Изобретение относится к оборудованию печатных машин, в частности к фальцевальному аппарату.
Известен фальцевальный аппарат, содержащий цилиндр для ножевой фальцовки и подборки, снабженный фальцевальными ножами и захватами, установленный по направлению движения полотна за ним швейный аппарат, передаточно-клапанные цилиндры и приспособление для раздельного выклада (см.заявку DE N 3628411, кл. В 41 F 13/56, 1088). Цилиндр для подборки выполнен с возможностью переключения с подборки на режим работы без подборки и наоборот. При этом в зависимости от количества листов в одном экземпляре необходимо использовать разные швейные аппараты.
Недостаток этого фальцаппарата заключается в том, что из-за наличия некоторых швейных аппаратов его конструкция сравнительно сложна. Кроме того, невозможно непрерывное шитье экземпляров с разным количеством подобранных один над другим листов.
Целью изобретения является обеспечение возможности непрерывного шитья экземпляров с разным количеством подобранных один над другим листов.
Для этого в фальцевальном аппарате, содержащем цилиндр для ножевой фальцовки и подборки, снабженный фальцевальными ножами и захватами, установленный по направлению движения полотна за ним швейный аппарат, передаточно-клапанный цилиндр и приспособление для раздельного выклада, швейный аппарат содержит два швейных цилиндра, причем на одном швейном цилиндре под равным углом относительно друг друга установлено по меньшей мере три устройства для шитья, а на другом швейном цилиндре - по меньшей мере одно приспособление для шитья.
На фиг.1 изображен боковой вид предлагаемого фальцаппарата с установленными на швейных цилиндрах устройствами для шитья; на фиг.2 - продольный разрез через приводное и управляющее приспособления известного цилиндра для подборки, который можно использовать в предлагаемом фальцаппарате; на фиг. 3-9 - виды перекрывающего диска цилиндра для подборки, снабженного установленными с возможностью регулирования перекрывающими элементами, причем элементы находятся в разных положениях для разных режимов работы.
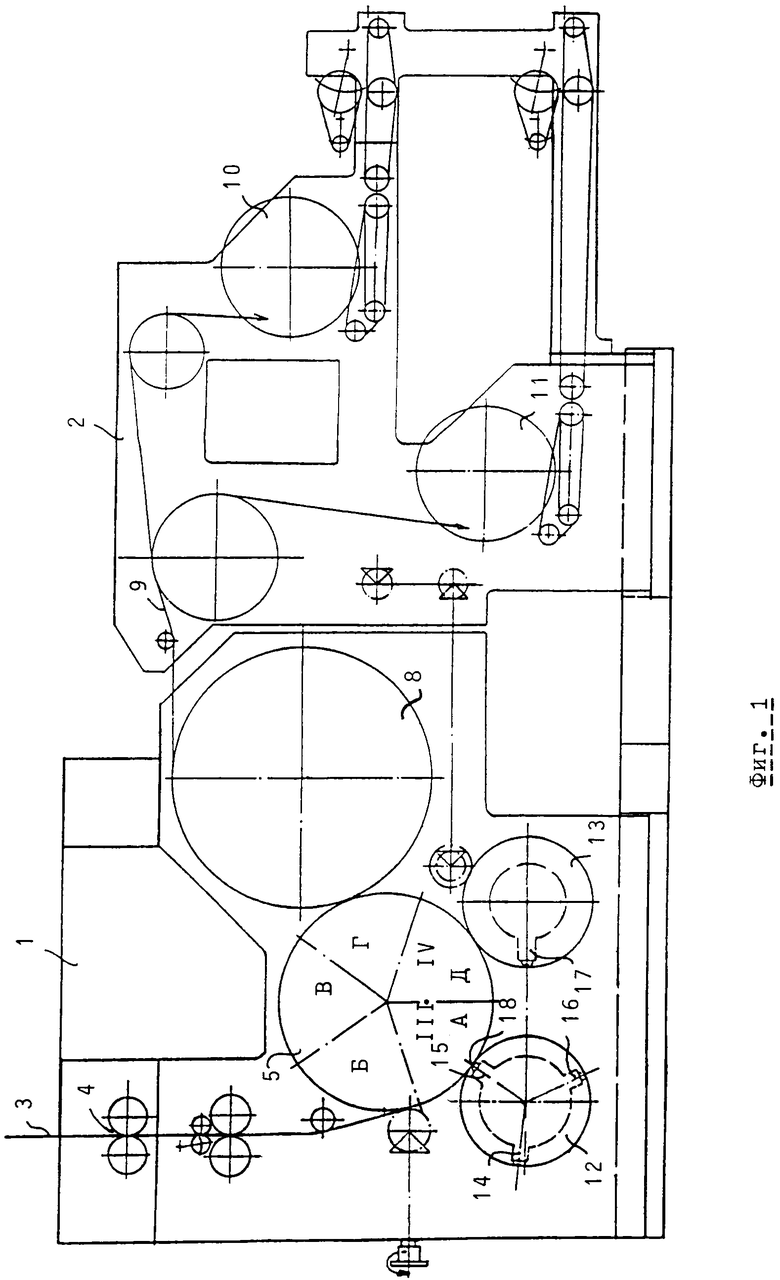
На фиг. 1 показан предлагаемый фальцаппарат 1 с установленным за ним приспособлением 2 для выкладки. Запечатанный материал 3 подается в фальцаппарат 1 с помощью пары приводимых натяжных валиков 4. При этом запечатанных материал 3 имеется в виде нескольких расположенных друг над другом полотен. За натяжными валиками 4 запечатанный материал 3 подается на группу приводимых резальных цилиндров (не показаны); работающих по такту формного цилиндра печатного узла, за которым установлен предлагаемый фальцаппарат 1. Резальными цилиндрами запечатанный материал 3 известным образом разрезается на отдельные экземпляры и передается, например, на ленточный транспортер. Экземпляры между верхними и нижними лентами подаются на цилиндр 5 для подборки, с помощью управляемых захватов 6 (см.фиг.2) или графеек захватываются на переднем конце и таким образом направляются на цилиндр 5. Последний выполнен с нечетным количеством секторов, например с пятью секторами А-Д, причем в каждом секторе имеется один, управляемый набором графеек или захватов 6 и фальцевальных ножей 7 (фиг.2).
С цилиндром 5 взаимодействует передаточно-клапанный цилиндр 8, который выполнен на один сектор больше, чем цилиндр 5, для подборки, т.е. в данном примере имеет шесть секторов. Каждый сектор снабжен известным управляемым фальцевальным клапаном, взаимодействующим с разными наборами фальцевальных ножей 7. С передаточно-клапанного цилиндра 8 фальцованные и сшитые экземпляры с помощью известного ленточного транспортера 9 подаются, например, на приспособление 2 для выкладки, имеющие один или два выхода 10 и 11 (например, веерные выходы).
С цилиндром 5 взаимодействуют, кроме того, левый 12 и правый 13 цилиндры для поперечного шитья. Левый швейный цилиндр 12 взаимодействует с цилиндром 5 в области третьего квадранта III его окружности, а правый швейный цилиндр 13 - в области четвертого квадранта IV его окружности, т.е. плиты для заключки скоб размещены на цилиндре 5 и взаимодействуют с управляемыми патрицами швейных цилиндров 12 и 13.
Швейный цилиндр 12 снабжен тремя или четырьмя управляемыми устройствами 14-16 для шитья, установленными один относительно другого под углом 120о (в случае наличия трех устройств для шитья) или 90о (в случае наличия четырех устройств для шитья). Швейный цилиндр 13 снабжен лишь одним устройством 17 для шитья.
В положение 18 шитья могут последовательно поступать экземпляры разной толщины, т.е. экземпляры с разным количеством листов, в зависимости от вида формного цилиндра, используемого в размещенном перед предлагаемым фальцаппаратом 1 печатном узле, и в зависимости от режима работы цилиндра 5 для подборки. Выполненный согласно изобретению швейный аппарат обеспечивает последовательное шитью данных экземпляров. Цилиндр 5 может выполнять следующие функции:
1) работу без подборки при использовании в печатном узле формного цилиндра с 4, 6 или 8 заготовками,
2) двойную подборку при использовании в печатном узле формного цилиндра с 4 или 8 заготовками,
3) тройную подборку при использовании в печатном узле формного цилиндра с 6 заготовками,
4) четырехкратную подборку при использовании в печатном узле формного цилиндра с 8 заготовками,
5) частичную подборку (неподобранные экземпляры и двукратно подобранные экземпляры) при использовании в печатном узле формного цилиндра с 6 заготовками,
6) частичную подборку (неподобранные экземпляры и трехкратно подобранные экземпляры) при использовании в печатном узле формного цилиндра с 8 заготовками.
Под формным цилиндром с 4, 6 или 8 заготовками подразумевается цилиндр, по окружности которого равномерно размещены 4 (например, А, Б, А, Б) или 6 (например, А, Б, В, А, Б, В) или 8 (например, А, Б, В, Г, А, Б, В, Г) заготовки (страницы) равной длины. При этом длина всех заготовок равна, но она может колебаться в пределах промышленного стандарта.
Левый швейный цилиндр 12, который также мог бы находиться на правой стороне, установлен с возможностью вращения с обеспечением равной окружной скорости вращения, что и цилиндр 5. Благодаря этому попеременно одно из трех или же четырех устройств 14-16 для шитья взаимодействует с одним из пяти секторов А, Б, В, Г, Д (или из семи секторов А-Ж) цилиндра 5, например сектор А взаимодействует с устройством 15, сектор Б - с устройством 14, сектор В - с устройством 16, сектор Г - с устройством 15, сектор Д - с устройством 14 и т.д.
Левый швейный цилиндр 12 установлен с возможностью управления следующим образом:
Положение 1: Цилиндр 12 и устройства 14-16 остановлены, шитья не осуществляется.
Положение 2: Устройства 14-16 последовательно взаимодействуют с секторами А, Б, В, Г, Д и т.д. При этом шитье осуществляется в положении 18 в каждом секторе А-Д при каждом проходе одного из устройств, т.е. каждый экземпляр сшивается. Цилиндр 13 при этом остановлен.
Положение 3: Устройствами 14-16 осуществляется шитье лишь при каждом втором проходе секторов А-Д мимо положения 18, т.е. сшивается каждый второй экземпляр. При этом цилиндр 13 остановлен.
Положение 4: Устройствами 14-16 осуществляется шитье лишь при каждом третьем проходе секторов А-Д мимо положения 18, т.е. сшивается каждый третий экземпляр. При этом правый цилиндр 13 остановлен.
Положение 5: Устройствами 14-16 осуществляется шитье лишь при каждом четвертом проходе секторов А-Д мимо положения 18, т.е. сшивается каждый четвертый экземпляр. При этом цилиндр 13 остановлен.
Положение 6: (Частичная подборка при использовании в печатном узле цилиндра с 6 заготовками [АБ + В]).
Цилиндр 5 осуществляет подборку по приведенному примеру 5) т.е. двукратную подборку и неподобранные экземпляры, при этом работают левый 12 и правый 13 швейные цилиндры, при этом одним активированным устройством левого швейного цилиндра 12 сшивается каждый третий сектор, например, секторы А, Г, Б, Д, В и т.д., после двукратного прохода мимо положения 18 ( = двукратная подборка АБ), а устройством 17 правого швейного цилиндра 13 также сшивается каждый третий сектор, начиная с последующего за А сектора Б, т.е. например, секторы Б, Д, В, А, Г, Б и т.д., при этом не сшивается каждый третий сектор, начиная с последующего за Б сектора В, т.е. не сшиваются секторы В, А, Г, Б, Д, В и т.д. В данных секторах не находится экземпляров. Это означает, что сшиваются частично подобранные экземпляры.
Сшитые при режиме работы согласно положению 6 экземпляры печатной продукции передаются на передаточно-клапанный цилиндр 8, где они подвергаются поперечной фальцовке, а затем передаются на ленточный транспортер 9. С помощью известной стрелки (не показана) двукратно подобранные экземпляры (АБ) направляются, например, к верхнему выходу 10 фальцаппарата, а неподобранные экземпляры (В) - к его нижнему выходу 11.
Положение 7: (Частичная подборка при использовании в печатном узле цилиндра с 8 заготовками [АБВ + Г])
Цилиндр 5 осуществляет подборку по приведенному примеру 6) т.е. трехкратную подборку и неподобранные экземпляры, при этом работают левый 12 и правый 13 швейные цилиндры, попеременно устройствами 14-16 левого швейного цилиндра 12 сшивается каждый четвертый сектор, например секторы А, Д, Г, В, Б, А и т. д. , после, трехкратного прохода мимо положения 8 ( = трехкратная подборка, АБВ),
устройством 17 правого швейного цилиндра 13 также сшивается каждый четвертый сектор, начиная с последующего за А сектора Б, т.е. например, секторы, Б, А, Д, Г, В, Б и т.д.,
при этом не сшивается каждый третий и четвертый сектор, начиная с последующих за Б секторов В и Г, т.е. не сшиваются секторы В и Г, Б и В, В и Б, Д и А, Г и Д и т.д.
Сшитые при режиме работы согласно положению 7 экземпляры печатной продукции передаются на передаточно-клапанный цилиндр 8, где они подвергаются поперечной фальцовке, а затем они известным образом передаются на ленточный транспортер 9. С помощью известной стрелки трехкратно подобранные экземпляры (АБВ) направляются, например, к верхнему выходу 10 фальцаппарата, а неподобранные экземпляры (Г) - к его нижнему выходу 11.
Для осуществления описанных 1) - 6) режимов работы используют известный цилиндр 5 для ножевой фальцовки и подборки (см.фиг.2).
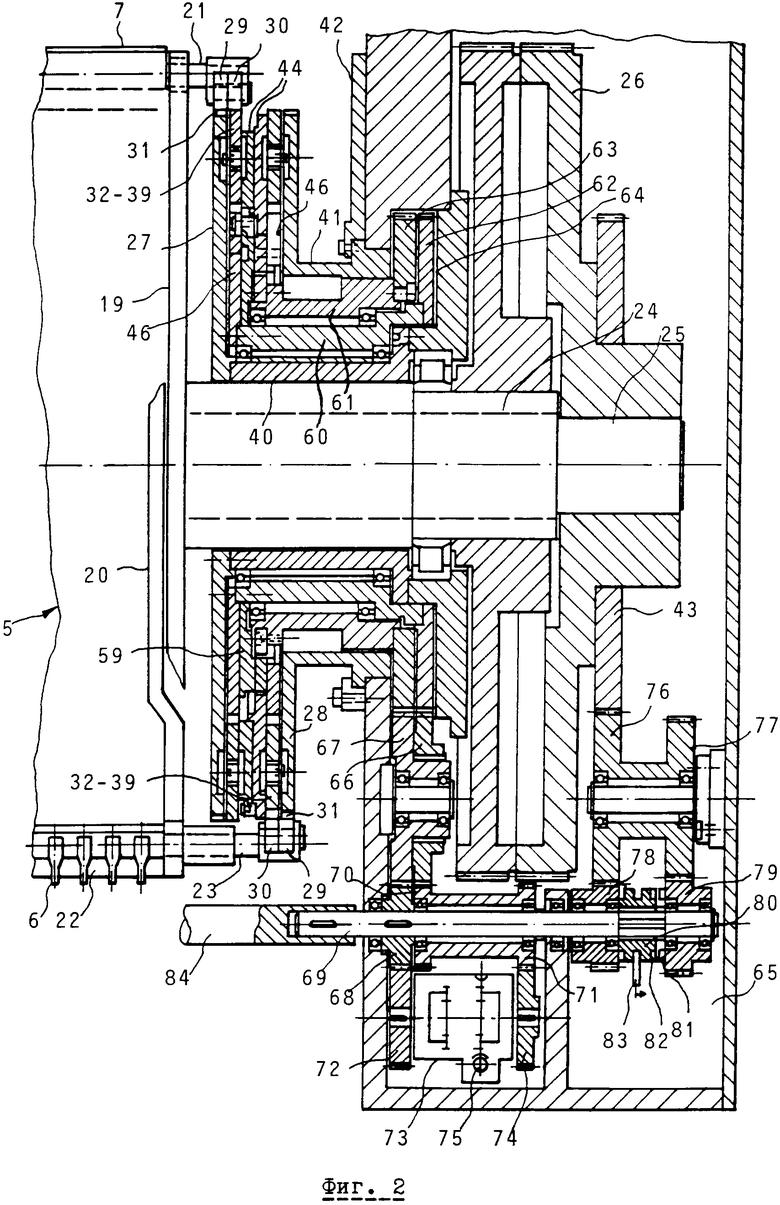
Цилиндр 5 для ножевой фальцовки и подборки, который можно использовать в предлагаемом фальцаппарате 1, содержит два установленных с возможностью равномерного привода носителя, имеющих звездообразное поперечное сечение, а именно: установленную сбоку секцию 19 фальцевальных ножей и смонтированную на ней секцию 20 захватов. Секция 19 снабжена фальцевальными ножами 7, установленными с возможностью управления посредством соответствующего механизма 21. Секция 20 содержит снабженные захватами 6 планки 22, смонтированные с возможностью управления посредством соответствующего механизма 23. На размещенных соосно один относительно другого опорных цапфах 24 и 25 секций 19 и 20 рядом друг с другом закреплены приводные колеса 26 равного диаметра, которые для обеспечения равномерного привода и возможности регулирования могут быть соединены между собой с помощью передачи (не показана).
Для осуществления фальцовки ножи 7 выдвигаются и открываются захваты 6. Для этого на торцовой стороне цилиндра 5 соосно его оси установлены распределительные кулачки 27 и 28 для управления соответствующими механизмами 21 и 23. Каждый механизм 21 или 23 содержит два контактных ролика 29 и 30, установленных рядом друг с другом на совместной оси, причем ролик 29 взаимодействует с соответствующим распределительным кулачком 27 или 28, а другой ролик 30 - с соответствующим перекрывающим приспособлением, установленным рядом с соответствующим распределительным кулачком и служащим для перекрытия сбоку управляющего углубления 31, выполненного на каждом кулачке и служащего для управления ножами и захватами соответственно. Вне углубления 31 кулачки 27 и 28 имеют форму дуги окружности. В зависимости от желаемого режима работы цилиндра 5 углубления 31 освобождаются или при каждом обороте цилиндра 5 (работа без подборки), или при каждом n-ом обороте (работа с подборкой) и при остальных оборотах перекрываются сбоку. Для этого перекрывающие приспособления содержат перекрывающие элементы 32-39, установленные параллельно соответствующему кулачку 27 или 28. Ширина контактных роликов 29 и 30 соответствует ширине кулачков 27 и 28 и элементов 32-39 соответственно.
Кулачки 27 и 28 находятся в состоянии покоя относительно приводимого цилиндра 5. Кулачок 27, служащий для управления фальцевальными ножами 7, закреплен в обхватывающей цапфу 24 втулке 40, закрепленной на станине, а кулачок 28, служащий для управления захватами 6, расположен на наружной в радиальном направлении втулке 41, установленной в станине с возможностью вращения и снабженной планкой 42 управления, с помощью которой можно регулировать положение кулачка 28 в окружном направлении для определения момента открывания захватов 6. Планкой 42 управления можно управлять, например, с помощью вспомогательного привода или вспомогательного двигателя, служащего для установки формата, или просто вручную. Во время работы фальцевального аппарата планка 42 пригодными средствами защищена от поворота. Перекрывающие приспособления, снабженные элементами 32-39 и служащие для перекрытия углубления 31, выполненного в кулачках 27 и 28, во время работы приводятся относительно находящихся в состоянии покоя кулачков 27 и 28. Для этого к наружному приводному колесу 26 прифланцован зубчатый венец 43, от которого отводится привод перекрывающих приспособлений.
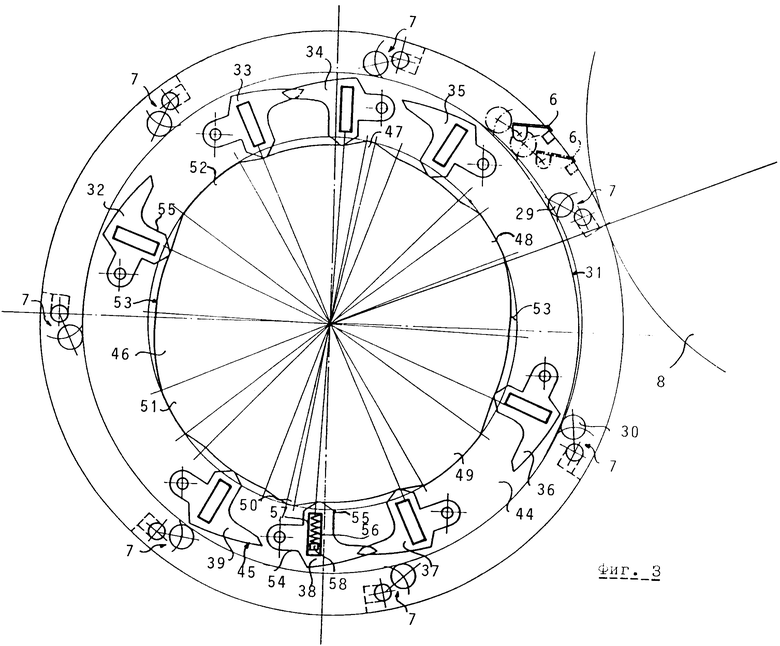
Каждое из перекрывающих приспособлений содержит носитель 44, установленный соосно с соответствующим кулачком 27 и 28. На каждом носителе 44 с возможностью регулирования в радиальном направлении установлены элементы 32-39. На фиг.3 схематически представлено перекрывающее приспособление, относящееся к кулачку 27, служащему для управления фальцевальными ножами 7. Окружной контур 45 перекрывающих элементов 32-39 соответствует дуге окружности, радиус которой соответствует радиусу кругообразного кулачка 27 или 28 вне углубления 31. Элементы 32-39 можно переключать с наружного в радиальном направлении рабочего положения, в котором их окружной контур 45 соответствует подобному дуге окружности контуру соответствующего кулачка, во внутреннее в радиальном направлении пассивное положение, где их окружной контур 45 не доходит до углубления. В рабочем положении перекрывающие элементы 32-39 при проходе мимо углубления 31 сбоку перекрывают его. Благодаря этому контактный ролик 30, перемещающийся по соответствующему кулачку 27 или 28, не может входить в углубление 31 и не вызывается фальцовки.
На фиг. 3 показано положение элементов 32-39, при котором контактный ролик 29 может входить в углубление 31, вследствие чего проходящие мимо положения фальцовки фальцевальные ножи 7 осуществляют фальцовку. Для регулирования положения элементов 32-39 соосно с носителем 44 установлен управляющий диск 46, снабженный неподвижными управляющими кулачками 47-52 и окружными углублениями 53, расположенными между кулачками 47-52.
Каждый из элементов 32-39 закреплен на рычаге 54 с возможностью поворота, установленном на оси поворота, параллельной оси цилиндра 5. Кроме того, каждый элемент 32-39 снабжен выступающим вовнутрь щупом 55, причем постоянный контакт между щупом 55 и окружным контуром соответствующего управляющего диска 46 обеспечивается с помощью прижимной пружины 56, установленной в выемке 57 соответствующего элемента 32-39 и с одной стороны опирающейся на внутренний конец выемки 57, а с другой стороны - на стержень 58, закрепленный на носителе 44 и заходящий в выемку 57.
После соответствующей установки управляющего диска 46 последний и носитель 44, на котором установлены элементы 32-39, приводятся с равной скоростью, благодаря чему во время работы элементы 32-39 остаются в том положении, которое им придалось с помощью управляющего диска 46. При этом скорость вращения всего перекрывающего приспособления, включающего носитель 44 и управляющий диск 46, выбирается в зависимости от конкретного режима работы с обеспечением того, что находящиеся в рабочем положении элементы 32-39 проходят мимо углубления 31 так, что осуществляется лишь желаемое количество процессов фальцовки.
Поскольку фальцевальные ножи 7 и соответствующие захваты 6 работают по тому же такту, оба носителя 44 и оба управляющих диска 46 соответствующих перекрывающих приспособлений могут быть жестко связаны между собой с тем, чтобы упростить необходимое для привода приводное приспособление. Таким образом, как видно на фиг.2, кулачки 27 и 28 установлены с аксиальным расстоянием друг от друга, позволяющим размещение между ними обоих перекрывающих приспособлений, носители 44 которых установлены рядом друг с другом и жестко соединены между собой с помощью зажимного приспособления. Управляющие диски 46, взаимодействующие с обращенными к кулачкам 27 и 28 элементами 32-39, свинчены друг с другом с промежуточным включением между ними промежуточного элемента 59, толщина которого соответствует общей толщине соединенных друг с другом носителей 44. В качестве опоры соединенных друг с другом носителей 44 и управляющих дисков 46 соответственно служат втулки 60 и 61, установленные между втулками 40 и 41, несущими кулачки 27 и 28. При этом втулка 60 размещена внутри втулки 61. На ней установлены расположенные непосредственно рядом друг с другом носители 44, а на втулке 61 - управляющие диски 46, соединенные посредством промежуточного элемента 59. При этом по одному диску 46 и одному носителю 44 своей внутренней кромкой доходят до соответствующей втулки 60 или 61 и свинчен с ней. При этом другой диск 46 и другой носитель 44 могут кончатся до втулок 60 и 61. Элемент 59 проходит через соответствующие окна, выполненные в закрепленном во втулке 61 носителе 44. Другой носитель 44 обхватывает элемент 59.
Втулки 60 и 61, несущие управляющие диски 46 и носители 44, установлены с возможностью вращения, их отвернутые от цилиндра концы снабжены прифланцованными приводными зубчатыми венцами 62 и 63 равного диаметра, размещенными в полости 64, которая ограничивается корпусом, в котором размещены втулки 40 и 41, и доступны со стороны коробки передач 65. Приводные зубчатые венцы 62 и 63 находятся в зацеплении с промежуточными колесами 66 и 67 равного диаметра, установленными в станине. При этом колесо 67, которое является звеном приводной цепи, относящейся к носителям 44, находится в зацеплении с шестерней 68, насаженной на установленном параллельно оси цилиндра 5 вне его диаметра промежуточном валу 69. Колесо 66, являющееся звеном приводной цепи, относящейся к дискам 46, находится в зацеплении с зубчатым колесом 70 установленного на промежуточном валу 69 двойного колеса, причем оба колеса 70 и 71 данного двойного колеса имеют тот же диметр, что и шестерня 68. Последняя находится в зацеплении с входным колесом 72 дифференциальной передачи 73, установленной рядом с промежуточным валом 69 параллельно ему, причем ее выходное колесо 74 находится в зацеплении с вторым зубчатым колесом 71 двойного колеса, установленного с возможностью вращения на промежуточном валу 69. Дифференциальная передач 73 выполнена с возможностью регулирования выходного колеса 74 относительно входного колеса 72, имеющего равный диаметр, посредством вспомогательного приводного приспособления 75. Во время обычной работы приспособление 75 не работает, при этом дифференциальная передача 73 работает как жесткое двойное колесо. Перед началом работы диски 46 можно приводить в желаемое положение путем активации вспомогательного приводного приспособления 75.
Вал 69 установлен в коробке передач 65 с возможностью привода с разной скоростью от приводного зубчатого венца 43, прифланцованного к наружному приводному колесу 26. Для этого на закрепленной на станине цапфе установлено двойное колесо с двумя зубчатыми венцами 76 и 77 разного диаметра, находящимися в зацеплении с приводными колесами 78 и 79, имеющими разные диаметры и с возможностью свободного вращения установленными на валу 69. Колеса 78 и 79 можно по выбору соединять с промежуточным валом 69 с помощью муфты 80 насаженной с возможностью перемещения на вал 69. Для этого колеса 78 и 79 в зоне их обращенных друг к другу торцовых сторон снабжены кулачками 81, установленными с возможностью взаимодействия с соответствующими выемками 82 муфты 80, благодаря чему достигается четкое сцепление. Муфту 80 посредством рукоятки 83 можно переключать с левого рабочего положения, показанного на фиг.2, в правое рабочее положение. Таким образом путем простого управления рукояткой 83 можно выбрать две различные скорости перекрывающих приспособлений.
В используемом в данном случае цилиндре 5 для подборки носитель 44 снабжен восемью регулируемыми элементами 32-39, служащими для перекрытия углубления 31, причем окружной контур 45 каждого элемента 32-39 имеет размер примерно 10-20о. Элементы 32-39 размещены в двух группах, смещенных относительно друг друга примерно на 180о, причем в каждой группе имеется по четыре распределенных по 90о элемента, а именно: элементы 32-35 в первой группе и элементы 36-39 во второй группе. Два элемента расположены диаметрально друг напротив друга элементы 32 и 36, 33 и 37, 34 и 38 и 35 и 39.
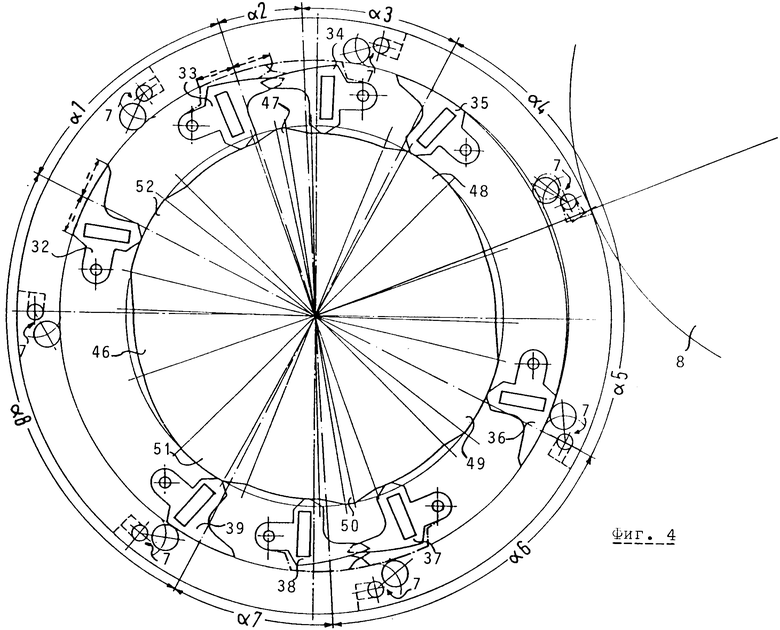
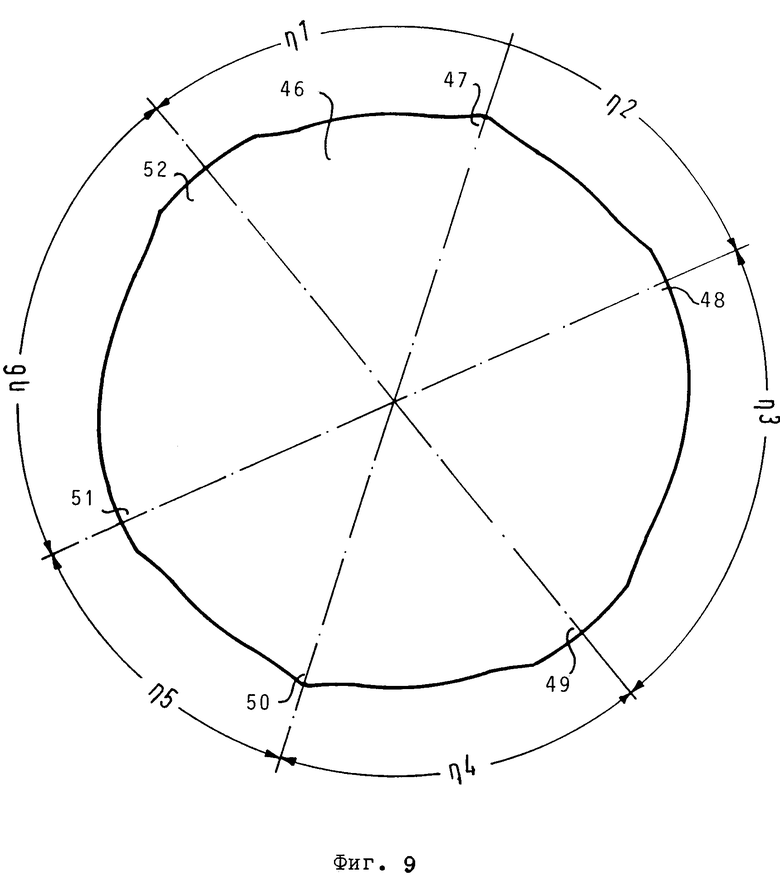
Управляющий диск 46 при этом выполнен с шестью управляющими кулачками 47-52, распределенными по двум группам, смещенным относительно друг друга на 180о. В одной группе - кулачки 52, 47 и 48, а в другой - кулачки 49-51. Расстояния η I-VI между кулачками 47-52 следующие (по градусной мере):
∠ηI между кулачками 52 и 47: 56,25о
∠ηII между кулачками 47 и 48: 48,00о
∠ηIII между кулачками 48 и 49: 75,75о
∠ηIV между кулачками 49 и 50: 56,25о
∠ηV между кулачками 50 и 51: 48,00о
∠ηVI между кулачками 51 и 52: 75,75о
В отличие от элементов 32-39 кулачки 47-52 управляющего диска 46 имеют разную длину окружного контура. Они имеют следующий размер (длину управляющего участка) по градусной мере:
кулачок 47 1-2о
кулачок 48 12-14о
кулачок 49 22-24о
кулачок 50 1-2о
кулачок 51 12-14о
кулачок 52 22-24о
Расстояния α I-VIII между элементами 32-39 следующие (по градусной мере):
∠αI между элементами 32 и 33: 45о
∠αII между элементами 33 и 34: 15о
∠αIII между элементами 34 и 35: 30о
∠αIV между элементами 35 и 36: 90о
∠αV между элементами 36 и 37: 45о
∠αVI между элементами 37 и 38: 15о
∠αVII между элементами 38 и 39: 30о
∠αVIII между элементами 39 и 32: 90о
При этом расстояние между двумя элементами 32 и 39 измеряется с середины длины окружного участка одного элемента до середины окружного участка другого элемента, когда элементы находятся в выдвинутом положении. Описанное распределение элементов 32-39 и управляющих кулачков 47-52 с расположенными между кулачками 47-52 углублениями 53, выполненными в управляющем диске 46, в сочетании с разными скоростями привода у используемого в данном случае цилиндра 5 позволяют осуществить любой режим работы, а именно: работу без подборки при использовании в печатном узле формных цилиндров с 4, 6 или 8 заготовками (А + Б; В + Б + В; А + Б + В + Г); двойную подборку при использовании формных цилиндров с 4 или 8 заготовками (АБ; АБ + ВГ); трехкратную подборку при использовании формных цилиндров с 6 заготовками (АБВ); четырехкратную подборку при использовании формных цилиндров с 8 заготовками (АБВГ); частичную подборку при использовании формных цилиндров с 6 заготовками (АБ + В); частичную подборку при использовании формных цилиндров с 8 заготовками (А + БВГ).
Установка управляющего диска 46 (фиг.3) относительно 44 и элементов 32-39 выбирается для работы без подборки при использовании в размещенном перед предлагаемым фальцаппаратом печатном узле формных цилиндров с 4 или 6, или 8 заготовками, в результате получают однослойный продукт. Диск 46 управляется так, что ни один из элементов 32-39 не находится в выдвинутом положении, т.е. каждый ряд фальцевальных ножей 7 осуществляет процесс фальцовки и каждый ряд захватов 6 открывается при фальцовке, так как каждый из семи рядов фальцевальных ножей 7 и захватов 6 при каждом обороте цилиндра 5 проходит мимо свободного (не перекрытого) управляющего углубления 31. Скорость привода, т.е. число оборотов носителей 44 и дисков 46, составляет 7/8 скорости вращения цилиндра 5, снабженного семью рядами фальцевальных ножей 7 и семью рядами захватов 6.
Показанная на фиг. 4 установка управляющего диска 46 выбирается для двукратной подборки при использовании формных цилиндров с 4 или 8 заготовками. При этом получают двухслойный продукт. Элементы 32 и 35, 36 и 39 находятся в выдвинутом положении, а элементы 33 и 34, 37 и 38 - в нерабочем положении. Скорость привода носителей 44 и дисков 46 составляет 7/8 скорости вращения цилиндра 5. При каждом втором обороте цилиндра 5 контактный ролик 29 каждого ряда фальцевальных ножей 7 и захватов 6 перемещается по свободному углублению 31, в результате происходит процесс фальцовки и захваты 6 открываются.
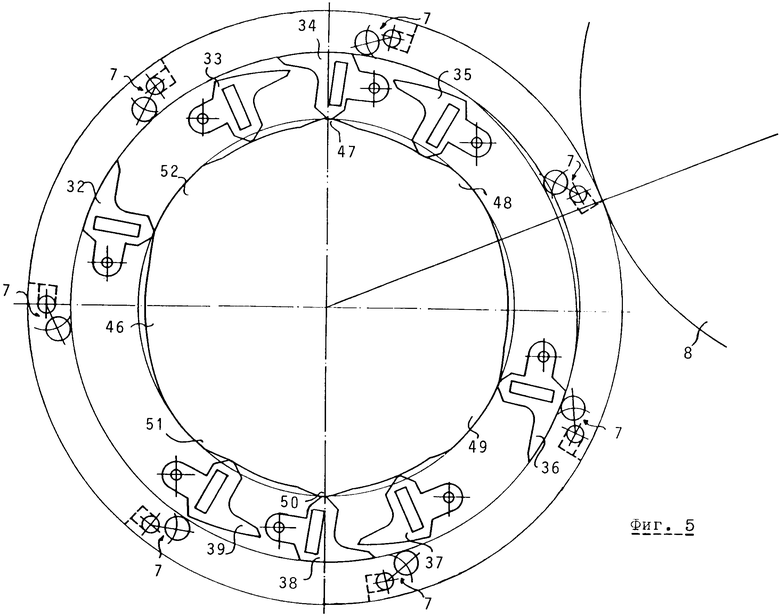
Показанная на фиг.5 установка управляющего диска 46 выбирается для трехкратной подборки при использовании формных цилиндров с шестью заготовками. При этом получают трехслойный продукт. Элементы 32, 34, 36 и 38 находятся в выдвинутом положении, а элементы 33, 35, 37 и 39 - в нерабочем положении. Скорость привода носителей 44 и дисков 46 составляет 7/6 скорости вращения цилиндра 5. При каждом третьем обороте цилиндра 5 контактный ролик 29 каждого ряда фальцевальных ножей 7 и захватов 6 перемещается по свободному углублению 31 и тем самым вызывает процесс фальцовки, захваты 6 открываются.
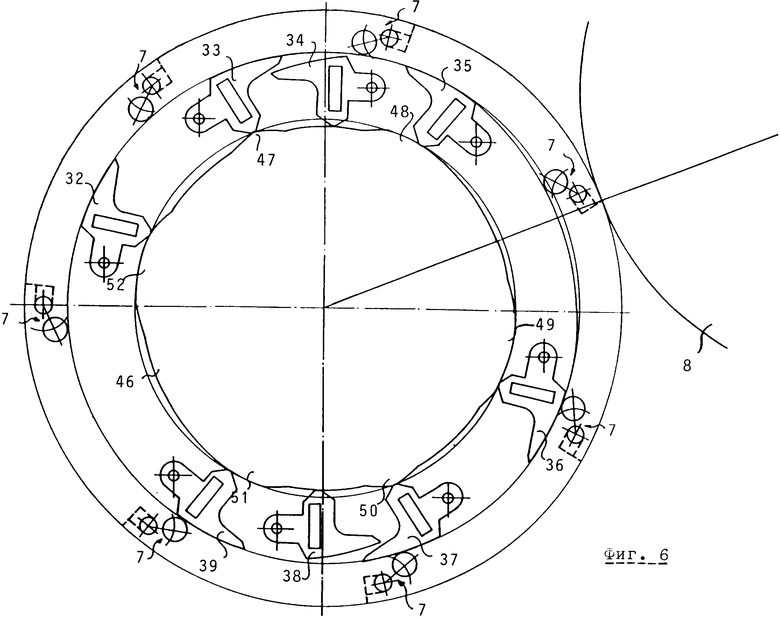
Показанная на фиг.6 установка управляющего диска 46 выбирается для четырехкратной подборки при использовании формных цилиндров с 8 заготовками. При этом получают четырехслойный продукт. Элементы 32, 33 и 35, 36, 37 и 39 находятся в выдвинутом положении, а элементы 34 и 38 - в нерабочем положении. Скорость привода носителей 44 и дисков 46 составляет 7/8 скорости вращения цилиндра 5. При каждом четвертом обороте цилиндра 5 контактный ролик 29 каждого ряда фальцевальных ножей 7 и захватов 6 перемещается по свободному углублению 31 и тем самым вызывает процесс фальцовки, захваты 6 открываются.
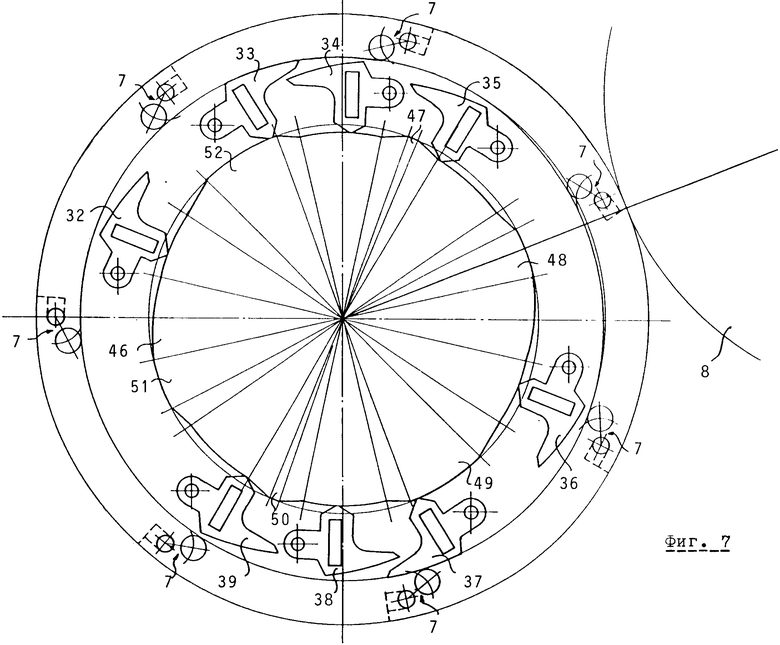
Показанная на фиг.7 установка управляющего диска 46 выбирается для частичной подборки при использовании формных цилиндров с 6 заготовками (например А, Б, В, А, Б, В). При этом получают однослойное и двухслойное изделия. Элементы 33 и 37 находятся в выдвинутом (рабочем) положении, а элементы 32, 34, 35, 36, 38 и 39 - в нерабочем положении. Скорость привода носителей 44 и дисков 46 составляет 7/6 скорости вращения цилиндра 5. Это означает, что каждый сектор цилиндра 5 управляется с обеспечением того, что по завершении одного оборота контактный ролик 29 ряда фальцевальных ножей 7 и захватов 6 перемещается по свободному углублению 31, а затем в следующий раз лишь через оборот.
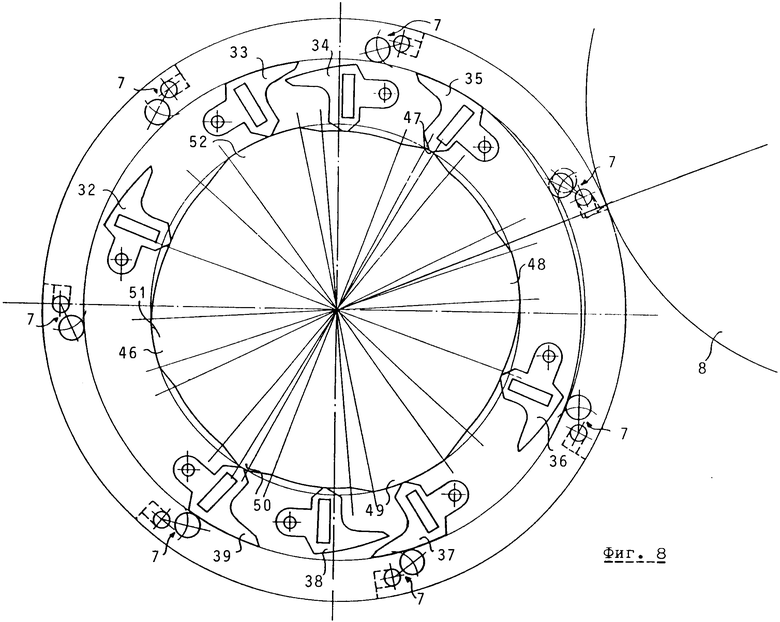
Показанная на фиг. 8 установка управляющего диска 46 выбирается для частичной подборки при использовании формных цилиндров с 8 заготовками (например, А, Б, В, Г, А, Б, В, Г). При этом получают однослойное и трехслойное изделия. Элементы 33 и 35, 37 и 39 находятся в выдвинутом положении, а элементы 32 и 34, 36 и 38 - в нерабочем положении. Скорость привода носителей 44 и дисков 46 составляет 7/8 скорости вращения цилиндра 5. Каждый сектор цилиндра 5 управляется с обеспечением того, что по завершении одного оборота цилиндра 5 контактный ролик 29 перемещается по свободному углублению 31 и тем самым вызывает процесс фальцовки, захваты 6 открываются, а затем только при третьем обороте повторяется фальцовка.
Конструкция и принцип работы перекрывающего приспособления, служащего для управления захватами 6, соответствуют конструкции и принципу, показанного на фиг.3-9 перекрывающего приспособления с той разницей, что удерживающие передний конец листов захваты 6 уже проходили мимо положения фальцовки, когда осуществляется сам процесс фальцовки. Таким образом, активация фальцевальных ножей 7 и открытие захватов 6 осуществляются почти одновременно. Однако данные процессы требуют определенного времени, причем при обработке коротких изделий открытие захватов 6 должно осуществляться немного раньше, чем при обработке более длинных изделий, чего можно достичь благодаря описанному повороту служащего для управления захватами кулачка 28 с помощью планки 42 управления.
При выполнении предлагаемого фальцаппарата с двойной шириной, причем возможна одновременная обработка двух размещенных рядом друг с другом изделий, используют цилиндр 5, в котором снабженные захватами 6 планки 22, а также фальцевальные ножи 7 выполнены раздельными по длине цилиндра 5, причем на каждой стороне цилиндра установлено отдельное управляющее приспособление. При этом оба управляющих приспособления могут иметь конструкцию, соответствующую конструкции представленного на фиг.2 управляющего приспособления для правой стороны цилиндра 5, с той разницей, что промежуточный вал 69 связан с приводом цилиндра не через соответствующую муфту 80, а посредством соединяющего вала 84 соединен с противоположным промежуточным валом 69, как и видно на фиг.2. Таким образом получается совместный приводной вал, простирающийся по всей ширине цилиндра 5.
В случае описанного выполнения цилиндра 5 регулирование положения элементов 32-39 осуществляется посредством соответствующих дисков 46, что делает возможным предварительное автоматическое программирование вспомогательного приводного приспособления 75. Однако также возможно отдельное регулирование элементов 32-39 вручную. Для этого носитель 44 должен быть снабжен пригодными крепежными средствами для закрепления элементов 32-39.
Для установки разных режимов работы положение управляющего диска 46, снабженного кулачками 47-52, регулируют так, что элементы 32-39 поворачиваются в положение, обеспечивающее активацию захватов 6 и фальцевальных ножей 7 в желаемый момент. Для переключения с одного режима работы на другой управляющий диск 46 необходимо поворачивать из нулевого положения ( = работа без подборки, формный цилиндр с 4 или 8 заготовками) на угол λ I- λV относительно носителя 44 с тем, чтобы достичь желаемого положения элементов 32-39. Таким образом, для обеспечения положения элементов 32-39, в котором осуществляется работа без подборки при использовании цилиндра с 6 заготовками, диск 46 необходимо поворачивать из нулевого положения на угол λ I = 0,5о против часовой стрелки.
Для обеспечения положения элементов 32-39, в котором осуществляется двукратная подборка при использовании цилиндра с 4 или 8 заготовками, диск 46 необходимо поворачивать на угол λ II = 24о против часовой стрелки.
Для обеспечения положения элементов 32-39, в котором осуществляется трехкратная подборка при использовании цилиндра с 6 заготовками, диск 46 необходимо поворачивать на угол λ III = 12о против часовой стрелки.
Для обеспечения положения элементов 32-39, в котором осуществляется четырехкратная подборка при использовании цилиндра с 8 заготовками, диск 46 необходимо поворачивать на угол λ IV = 34о против часовой стрелки.
Для обеспечения положения элементов 32-39, в котором осуществляется частичная подборка при использовании цилиндра с 6 заготовками, диск 46 необходимо поворачивать на угол λ V = 12о по часовой стрелке.
Для обеспечения положения элементов 32-39, в котором осуществляется частичная подборка при использовании цилиндра с 6 заготовками, диск 46 необходимо поворачивать на угол λ VI = 22о по часовой стрелке.
Как следует из изложенного, предлагаемый фальцаппарат позволяет проводить непрерывное шитье при непрерывной подаче проволоки даже при изготовлении печатных изделий разной толщины (например, при двукратной подборке или при работе без подборки), получаемых из одного пучка материала 3 с использованием одного цилиндра 5 для ножевой фальцовки и подборки и одного передаточно-клапанного цилиндра 8. Кроме того, согласно предпочтительной форме выполнения предлагаемого фальцаппарата каждое устройство 14-17 для шитья может быть выполнено с возможностью четкого приспособления к толщине изделий.
Использование: полиграфическое оборудование. Сущность изобретения: фальцевальный аппарат содержит цилиндр для ножевой фальцовки и подборки, снабженный фальцевальными ножами и захватами, установленный по направлению движения полотна за ним швейный аппарат, передаточно-клапанный цилиндр и приспособление для раздельного выклада. Швейный аппарат содержит два швейных цилиндра, причем на одном швейном цилиндре под равным углом относительно друг друга установлено по меньшей мере три устройства для шитья, а на другом швейном цилиндре- по меньшей мере одно приспособление для шитья. 9 ил.
ФАЛЬЦЕВАЛЬНЫЙ АППАРАТ, содержащий цилиндр для ножевой фальцовки и подборки, снабженный фальцевальными ножами и захватами, установленный по направлению движения полотна за ним швейный аппарат, передаточно-клапанный цилиндр и приспособление для раздельного выклада, отличающийся тем, что швейный аппарат содержит два швейных цилиндра, причем на одном швейном цилиндре под равным углом друг относительно друга установлены по меньшей мере три устройства для шитья, а на другом швейном цилиндре - по меньшей мере одно приспособление для шитья.
| Заявка ФРГ N 3628411, кл | |||
| Механический грохот | 1922 |
|
SU41A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |

