретение поясняется чертежами, где на фиг. 1 изображен поперечный разрез А-А штампа в сомкнутом состоянии; на фиг. 2 - разрез Б-Б фиг. 1; на фиг. 3 - сечение В-В фиг. 2; на фиг. 4 - схема расположения линий скольжения при внедрении деформирующего выступа горизонтального пуансона (стрелками указано направление течения металла); на фиг. 5 - общий вид крестового ножа после обработки в штампе; на фиг. 6 - разрез Г-Г фиг. 5.
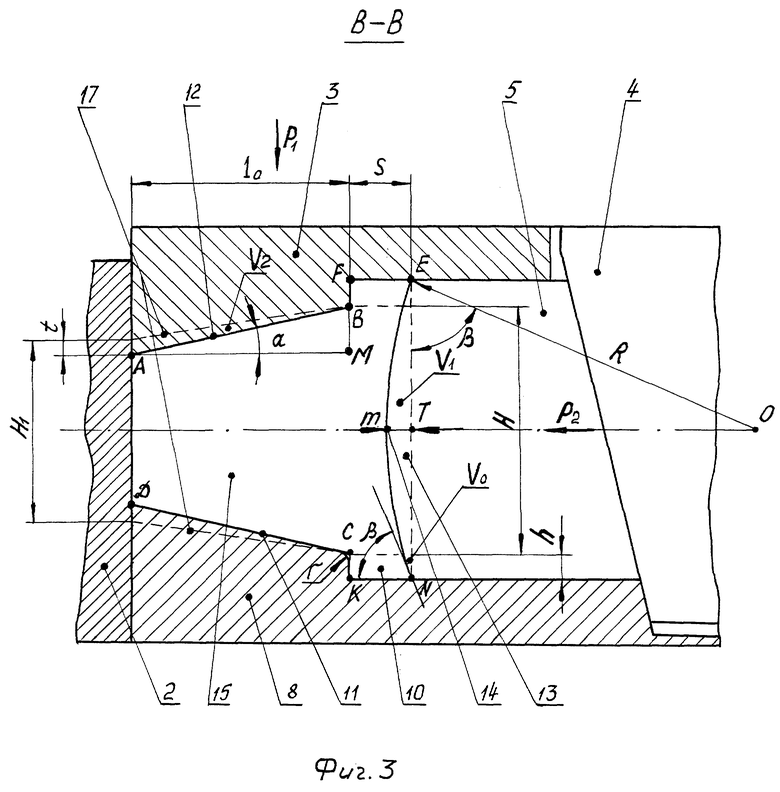
На фиг. 1 показан поперечный разрез штампа для восстановления крестовых ножей в сомкнутом состоянии, который содержит размещенную в корпусе 1 составную матрицу 2, пуансон 3 и клинья 4, взаимодействующие с расположенными в корпусе горизонтальными пуансонами 5, снабженными отводящими пружинами 6 и ограничителями 7 /фиг. 2/, при этом выталкивающая часть 8 матрицы 2, взаимодействующая с выталкивателем 9 /фиг. 1/, и пуансон 3 имеют сопряженные по радиусу r с вертикальными поверхностями КС и BF выемок 10 выступы, имеющие одинаковые и встречно направленные скосы 11 и 12 /фиг. 3/. Деформирующие выступы 13 горизонтальных пуансонов 5 в поперечном сечении имеют закругление 14, радиус R которого определяют по формуле
где h - высота режущей кромки ножа с учетом припуска на обработку резанием, мм;
H - максимальная толщина задней части деформируемого ножа непосредственно у режущей кромки, мм;
β - угол заточки ножа, назначаемый из условия самозатачивания лезвия при его работе, град,
а величину рабочего хода m горизонтальных пуансонов 5 определяют из соотношения:
m = R(1-sinβ),
кроме того, угол α наклона скосов 11 и 12 выбран равным
где S - ширина режущей кромки ножа, мм;
L1 - длина рабочей режущей части ножа, мм; /фиг. 2/;
L - длина режущей части ножа, мм;
H1 - минимальная толщина задней части с тыльной стороны деформируемого ножа, мм; /фиг. 3/;
l0 - ширина тыльной поверхности деформируемого ножа в средней части, мм.
Радиус R закругления 14 деформирующего выступа 13 горизонтального пуансона 5 выбирается таким образом, чтобы после вытеснения металла с передней поверхности ножа 15 образуемый угол заточки обеспечивал максимальный эффект самозатачивания и высокое качество резания. Если β - требуемый угол заточки ножа, то из прямоугольного треугольника ΔETO, учитывая, что угол ∠TEO равен β и ТЕ = h + 1/2H, найдем радиус R закругления деформирующего выступа
Тогда величина рабочего хода m горизонтального пуансона 5 устанавливается из соотношения
m = R(1-sinβ).
Пуансон 3 и выталкивающая часть 8 матрицы 2 имеют выемки 10 под восстанавливаемые кромки ножа 15.
Высота t компенсирующего износа металла, вытесняемого с задней нерабочей поверхности ножа 15 скосом 12 пуансона 3, определяется из условия равенства перемещаемых объемов
V1 + V2 = Vизн - V0,
где V1 - объем металла, перемещаемый с передней поверхности ножа, мм3;
V2 - объем металла, перемещаемый с задней нерабочей поверхности ножа, мм3;
Vизн - объем изношенного металла, мм3;
V0 - величина уменьшения объема режущей кромки за счет изменения ее конфигурации, мм3.
Поскольку
V2 = 1/2tl0L и Vизн = ShL,
где R - радиус закругления деформирующего выступа горизонтального пуансона, мм;
β - угол заточки ножа, град;
t - высота компенсирующего износ металла, мм;
L1 - длина рабочей режущей части ножа, мм; /фиг. 2/;
L - длина режущей части ножа, мм;
l0 - ширина тыльной поверхности деформируемого ножа в средней части, мм;
S - ширина режущей кромки ножа, мм; /фиг. 3/;
h - высота режущей кромки ножа с учетом припуска на обработку резанием, мм,
то имеем:
После преобразований получим выражение
Откуда найдем величину рабочего хода "m1" пуансона 3
Оптимальный угол α наклона скошенных выступов 11 и 12, позволяющий минимизировать сопротивление течению перераспределяемого металла под действием пуансона 3 и выталкивающей части 8 матрицы 2, определяется из прямоугольного треугольника ΔABM /фиг. 3/, у которого АМ=l0 и 
После подстановки выражения для t получим:
Наличие скосов 11 и 12 на деформирующих выступах выталкивающей части 8 матрицы 2 и пуансона 3, выполненных под углом α. во-первых, позволяет снизить усилие деформирования P1 в вертикальной плоскости, которое определяется по формуле
где N - количество режущих элементов ножа;
L - длина режущей части ножа, мм; (фиг. 2);
σт - предел текучести металла, ПА;
l0 - ширина тыльной поверхности деформируемого ножа в средней части, мм;
во-вторых, обеспечить постепенное увеличение площади контакта выталкивающей части 8 матрицы 2 и пуансона 3 с задней нерабочей поверхностью ножа 15 /фиг. 3/, что повысит равномерность заполнения металлом изношенных режущих кромок и максимально приблизит очаг деформации к месту износа.
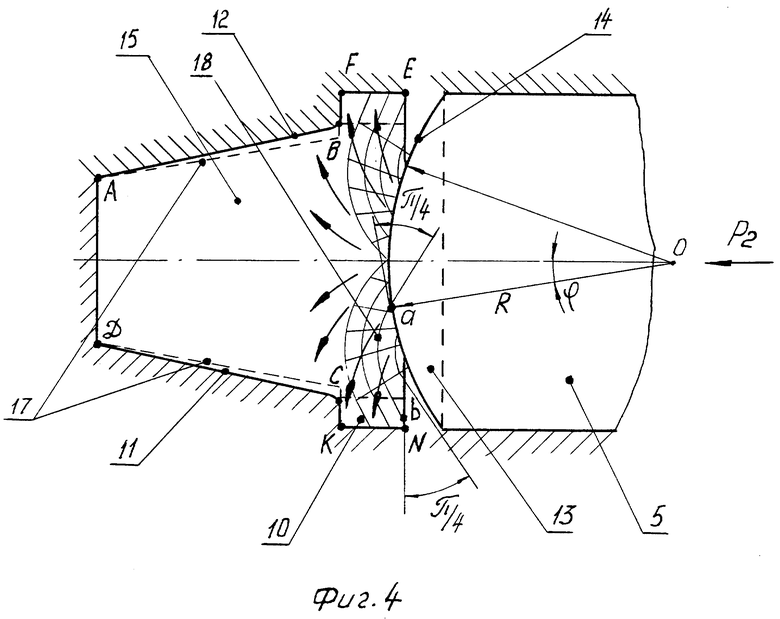
Усилие P2, необходимое для деформирования передней поверхности ножа 15 горизонтальными пуансонами 5, определяется на основе построения полей линий скольжения при деформации элемента ножа закругленным выступом 13 /фиг. 4/. Линии скольжения пересекают поверхность контакта EN под углом  . Обозначив через ϕ угол между вертикалью к поверхности контакта EN и радиусом R, проведенным в точке a сечения, найдем угол поворота линии скольжения 18 от точки a к точке b
. Обозначив через ϕ угол между вертикалью к поверхности контакта EN и радиусом R, проведенным в точке a сечения, найдем угол поворота линии скольжения 18 от точки a к точке b
причем ϕ принадлежит интервалу от 0 до  рад, где β - назначаемый угол заточки ножа, рад.
рад, где β - назначаемый угол заточки ножа, рад.
Тогда с учетом, что P2 = Fσт(1+ϕаб), окончательно получим
где F - площадь деформируемого участка ножа, мм2;
R - радиус закругления деформирующего выступа горизонтального пуансона, мм;
L1 - длина рабочей режущей части ножа, мм; /фиг.2/.
Центрация восстанавливаемого ножа 15 в штампе осуществляется по оправке 16 /фиг. 1/.
Формующие элементы 2,3,8,5 штампа в сомкнутом состоянии образуют полость, в поперечном сечении имеющую форму расположенных по оси симметрии равнобокой трапеции ABCD и четырехугольника FENK, сопряженного с сегментом окружности по радиусу R /фиг. 3/.
Пунктиром на фиг. 3 показан контур 17 изношенного ножа 15.
Восстановление крестовых ножей в штампе осуществляется следующим образом. Нагретый до температуры 1100±50oC изношенный крестовый нож 15 /фиг. 1/ устанавливают в матрицу 2 на оправку 16 до соприкосновения с поверхностью 11 выталкивающей части 8 матрицы 2 /фиг. 3/. При рабочем ходе пресса клинья 4 взаимодействуют с горизонтальными пуансонами 5, последние закругленными выступами 13 деформируют переднюю поверхность лезвия ножа 15 на величину "m", перемещая металл в выемки 10, имеющиеся на пуансоне 3 и выталкивающей части 8 матрицы 2, а также в свободные зоны между скошенными выступами 11, 12 и задней поверхностью восстанавливаемого ножа 15 /фиг. 4/. В момент окончания рабочего хода горизонтальных пуансонов 5 и завершения формообразования передней поверхности с заданным углом заточки β начинается деформирование скошенным выступом 12 пуансона 3 задней нерабочей поверхности ножа 15 на глубину t /фиг. 3/, при этом металл заполняет выемки 10 до момента полного компенсирования износа режущих плоскостей ножа 15 и одновременного создания припусков на последующую их обработку резанием.
Для восстановления крестового ножа промышленной мясорубки типа МП 200 и формирования самозатачивающейся поверхности с углом заточки β, равным 60o, радиус R закругления 14 деформирующих выступов 13 горизонтальных пуансонов 5 по результатам расчетов должен составлять 21 мм, величина рабочего хода горизонтальных пуансонов 5 m=2,8 мм, усилие деформирования P2=90 кН, при этом угол α наклона скосов 11, 12 необходимо выбрать равным 8o, а усилие деформирования P1 и величину рабочего хода m1 пуансона 3 соответственно 230 кН и 0,5 мм.
Применение двухплоскостного деформирующего воздействия позволяет равномерно заполнять выемки 10, исключая образование "мертвых" зон, внутренних пустот и других дефектов, кроме того, это дает возможность дополнительного термомеханического упрочнения режущих кромок восстанавливаемого ножа 15 и формирования износостойкой передней поверхности с заданным профилем лезвия.
Так как перераспределение запасов компенсирующего износ металла происходит главным образом с передней поверхности деформируемого ножа, где формируется самозатачивающаяся режущая кромка, то степень деформации задней поверхности уменьшается в несколько раз по сравнению с вертикальной схемой деформирования, а значит, сохраняется прочность восстановленного ножа.
Образованию оптимальной формы острия и угла заточки режущих кромок ножа 15 способствует конфигурация полости гравюры штампа в сомкнутом положении в виде симметрично расположенных равнобокой трапеции АВСД, четырехугольника FENK и сопряженного с ним сегмента окружности по радиусу R.
Наличие аналитически уточненного угла α наклона скосов 11, 12 и опережение горизонтальным деформирующим воздействием вертикального обеспечивают значительное уменьшение усилий деформирования с соответствующим повышением стойкости штамповой оснастки.
После отвода пуансона 3 и клиньев 4, закрепленных на траверсе пресса, горизонтальные пуансоны 5 под действием пружин 6 отводятся до упора ограничителей 7 в стенки матрицы 2 /фиг. 2/, затем поковка ножа удаляется из матрицы 2 4-х секционным выталкивателем 9 /фиг. 1/.
Штамп может быть переналажен для восстановления крестовых ножей со сложнопрофильными передними поверхностями благодаря быстросъемности составной матрицы 2 и горизонтальных пуансонов 5.
Нож после обработки в штампе /фиг. 5/ обладает повышенной износостойкостью и полностью соответствует техническим требованиям, предъявляемым к серийным ножам, при этом сформированная передняя поверхность 19 /фиг. 6/ с острым углом заточки β обеспечивает длительное сохранение в процессе эксплуатации первоначальной формы лезвия и способствует стабильности процесса измельчения перерабатываемого продукта.
Наряду с повышением качества восстановления изношенных крестовых ножей штамп позволяет усовершенствовать конфигурацию их передних поверхностей с целью обеспечения эффекта самозатачивания.
Таким образом, использование предлагаемого изобретения позволяет достичь следующих результатов:
1. Повышения качества восстановления крестового ножа с одновременным упрочнением рабочей поверхности.
2. Совершенствования конструктивного исполнения передней поверхности ножа, обеспечивающее эффект самозатачивания режущих кромок в процессе работы мясорубки и повышение эффективности резания.
3. Уменьшения усилия деформирования за счет введения аналитически уточненного угла наклона скосов на выступах матрицы и пуансона, а также опережения горизонтальным деформирующим воздействием вертикального.
4. Расширения области эффективного применение штампа за счет возможности восстановления крестовых ножей со сложнопрофильными передними поверхностями.
Реализация потенций предлагаемого изобретения позволяет повысить качество восстановления крестовых ножей с одновременным совершенствованием конструктивного исполнения их режущей части.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ДЕТАЛЯХ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2165324C2 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| НОЖ КУТТЕРА | 1999 |
|
RU2157734C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО КРЕСТОВОГО НОЖА | 2013 |
|
RU2533236C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2113963C1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ ИЗДЕЛИЙ С ПЕРЕМЕННЫМ ПРОФИЛЕМ | 1999 |
|
RU2174056C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
Изобретение относится к ремонтному производству, а именно к восстановлению изношенных деталей машин, в частности к устройствам для восстановления крестовых ножей промышленных мясорубок горячей пластической деформацией. Для этого штамп содержит размещенную в корпусе составную матрицу, пуансон и клинья, взаимодействующие с расположенными в корпусе горизонтальными пуансонами, снабженными отводящими пружинами и ограничителями, причем выталкивающая часть матрицы, взаимодействующая с выталкивателем, и пуансон имеют сопряженные по радиусу с вертикальными поверхностями выемок выступы, имеющие одинаковые и встречно направленные скосы. Деформирующие выступы горизонтальных пуансонов в поперечном сечении имеют закругление, радиус которого и величину рабочего хода горизонтальных пуансонов определяют по представленным зависимостям. Штамп позволяет повысить качество восстановления крестовых ножей с одновременным совершенствованием конструктивного исполнения их режущей части. 6 ил.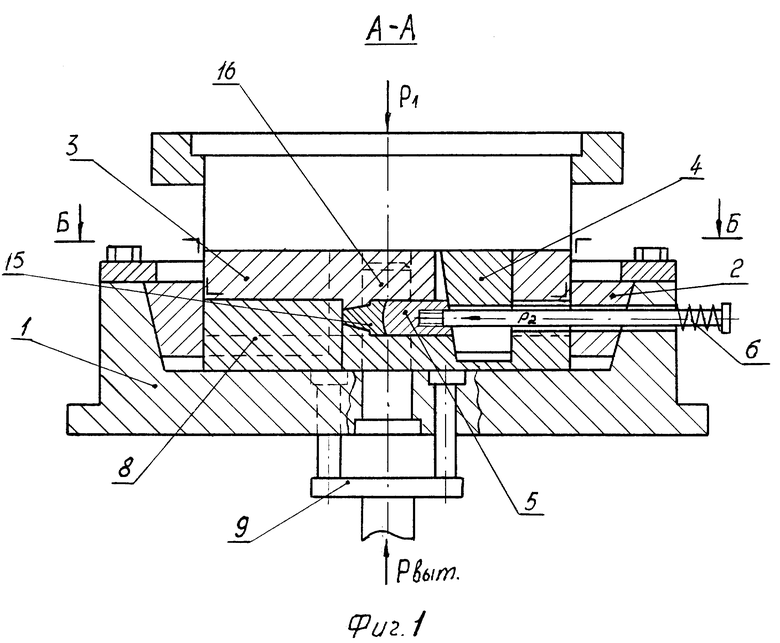
Штамп для восстановления крестовых ножей, содержащий размещенную в корпусе составную, копирующую форму ножа матрицу и пуансон, имеющие деформирующие выступы со скосами, центрирующую оправку и выталкиватель, отличающийся тем, что он снабжен размещенными в корпусе горизонтальными пуансонами, имеющими деформирующие выступы, и подпружиненными к нему отводящими пружинами, клиньями, установленными с возможностью взаимодействия с упомянутыми горизонтальными пуансонами, при этом деформирующий выступ каждого из горизонтальных пуансонов в поперечном сечении выполнен с закруглением, радиус R которого определен по формуле
где h - высота режущей кромки ножа с учетом припуска на обработку резанием, мм;
H - максимальная толщина задней части деформируемого ножа непосредственно у режущей кромки, мм;
β - угол заточки ножа, назначаемый из условия самозатачивания лезвия при его работе, град,
величина рабочего хода m каждого из горизонтальных пуансонов определена из формулы
m = R(1-sinβ),
а угол наклона скосов деформирующих выступов матриц и пуансона α определен из формулы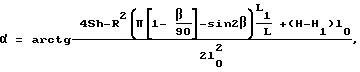
где S - ширина режущей кромки ножа, мм;
L1 - длина рабочей режущей части ножа, мм;
L - длина режущей части ножа, мм;
H1 - минимальная толщина задней части с тыльной стороны деформируемого ножа, мм;
l0 - ширина тыльной поверхности деформируемого ножа в средней части, мм.
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| Штамп для получения деталей преимущественно типа шатунов | 1985 |
|
SU1250375A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ | 1992 |
|
RU2034690C1 |
| US 4219592 A, 26.08.80 | |||
| НАСАДОЧНЫЙ СКРУББЕР КОЧЕТОВА | 2009 |
|
RU2411063C1 |
