Изобретение относится к машиностроению, в частности к электрогазосварочному производству и может быть преимущественно использовано в тракторном, автомобильном и сельскохозяйственном машиностроении, в устройствах электрогазосварочных полуавтоматов и автоматов для сварки деталей электродной проволокой диаметром 1,0 мм 2,00 мм, применяемых в машиностроении и в строительстве.
Известно устройство, предназначенное для обеспечения многократного использования трудоемких в изготовлении деталей, экономии материальных и трудовых затрат, содержащее хвостовик с наконечником, снабженное полуавтоматом и вкладышами, а наконечник выполнен разборным для сборки с полуавтоматом и вкладышами [1]
Недостатком такого устройства является сложность конструкции и сложность в техническом процессе изготовления, а также в монтажных и демонтажных работах. Наконечник выполнен с головкой со сферическим (потаем) отверстием для отвода электродной проволоки при электрогазосварке деталей. Отверстие неудобно расположено на удалении от наконечника к свариваемой детали. С увеличением расстояния до контакта свариваемой детали, электродная проволока меняет первоначальное положение при высокой температуре тепла.
Преждевременно до полного расплава проволока смягчается и соединяется с металлом расплава, а это часто приводит к дефекту наплавки электрогазосварочного шва.
Кроме вышеизложенного, на выходе из сферического потая проволока перекручивается и не имеется возможности получить ровный сварной шов. Сферический потаи отверстия, в том числе и наружная поверхность наконечника, засоряется налипанием брызг расплавленным металлом. Это приводит к остановке полуавтомата для демонтажных и монтажных работ для зачистки наконечника с отверстием или же его замены новым наконечником.
Наиболее близким аналогом является конструкция мундштука для электрогазосварочного полуавтомата, конструкция изготовлена из цветного металла как втулка с резьбой наружной на шейке у головки на одном конце, а на другом конце выполнена внутренняя резьба, вблизи которой выполнены 4 (четыре) отверстия для отвода газа, а головка втулки выполнена с внутренней резьбой для соединения со шлангом подачи электродной проволоки и подвода газа [2]
Недостатком известной конструкции является малоэффективная производительность труда при сварке деталей, из-за частого засорения на втулке 4-х отверстий и отверстия наконечника брызгами расплава, при этом наконечник быстро изнашивается, и в результате электродная проволока, поступающая из выходного отверстия наконечника, перекручивается, что приводит к нестабильности ровного слоя шва на стыкуемых деталях, простоя полуавтомата. Сложная конструкция в изготовлении втулки и наконечника.
Целью предполагаемого изобретения является упрощение конструкции, улучшение технологичности изготовления деталей и защита от брызг расплава при нанесении непрерывного электрогазосварочного шва, обеспечение стабильности отвода электродной проволоки.
Для этого мундштук для электрогазосварочного полуавтомата, содержащий корпус втулку с цилиндрической поверхностью, переходящей в коническую с внутренней и наружной резьбой на одном конце и внутренней резьбой для соединения с токоподводящим наконечником на другом конце, снабжен гайкой, один конец которой выполнен коническим, а другой цилиндрическим, токоподводящий наконечник выполнен с буртом, торцевая кольцевая поверхность которого установлена в контакте с торцом корпуса втулки, а гайка коническим концом установлена на токоподводящем наконечнике, а цилиндрическим на корпусе втулки.
Техническая сущность и принцип действия предложенного устройства мундштука, соединенного с втулкой для электрогазосварочного полуавтомата поясняется чертежом, на котором изображено:
I вариант
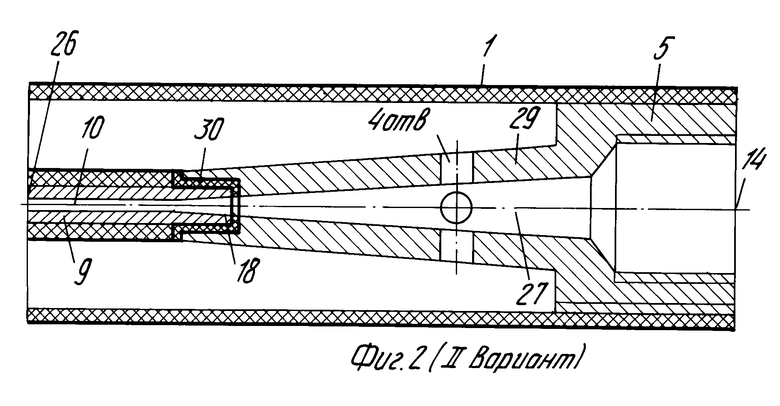
На фиг. 1 общий вид сборочного чертежа втулки с наконечником в разрезе; на фиг.2 продольный разрез соединенный с втулкой сопла и наконечника.
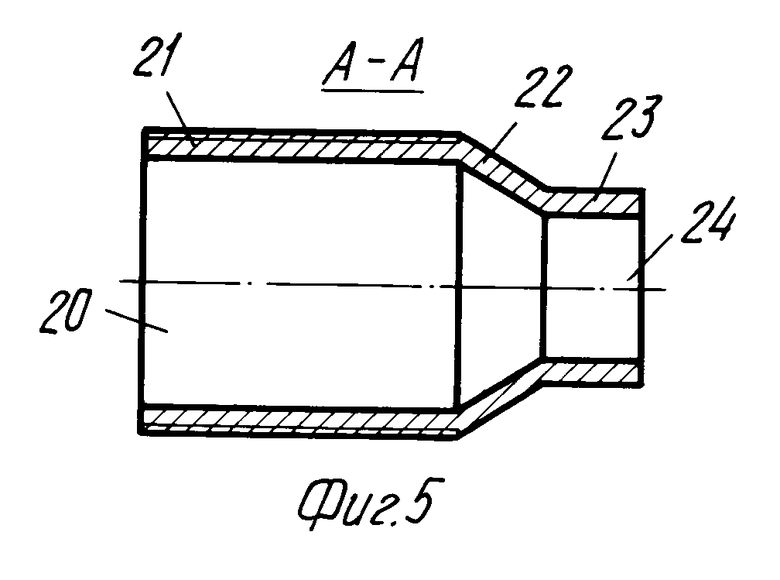
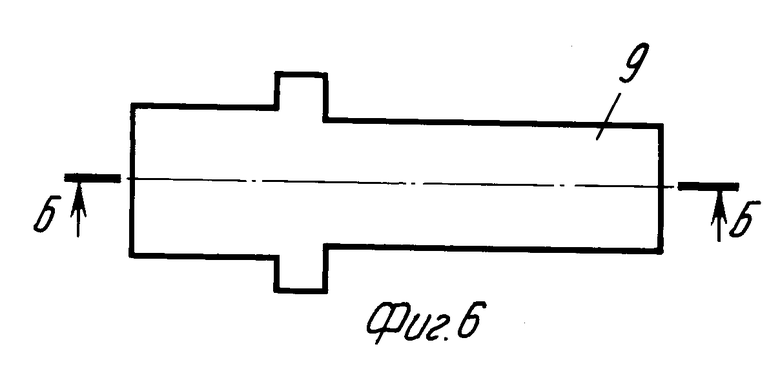
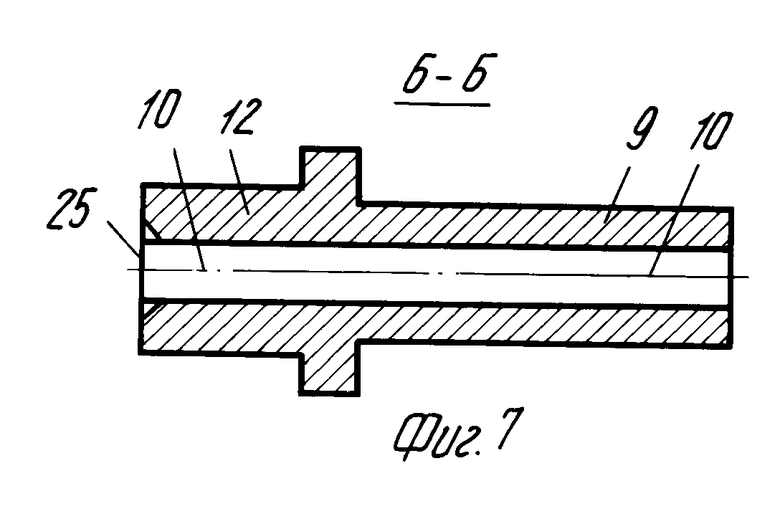
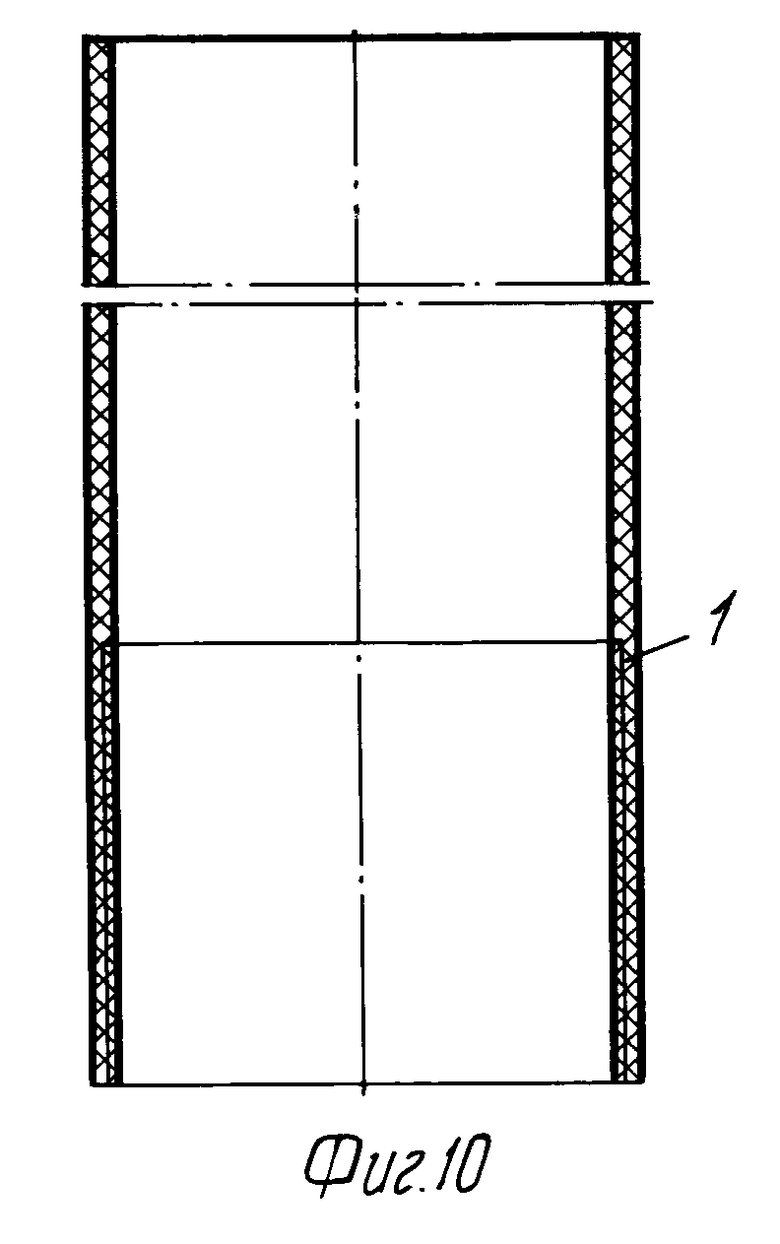
на фиг. 3 продольный разрез с нарезной резьбой поверхности втулки; на фиг. 4 упорно-регулировочная гайка; на фиг.5 продольный разрез по А-А фиг.4 упорно-регулировочной гайки; на фиг.6 наконечник, на фиг. 7 продольный разрез по Б-Б с фиг.6 наконечника; на фиг. 8 продольный разрез конической втулки с наконечником; на фиг. 9 разрез керамической муфты; на фиг. 10 - разрез сопла; на фиг. 11 проекция сопла III вариант, на фиг. 12 втулка, в. III.
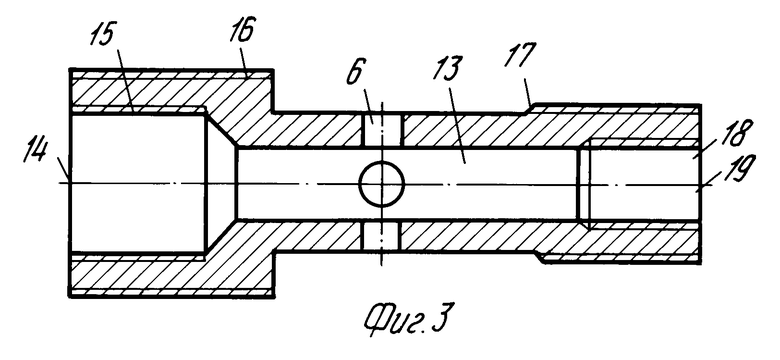
Устройство мундштука для электрогазосварочного полуавтомата включает тройник 2 к одному концу которого присоединен шланг 3, а к другому концу присоединена корпус-втулка 7 с большим отверстием 14, в головке 5 с внутренней резьбой 15 и наружной резьбой 16, которая соединена с соплом 1 (см. фиг.1, 2 и 3).
Корпус-втулка 7 имеет малое отверстие 19, на торце этого конца корпуса-втулки 7 выполнено гнездо 18 без резьбы, и наружная резьба 17 для соединения с гайкой 8 (см. фиг.2 и 3) и коротким корпусом цилиндра 12, бурта 11, наконечника 9 при помощи упорно-регулирующей гайки 8. На центральной части шейки корпуса-втулки 7 выполнены 4-е (четыре) отверстия 6 для отвода газа, а к тройнику 2 прикреплена жестко трубка 4 со штуцером для подвода газа в центральный канал 13 корпуса-втулки 7, по гибкому шлангу 3 электродная проволока проходит канал через тройник 2 в корпусе канала 13 втулки 7 и отводящий цилиндрический канал 10 наконечника 9 (см. фиг.2).
Гайка 8 имеет большое отверстие 20 (см. фиг.4 и 5) с внутренней нарезной резьбой 21, с уклоном 22 и шейкой 23 без внутренней резьбы с малым отверстием 24 (см. фиг.4 и 5), через которое направлена удлиненная трубка наконечника 9, содержащая канал 10 и входное отверстие 25.
II вариант
Устройство мундштука состоящее: из конического корпуса-втулки 29 с головкой 5 наружной резьбой, на конической шейке втулки 29 выполнены 4-е (четыре) отверстия 6, а отверстие 14 с внутренней резьбой снабжено коническом каналом 27. Головка 5 соединенная с соплом 1, конец конической гладкой поверхности втулки 29 выполнен с гнездом 18, внутри которого нет нарезной резьбы, наконечник 9 имеющий цилиндрический канал 10, наружная часть корпуса которого соединена с корпусом цилиндрической муфты 26 выполненной из материала керамики (см. фиг.2,8 и Д), муфта 26 выполнена с цилиндрическим каналом 28 и соединена с наконечником 9 и изготовлена из материала керамики (см. фиг. 9, 10, и 11). Используется в работе наконечник 9, головка 5, которая соединена с соплом 1 и корпус конический с гладкой поверхностью втулки 29, на котором выполнены 4-е (четыре) отверстия 6 для отвода газа с коническим каналом 27, на коническом конце корпуса втулки 29 выполнено внутреннее гнездо 18 без нарезной резьбы для соединения с концом наконечника 9. При работе непрерывной, торцевые выступы втулки 29 с внутренним гнездом 18, конец наконечника 9, конец поверхности наконечника 9 защищены экраном цилиндрической муфты 26 от брызг расплава металла и температурного нагрева. Соединяются детали втулки 29 и наконечника 9 при помощи клея 30, осуществляется это нанесением на их поверхности в процессе стыковки керамической муфты 26 с каналом 27.
III. Вариант
Устройство состоящее: из монолитно закрепленного наконечника 9 на корпусе-втулке 29 на одном конце с резьбой головкой 5. У шейки втулки 29 выполнены 4-е (четыре) отверстия 6, а отверстие 14 с внутренней резьбой снабжено каналом 27 и соединено с соплом 1 (горелкой). На другом конце втулки 29 выполнен канал 27, в канал наконечнике 9, покрыт слоем 31 твердосплавного материала (например: припой латунь Л 63 ГОСТ 15837-70), а по наружной поверхности мундштук покрыт керамическим составом 32, предохраняющим от налипания брызг расплавленного металла (см. фиг. 12).
Работа устройства
I вариант
Корпус-втулка 7 соединена при помощи гайки 8 с буртом 11, коротким цилиндром 12 наконечника 9. При демонтаже наконечник 9 снимают с гнезда 18 в конце втулки 7 выворачивают гайку 8 и вставляют новый наконечник 9. Используя наконечник 9, исключают попадание брызг расплава на корпус втулки 7, на корпусе которой выполнены 4 (четыре) отверстия перпендикулярно расположенных один к другому (см. фиг.1 и 2). Упорно-регулировочная гайка 8 во время сварки выполняет функцию защиты (Экрана), т.е. предотвращает попадание брызг расплава металла в отверстия 6 отводящего газа, что является самым главным условием работы непрерывной сварки, другим условием является надежность укрытия от брызг расплава и защищенность стыкуемых деталей торца втулки 7, гнезда 18 с коротким цилиндрическим корпусом 12, наконечника 9 и бурта 11, благодаря гнезду 18 выполненному в корпусе конца втулки 7 без резьбы и с наружной резьбой 17 наконечник 9 легко без усилий снимают и вставляют другой наконечник.
Для этого отсоединяют газовое сопло 1 и гайку 8 от втулки 7, а при монтаже вставляют наконечник 9 в гнездо 18 большим диаметром цилиндром корпус 12, гайкой 8 соединяют с концом втулки 7.
Работа наконечника
II вариант
Наконечник 9 (см. фиг. 2 и 8), содержащий цилиндрический канал 10, в процессе монтажа стыкуют через гнездо 18 с коническим каналом 27, втулки 29, имеющей отверстие 6, при помощи термопластического клея или состава керамического. Наконечник 9 может быть закреплен в торце с втулкой 29 при помощи резьбы. Наконечник 9 с наружной поверхности соединен с керамической муфтой 26 (см. фиг. 9), которую стыкуют с входным диаметром отверстия канала увеличенного на 2 мм с учетом покрытия керамическим составом поверхности наконечника 9. При соединении муфты 26 с наконечником 9 торец наконечника 9 является защитным экраном от брызг расплава металла.
Работа наконечника
III вариант
Наконечник работает следующим образом: (см. фиг.12) наконечник 9 жестко закреплен на корпусе втулки 29. Наконечник 9 срабатывается в процессе перепада высоких температур и движения проволоки. Его заменяют новым мундштуком 29, легко отсоединяя от сопла 1. Изношенный канал наконечника 9 покрывают слоем 31 напылением твердосплавного припоя латуни, а поверхность корпуса мундштука 29 с наконечником 9 покрывают керамическим слоем 32 от брызг расплава металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| Токоподводящее устройство | 1975 |
|
SU573282A1 |
| Устройство для подвода сварочного тока к плавящемуся электроду | 1980 |
|
SU927436A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| Сварочная горелка | 1989 |
|
SU1756059A1 |
| Состав покрытия для защиты поверхности от налипания брызг расплавленного металла | 1988 |
|
SU1618556A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Горелка для сварки в среде защитных газов | 1987 |
|
SU1426723A1 |
| Токоподводящий мундштук | 1985 |
|
SU1320028A1 |





Изобретение мундштук для электрогазосварочного полуавтомата, относится к высокотемпературным устройствам для дуговой сварки с применением плавящегося электрода вручную и на автоматах. Сущность изобретения заключается в следующем: в процессе подачи вращением гайки 8 к корпусу втулке 7 по ходу часовой стрелки происходит соединение меньшего корпуса цилиндра 12 в стык с буртом 11 и наконечником 9 с центральным каналом 10, соединяющим канал 13 для подачи углекислого газа и отвода электродной проволоки. В результате износа наконечник 9 вращения гайки 8 против хода часовой стрелки происходит отсоединение изношенного наконечника 9 и его заменяют новым наконечником 9. Затем повторяют первоначальный процесс соединения втулки 7 с наконечником 9 при помощи гайки 8, защищающей корпус втулку 7 с 4-мя (четырьмя) отверстиями от попадания брызг расплава металла. В упрощенной конструкции устройства наконечника 3 улучшается и расширяется технологическая возможность в изготовлении наконечника 9. 12 ил.
Мундштук для электрогазосварочного полуавтомата, содержащий корпус-втулку с цилиндрической поверхностью, переходящей в коническую, с внутренней и наружной резьбой на одном конце и внутренней резьбой для соединения с токоподводящим наконечником на другом конце, отличающийся тем, что он снабжен гайкой, один конец которой выполнен коническим, а другой цилиндрическим, токоподводящий наконечник выполнен с буртом, торцевая кольцевая поверхность которого установлена в контакте с торцом корпуса-втулки, а гайка коническим концом установлена на токоподводящем наконечнике, а цилиндрическим на корпусе-втулке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 1496593, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Словарь-справочник по сварке / Под ред | |||
| К.К.Хренова,- Киев: Наукова Думка, 1974, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
