Изобретение относится к производству тонкостенных, с переменной толщиной стенки, резиновых изделий из латекса методом ионного отложения.
Известен способ изготовления разнотолщинных резиновых изделий, при котором на форму наносят слой более активного коагулянта, подсушивают его, перед погружением в менее активный коагулянт снимают с формы защитное покрытие вместе с отложившимся на покрытии слоем активного коагулянта, а после нанесения менее активного коагулянта форму погружают в латексную смесь [1].
К недостаткам этого способа относится большая его трудоемкость и большой перерасход коагулянтов.
Известен также способ изготовления разнотолщинных резиновых изделий, при котором на форму последовательно наносят слои различающихся по активности коагулянтов, осуществляют промежуточную подсушку каждого из слоев на форме и последующее нанесение на них латексной смеси погружением в нее формы [2].
К недостаткам этого способа следует отнести повышенный расход коагулянтов, не полностью проблему изменения концентрации менее активного коагулянта, невозможность обеспечения получения сложной по форме разделения толщин пленки изделий.
Известно устройство для изготовления разнотолщинных резиновых изделий, содержащее транспортирующий орган с равномерно смонтированными на нем с возможностью поворота держателями форм, которые установлены с возможностью вращения вокруг своей оси, ванну для макания форм в латексную смесь, средства для сушки, резервуары для коагулянтов различной активности и средство для нанесения на формы более активного коагулянта [2].
Однако в известном устройстве держатели и другие элементы необходимо защищать от коррозионной активности коагулянта, осевшая на держателях часть коагулянта теряется безвозвратно.
Целью изобретения является повышение эффективности способа за счет экономии материалов и расширение функциональных возможностей оборудования за счет использования гладких форм и создания новых видов изделий с оригинальными формами и рисунками.
Поставленная цель в способе решается за счет того, что сначала на рабочую поверхность формы наносят слой менее активного коагулянта, а после его подсушки в требуемых местах поверхности формы наносят слой одного или нескольких более активных коагулянтов в порядке возрастания их активности, а также за счет того, что при получении утолщений, превышающих 1 мм, на слой менее активного коагулянта наносят латексную смесь, а более активный коагулянт наносят на полученную пленку из латексной смеси. При получении утолщений сложной конфигурации с четким контуром более активный коагулянт наносят посредством прокатывания формы без проскальзывания по матрице с предварительно нанесенным на нее слоем коагулянта.
Поставленная задача в устройстве решается за счет того, что средство для нанесения на формы более активного коагулянта выполнено в виде смонтированных на общей оси диска с пазами для зацепления с держателями форм и установленного над резервуаром для более активного коагулянта барабана с закрепленными на нем и подпружиненными промазочными валиками и матрицы с выпуклым рисунком, смонтированной с возможностью поочередного взаимодействия с промазочными валиками и с формами.
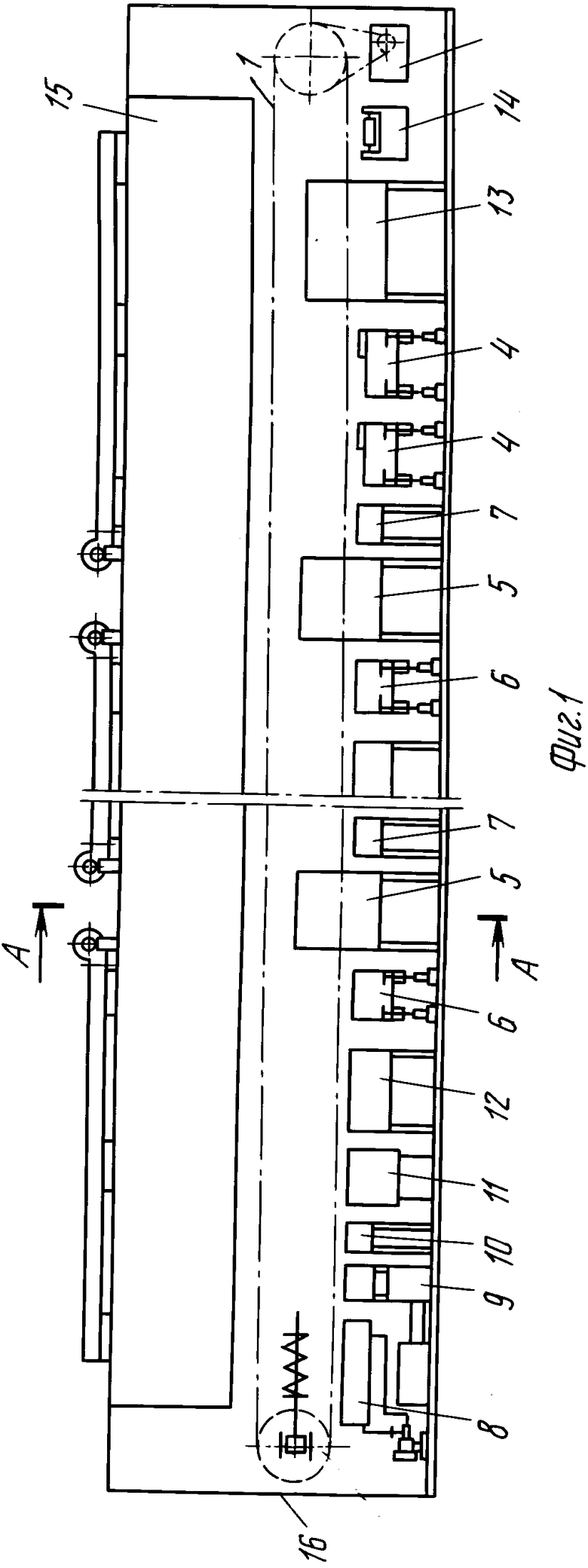
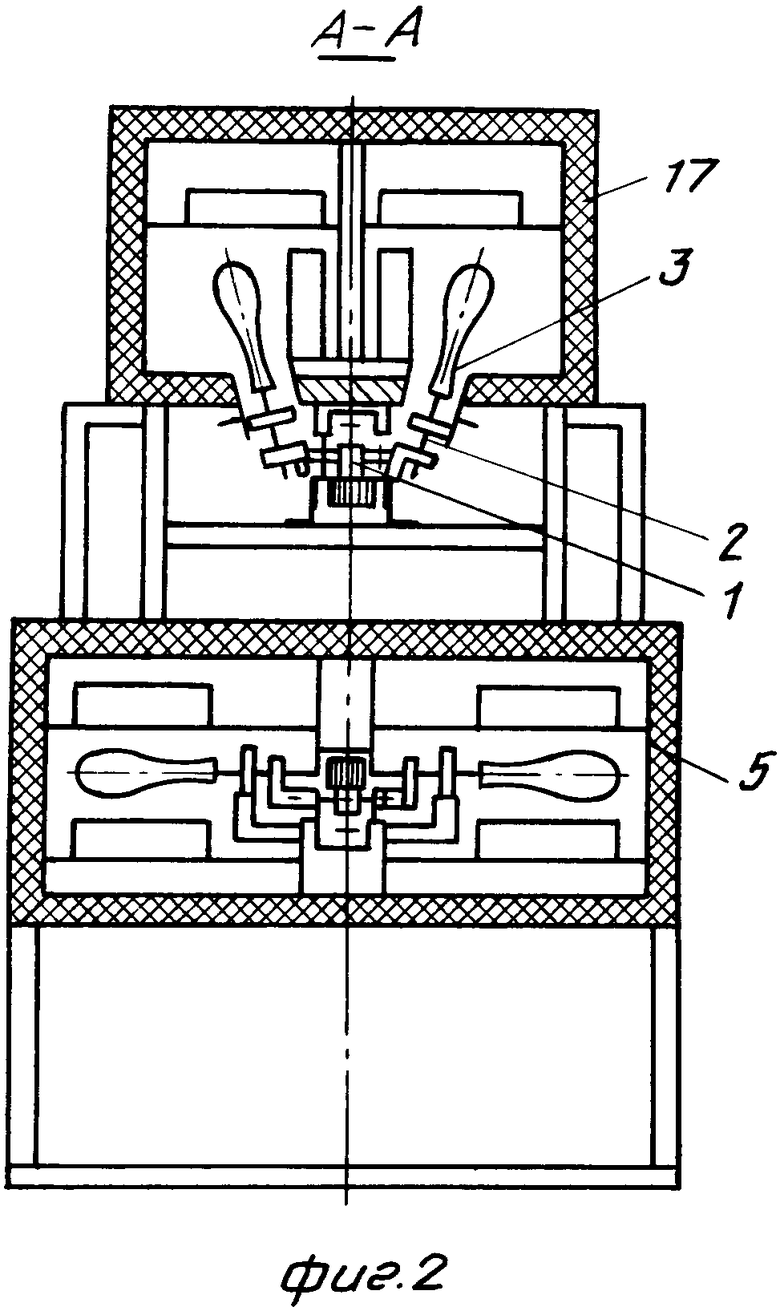
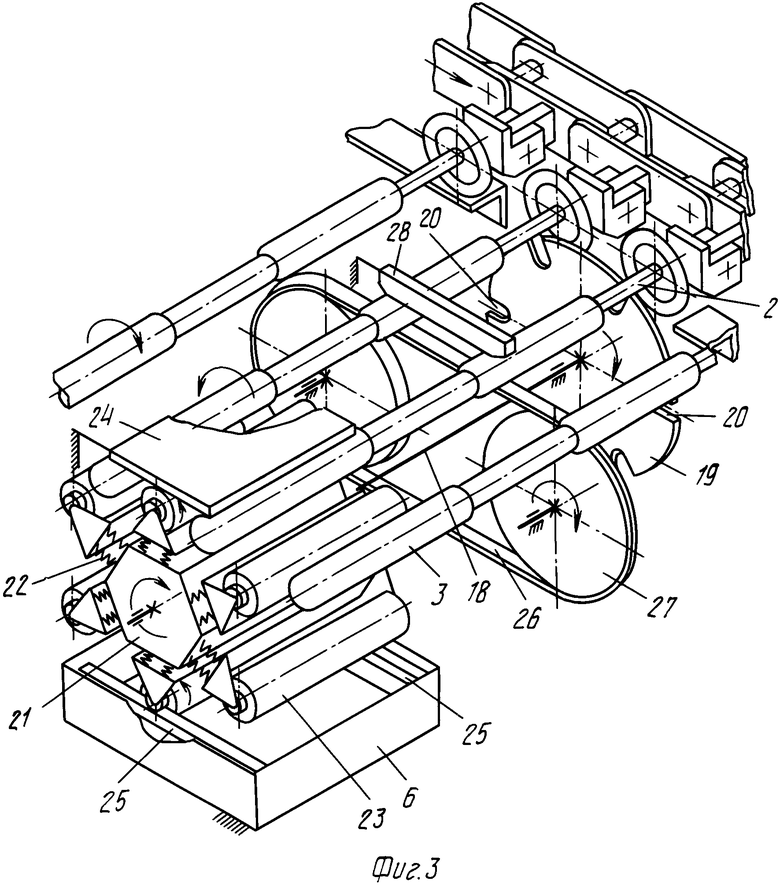
На фиг. 1 изображен общий вид устройства; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - средство для нанесения на формы более активного коагулянта; на фиг. 4-7 - схематично изображены последовательные стадии нанесения коагулянта.
Устройство для изготовления разнотолщинных резиновых изделий, содержащее транспортирующий орган 1 с равномерно смонтированными на нем с возможностью поворота на 180о держателями 2 форм 3 (фиг. 2). Держатели 2 установлены с возможностью вращения вокруг своей оси. Устройство содержит ванны 4 для макания форм 3 в латексную смесь, средство 5 для сушки, резервуары 6, 7 для коагулянтов различной активности и средство для нанесения на формы 3 более активного коагулянта. Устройство содержит ванны 8 с раствором для обработки изделия перед съемом, средство 9 съема, ванны 10 для чистки форм 3, средства 11 для мойки форм 3, камеры 12 для сушки форм 3, камеры 13 для подсушки латексной пленки, средства 14 для закатки венчика и камеру 15 вулканизации.
Все средства, камеры и механизмы установлены на основании 16 в порядке проведения технологического процесса, объединенные единым транспортирующим органом 1, закрыты кожухом 17.
Средство для нанесения на формы 3 более активного коагулянта выполнено в виде смонтированных на общей оси 18 диска 19 с пазами 20 для зацепления с держателями 2 форм 3 и установленного над резервуаром 6 для более активного коагулянта барабана 21 с закрепленными на нем и подпружиненными пружинами 22 промазочными валиками 23 и матрицы 24 с выпуклым рисунком, смонтированной с возможностью поочередного взаимодействия с промазочными валиками 23 и с формами 3. В резервуаре 6 расположены направляющие 25 для валиков 23. Средство содержит прижимной ремень 26, свободно вращающийся на шкивах 27 ременной передачи, и направляющую дорожку 28.
При работе устройства осуществляется способ изготовления разнотолщинных резиновых изделий.
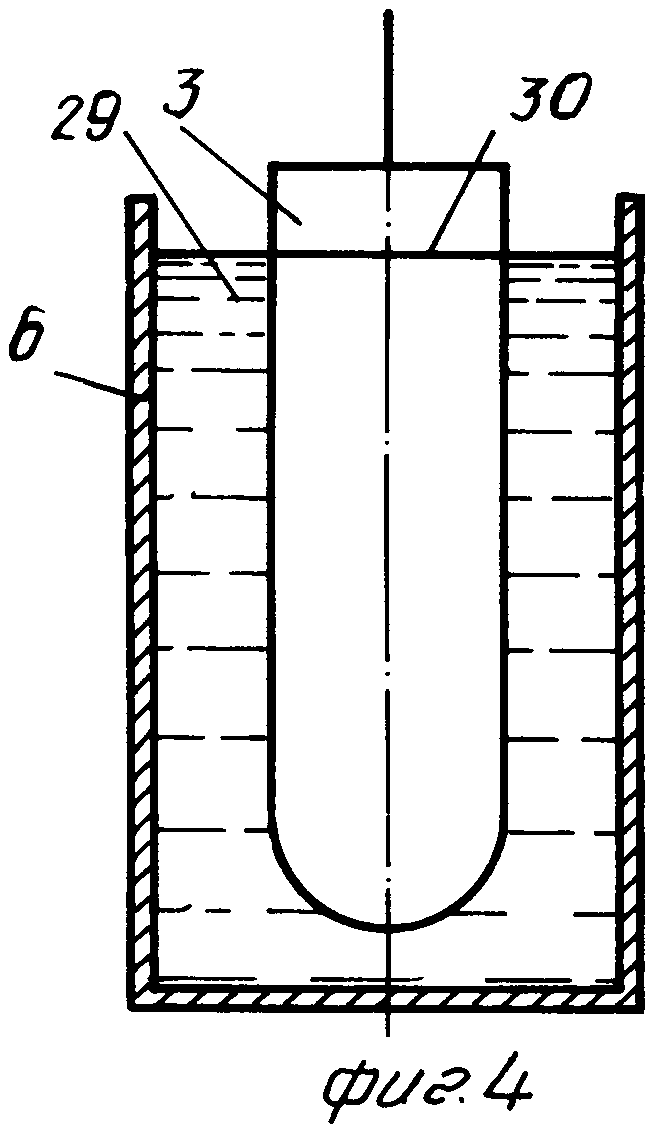
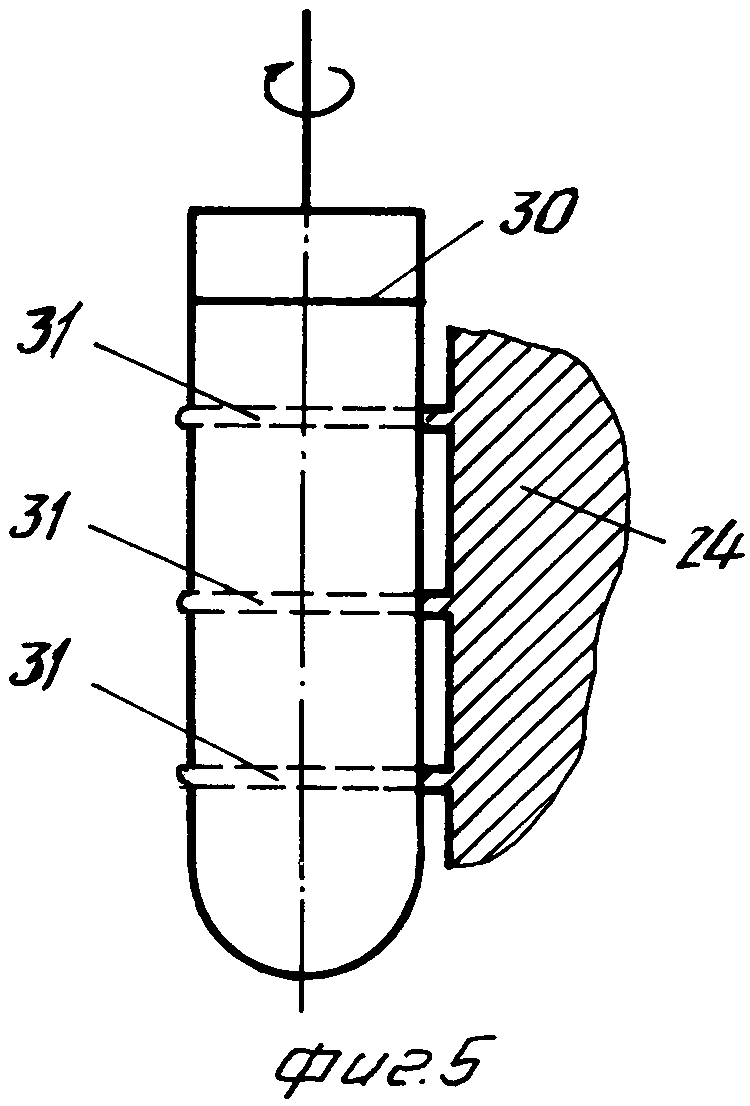
Держатели 2 форм 3 устанавливают на транспортирующий орган 1. Форма 3 проходит предварительную обработку для удаления загрязнений, проходя через ванны 10 чистки форм с чистящим раствором, затем, непрерывно перемещаясь, проходит через средства 11 мойки форм, в котором отслоившиеся загрязнения после чистки удаляются известными способами (например, щетками, ультразвуком или абразивом) и ополаскиваются, затем сушатся в камере 12 сушки форм 3 и поступают к резервуару 6 для макания в менее активный коагулянт. На поверхности формы 3 наносят слой менее активного коагулянта 29 (фиг. 4). Форма 3 окунается в него на заданную глубину, граница замакивания 30, извлекается и поступает в средство 5 для сушки коагулянта, где подсушивается до необходимой влажности, после чего поступает на средство. Форма 3 без проскальзывания прокатывается по матрице 24. Более активным коагулянтом смазаны выпуклости рисунка матрицы 24, а после прокатывания без проскальзывания формы 3 по матрице 24 коагулянт переносится на форму 3, образуя зоны 31 с более активным коагулянтом. При этом форма 3 движется на транспортирующем органе 1 и входит в зацепление с диском 19. Диск 19 и барабан 21 начинают вращаться совместно. Валики 23, проходя в резервуаре 6 за счет прижима к направляющим, вращаются, за счет чего вся поверхность валика 23 покрывается коагулянтом.
После выхода из резервуара 6 промазочные валики 23 располагаются между формами 3, прижимаются к матрице 24 и обкатываются по ней, оставляя коагулянт на выпуклостях матрицы. Идущая вслед за валиком 23 форма 3, обкатываясь по матрице 24, принимает на себя коагулянт в месте выпуклого рисунка матрицы. Рисунок отпечатывается по поверхности формы. Для прокатывания без проскальзывания формы по матрице (что необходимо, чтобы рисунок не был смазанным) предусмотрена направляющая 28, к которой нерабочая часть формы 3, вращающаяся в формодержателе 2, поджимается с усилием, обеспечивающим необходимую силу сцепления для ее вращения прижимным ремнем 26. Таким образом обеспечивается прижим рабочей части формы 3 к матрице 24 и ее вращение.
Таким образом, на форме 3 откладывается коагулянт, повторяющий рисунок матрицы 24, который при дальнейшем ее движении подсушивается в зависимости от концентрации, степени загущения и применяемых растворителей в окружающем воздухе или средстве для сушки.
Если необходимо нанести несколько более активных коагулянтов, то их наносят в порядке возрастания их активности.
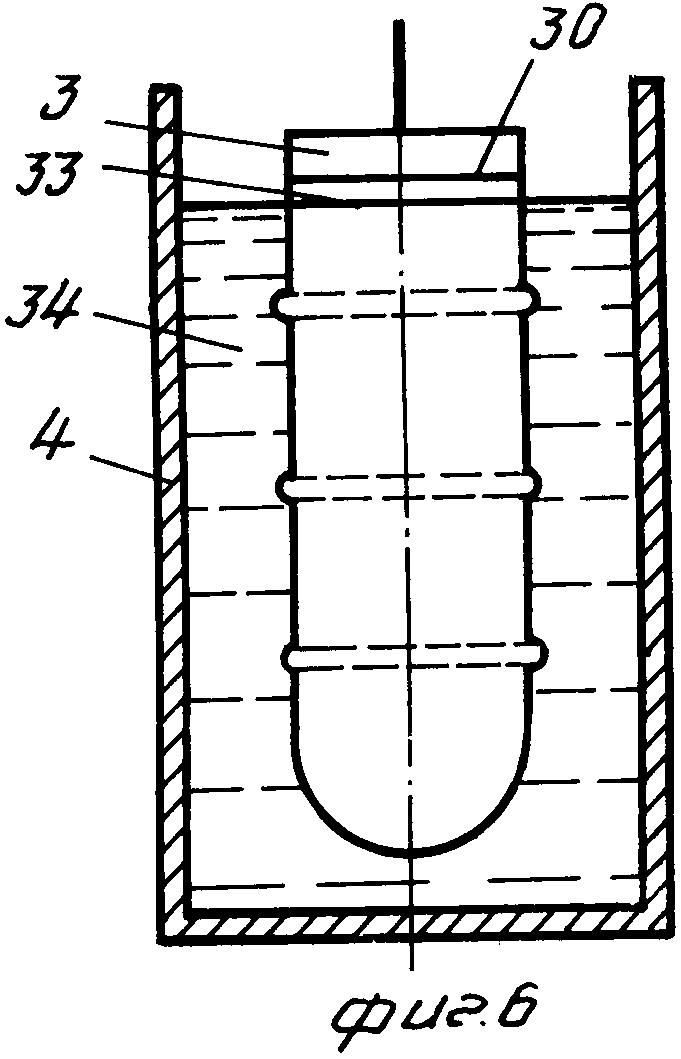
Макание в латекс может происходить в один из резервуаров если нужен один цвет изделия, поочередно в оба, если необходимы несколько цветов, или при получении толщин более 1 мм нанесение рисунка можно осуществить между ваннами 4 макания. В этом случае сначала граница 33 макания в латекс 34 в ванне 4 немного ниже границы 30 опускания формы 3 в коагулянт 29 (фиг. 6).
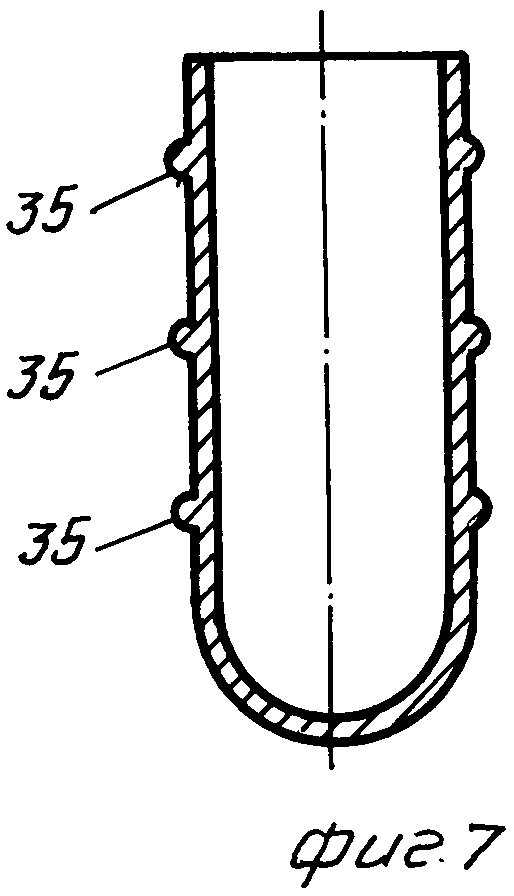
Готовое изделие, например шарик, после выдержки в ванне 4 имеет две толщины: одна за счет отложения геля менее активного коагулянта 29, а вторая увеличится по толщине 35 отложением геля на более активном коагулянте 34.
После вулканизации изделие, полученное на гладкой форме 3, после наполнения его воздухом будет иметь из-за утяга более толстой части колец конфигурацию, волнистую по всей поверхности, а, например, шарик при утолщении спиральной линии после наполнения воздухом будет иметь вид винта и т.д. А так как прозрачность утолщенного слоя резины разная, рисунок четко виден, и такой способ может быть применен для нанесения реквизитов на изделие, указаний рекламного и функционального назначения, утолщенных частей в любом месте изделия, узоров, рисунков и т.д., что расширяет функциональные возможности изделий.
Использование: для изготовления разнотолщинных резиновых изделий из латекса методом ионного отложения. Сущность изобретения: в способе изготовления разнотолщинных резиновых изделий сначала на рабочую поверхность формы наносят слой менее активного коагулянта. После его подсушки в требуемых местах поверхности формы наносят слой одного или нескольких более активных коагулянтов в порядке возрастания их активности. Для получения утолщений, превышающих 1 мм, на слой менее активного коагулянта наносят латексную смесь. Более активный коагулянт наносят на полученную пленку из латексной смеси. Для получения утолщений сложной конфигурации более активный коагулянт наносят посредством прокатывания формы без проскальзывания по матрице с предварительно нанесенным на нее слоем коагулянта. В устройстве средство для нанесения на формы более активного коагулянта выполнено в виде смонтированных на общей оси диска с пазами для зацепления с держателями форм, установленного над резервуаром для более активного коагулянта барабана и матрицы с выпуклым рисунком. На барабане закреплены подпружиненные промазочные валики. Матрица смонтирована с возможностью поочередного взаимодействия с промазочными валиками и с формами. 2 с.и 2 з.п. ф-лы. 7 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ФРГ 1964331, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
