Изобретение касается сопла для инжекции термопластов, твердеющих пластиков и каучуков.
Сопло предназначено для использования в качестве литьевого сопла между инструментом (литьевой формой) и инжекционным блоком (шнеком), но может также использоваться, например, как фильера.
Известно сопло для впрыска термопласта, твердеющего пластика или каучука, содержащее сопловый корпус с нагревающими элементами и заменяемую изнашивающуюся трубку, которая окружена поддерживающей трубкой, удерживаемой в этом корпусе и на выходном конце сопловых концов в сопловом наконечнике.
Недостатком сопла является сложность замены наконечника сопла, для чего необходимо разбирать и отделять инструмент, что часто требует несколько часов работы.
Целью изобретения является упрощение замены соплового наконечника и регулирования его положения во входном отверстии инструмента.
Указанная цель достигается тем, что в сопле для впрыска термопласта, твердеющего пластика или каучука, содержащем сопловой корпус с нагревающими элементами и заменяемую изнашивающуюся трубку, которая окружена поддерживающей трубкой, удерживаемой в этом корпусе и на выходном конце сопловых концов в сопловом наконечнике, сопловой наконечник снабжен наружной резьбой для взаимодействия с внутренней резьбой, выполненной на выходном конце соплового корпуса, а изнашивающаяся трубка на выходном конце или хвостовике имеет наружную резьбу, взаимодействующую с ней внутренней резьбой контр-гайку с возможностью упора в торцовую поверхность соплового корпуса, и средство для выполнения с помощью ключа вращения изнашивающейся трубки для регулирования положения ее в сопловом корпусе.
Сопловой наконечник и/или входной конец изнашивающейся трубки, образованный как независимый сопловой наконечник, монтируется в хвостовике, который крепится без возможности вращения и перемещения в конце изнашивающейся трубки.
В выходном конце соплового корпуса установлен трубчатый вкладыш с внутренней резьбой для взаимодействия с резьбой соплового наконечника, причем вкладыш предпочтительно выполнен медным и имеет наружную резьбу для ввинчивания и приваривания к сопловому корпусу.
Изнашивающаяся трубка или хвостовик на выходном конце своем имеют многогранное поперечное сечение для приема торцового ключа, имеющего соответствующую форму поперечного сечения, а контр-гайка на боковой поверхности имеет зубчатую нарезку. Сопловой корпус на выходном конце имеет стопор в форме заплечика для упора в соответствующий заплечик на изнашивающейся трубке.
На обращенном к контр-гайке конце сопло имеет фланец с зубчатой нарезкой на боковой поверхности.
Контр-гайка на конце, обращенном к сопловому корпусу, имеет внутреннюю коническую контактную поверхность, конусность которой соответствует конической задней части соплового корпуса, а между фланцем и корпусом размещены тарельчатые пружины.
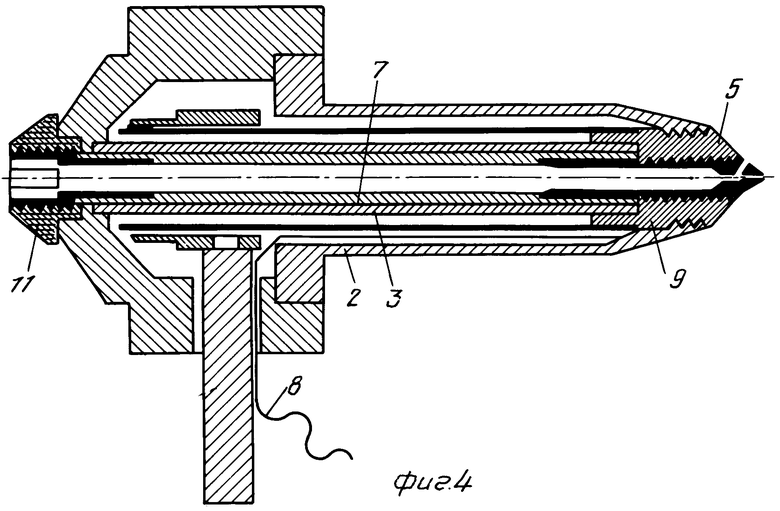
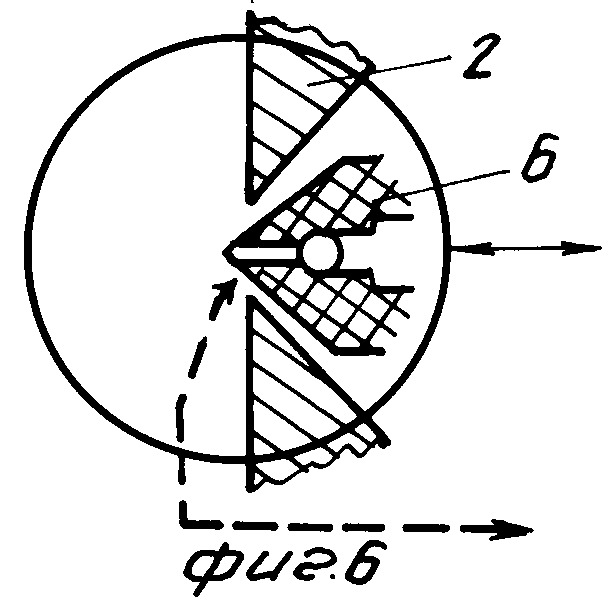
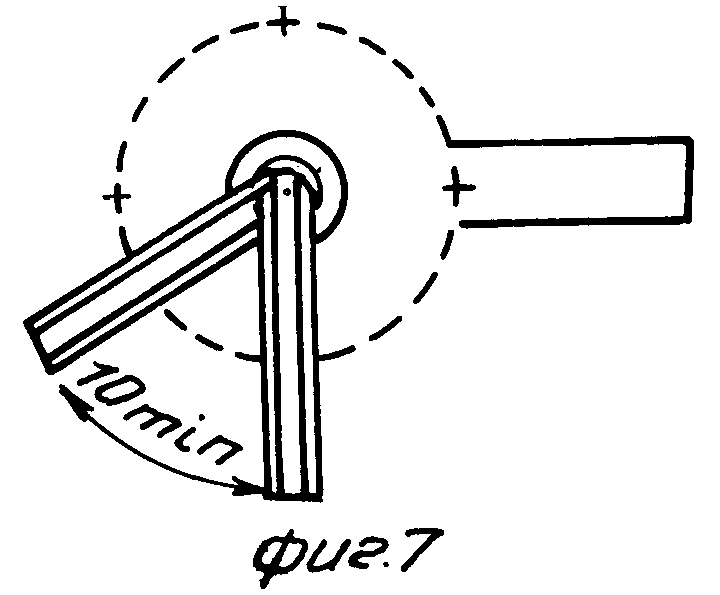
На фиг. 1 показан вариант выполнения сопла без изнашивающейся трубки и соплового наконечника; на фиг. 2- изнашивающаяся трубка с сопловым наконечником; на фиг. 3 - вариант выполнения контр-гайки для сопла; на фиг. 4 - сопло, общий вид; на фиг. 5 - сопло в собранном состоянии и соединенное с инжекционным блоком; на фиг. 6 - вид в увеличенном масштабе, показывающий изменение зазора, когда перемещаются изнашивающаяся трубка и наконечник; на фиг. 7 - схематичный вид сопла со стороны шнека и со вставленным ключом Аллена, показанном в двух положениях, соответствующих двум разным регулировкам изнашивающейся трубки и наконечника; на фиг. 8 - вид в разрезе части нагревающего клапана со вставленным переходным компонентом и контр-гайкой.
Сопло, показанное на фиг. 1, размещается на участке между инжекционным блоком литьевой машины и формующим инструментом. Сопло содержит сопловый корпус, состоящий из задней корпусной части 1 и передней корпусной части 2, в которой смонтирована поддерживающая трубка 3, которая окружена нагревающим элементом 4. На выходном конце сопла поддерживающая трубка смонтирована в трубчатом медном вкладыше 5 и упирается в кольцевой заплечик. Вкладыш 5 с помощью наружной резьбы ввинчивается и приваривается к передней части корпусной части 2. Кроме того, вкладыш 5 имеет внутреннюю резьбу для взаимодействия с резьбой соплового наконечника 6 на изнашивающейся трубке 7. Электропровод подведен к токовой перемычке для нагревающего элемента 4, кабель 8 датчика температуры соединен с датчиком 9 температуры на медном вкладыше 5.
На своем входном конце изнашивающаяся трубка 7, показанная на фиг. 2, снабжена хвостовиком 10, имеющим наружную резьбу и внутреннюю часть шестигранного поперечного сечения для приема ключа Аллена. Сопловой наконечник 6, вставленный и закрепленный в изнашивающейся трубке 7, содержит наружную резьбу для ввинчивания на трубчатый вкладыш 5 соплового корпуса. На фиг. 1 показан наконечник с боковым отверстием.
Кроме того, наконечник может быть сплошным и иметь на своем конце, по крайней мере, одно боковое отверстие для выпуска пластина. Возможен вариант выполнения наконечника, имеющего сквозное центральной отверстие минимального диаметра 0,2 мм, а также комбинация первых двух вариантов.
На фиг. 4 показано сопло со вставленной изнашивающейся трубкой 7, ввинченной во вкладыш 5 и несущей на своем входном конце контр-гайку 11.
Показанная конструкция производит регулировку положения соплового наконечника в инжекционном отверстии, например входном отверстии инструмента в литьевой машине, возможно без необходимости демонстрирования инструмента (формы) с машины.
Тонкая регулировка производится следующим образом.
Сначала изнашивающаяся трубка 7 вставляется в сопловый корпус и с помощью ключа Аллена ввинчивается по резьбе во вкладыш 5, пока сопловый наконечник 6 не появится в инжекционном отверстии. После этого контр-гайка 11 навинчивается по резьбе хвостовика 10 изнашивающейся трубки 7 без сильного затягивания.
На фиг. 5 показано сопло, установленное между инструментом (не показан) и инжекционным блоком 12 с нагревающим элементом, показанным частично. После установки контр-гайки 11 на изнашивающейся трубке 7 амортизатор энергии 13 и центрирующее кольцо (не показано) монтируются обычным образом в задней корпусной части 1 сопла.
Монтируется инструмент и производится "впрыск" (пробное литье), и отлитое изделие проверяется. После этого, если требуется изменить положение наконечника, например подать его далее вперед, то потребуется отодвинуть инжекционный блок с тем, чтобы иметь возможность ввести ключ Аллена в изнашивающуюся трубку 7 сзади сопла, после чего может производиться регулировка путем вращения ключа.
Когда тонкая регулировка окончена после одного или больше "пробных впрысков", наконечник сопла должен быть закреплен в отрегулированном положении. Это производится путем запирания инструмента и ослабления половины формы, расположенной на неподвижной стороне. Когда инструмент снова возбужден, чтобы быть открытым, обе половины формы будут полыми, т.е. сопло удалено из инжекционного блока 12, и будет пространство для удаления центрирующего кольца и амортизатора энергии 13. После этого можно затянуть контр-гайку против задней корпусной части 1 сопла, и изнашивающаяся трубка 7 с сопловым наконечником 5 закрепляется с помощью ключа Аллена. Тем самым форма смонтирована, и может быть начат процесс литья. Во время формования контр-гайка 11 действует как амортизатор удара, предохраняющий резьбу соплового наконечника 6,
На фиг. 6 показано, как зазор в отверстии сопла изменяет свою ширину, когда сопловый наконечник 6 перемещается назад или вперед, в том числе изменение положения соплового наконечника с центральным отверстием.
Кроме того, на фиг. 7 показано, как положение ключа Аллена указывает на положение сопла. Например, поворот на угол, соответствующий 10 мин по шкале, может соответствовать перемещению соплового наконечника в продольном направлении примерно на 0,11 мм. Тем самым можно все время иметь общее представление, какие сделаны регулировки.
На фиг. 8 показан способ, как монтировать сопло в выходном отверстии нагревающего канала 14. С помощью внутренней резьбы контр-гайка 15, которая содержит внутреннюю коническую контактную поверхность, навинчивается на наружную резьбу цилиндрической переходной части 16, имеющей цилиндрический суженный (горловой) участок, который монтируется с возможностью скользящего перемещения в выходном отверстии и содержит между своей наружной резьбой и суженной частью фланец, выполненный как зубчатое колесо 17. На своем выходном конце переходная часть 16 имеет внутреннюю резьбу, в которую резьба хвостовика 10 изнашивающейся трубки 7 может ввинчиваться и закрепляться путем затягивания стопорным винтом 18, причем корпусная часть 2 сопла (не показано на фиг. 8) проходит в отверстие корпуса 19 нагревающего канала. Таким образом, в этом случае наружная резьба изнашивающейся трубки 7, которая взаимодействует с контр-гайкой 15, является наружной резьбой на переходной части 16, которая прочно крепится на изнашивающейся трубке 7. Одна или больше тарельчатых пружин 20, обеспечивающих прочность крепления во время литья, помещается между корпусом 1 и зубчатым колесом 17.
Тонкая регулировка производится как указано, однако изнашивающаяся трубка 7 в этом случае вращается для перемещения назад или вперед во вкладыше 5 соплового корпуса и внутри в поддерживающей трубке 3 путем вращения зубчатого колеса 17 переходной части первой зубчатой рейки 21, в то время как контр-гайка 15 удерживается неподвижно второй зубчатой рейкой 22. Когда оптимальное положение соплового наконечника 6 в инжекционном отверстии инструмента достигнуто, изнашивающаяся трубка с зубчатой рейкой 21 и зубчатым колесом 17 удерживаются неподвижно, а контр-гайка 15 с помощью зубчатой рейки 22 туго затягивается против конической задней части корпуса 1 сопла.
Если во время литья оказывается, что дальнейшая регулировка положения соплового наконечника 6 необходима, сопловой наконечник может вращаться для перемещения вперед или назад во вкладыше 5 путем вращения зубчатого колеса 17 переходной части посредством зубчатой рейки 21, при этом цилиндрическая суженная часть переходной части 16 тем самым перемещается немного вперед или назад в выходном отверстии нагревающего канала 14. Тем самым положение зубчатой рейки 21 может также использоваться для индикации положения сопла. Такое устройство соответствует для использования совместно с многочисленными инструментами (формами), где нагревающий канал подает материал на несколько сопел. Кроме того, зубчатые рейки могут также использоваться для непрерывной автоматической регулировки положения сопла, причем зубчатые рейки приводятся в движение двигателями, которые управляются, например, сигналами датчиков температуры или давления на выходном конце сопел.
Вместо навинчивания по резьбе переходной части 16 изнашивающаяся трубка 7 может также вставляться в отверстие переходной части и удерживаться в продольном направлении посредством стопора 23 или аналогичного средства.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЦЕДЕРЖАТЕЛЬ С НЕПОДВИЖНОЙ СИСТЕМОЙ ПОДАЧИ ОХЛАДИТЕЛЯ ЧЕРЕЗ ЦЕНТР ИНСТРУМЕНТА | 1995 |
|
RU2116879C1 |
| Регулируемая форсунка для двухпоточного диспергирования металлического расплава | 2021 |
|
RU2756902C1 |
| МУНДШТУК ДЛЯ ЭЛЕКТРОГАЗОСВАРОЧНОГО ПОЛУАВТОМАТА | 1992 |
|
RU2093328C1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| Способ обработки, аэрации и удобрения почвы и устройство для его осуществления | 2015 |
|
RU2608728C2 |
| УСТАНОВКА ЗАКРЕПЛЕНИЯ АНКЕРА СЫПУЧИМИ МАТЕРИАЛАМИ | 1997 |
|
RU2166634C2 |
| ЗУБНОЙ ИМПЛАНТАТ (ВАРИАНТЫ) | 2011 |
|
RU2567272C2 |
| ФОРСУНКА ОРОСИТЕЛЬНАЯ | 2019 |
|
RU2748753C2 |
| ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2014 |
|
RU2597630C2 |
| ТЯГА РУЛЕВОЙ ТРАПЕЦИИ | 2009 |
|
RU2399536C1 |




Использование: литье термопластов, твердеющих пластиков и каучуков. Сущность изобретения: сопло содержит изнашивающуюся трубку, расположенную в поддерживающей трубке и содержащую сопловой наконечник, который с помощью наружной резьбы ввинчивается в трубчатый вкладыш, закрепленный на наружном конце передней части соплового корпуса. На входном конце изнашивающаяся трубка имеет контр-гайку. Положение соплового наконечника в инжекционном отверстии формы регулируется путем вращения его в резьбовом отверстии вкладыша. После тонкой регулировки контр-гайка затягивается против задней части корпуса сопла. 8 з.п. ф-лы, 8 ил.
| Заявка ФРГ N 3431173, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
