Изобретение относится к оборудованию к печатным машинам, в частности к фальцаппарату к ротационным печатным машинам.
Известен фальцаппарат к ротационным печатным машинам, содержащий собирательный цилиндр и средство для снижения скорости подачи печатных изделий (см. патент США N 1 193 449, кл. B 41 P 13, 1916 г.). В известном фальцаппарате средство для снижения скорости подачи печатных изделий выполнено в качестве средства для варьирования окружной скорости передаточного цилиндра, установленного непосредственно перед ножевым цилиндром с захватами.
Недостаток известного фальцаппарата заключается в том, что средство для варьирования окружной скорости передаточного цилиндра является сравнительно сложным и ненадежным, поэтому надежная передача печатных изделий с передаточного цилиндра на ножевой цилиндр с захватами не обеспечена.
Задача изобретения заключается в повышении надежности подачи печатных изделий путем обеспечения их надежной передачи.
Указанная задача решается в предлагаемом фальцаппарате к ротационным печатным машинам, содержащем собирательный цилиндр и средство для снижения скорости подачи печатных изделий, за счет того, что он содержит, по меньшей мере, один ножевой цилиндр с захватами, по меньшей мере один передаточный цилиндр, установленный перед ножевым цилиндром с захватами, по меньшей мере один клапанный цилиндр, взаимодействующий с ножевым цилиндром с захватами, при этом средство для снижения скорости подачи печатных изделий выполнено в качестве средства для привода ножевого цилиндра с захватами с окружной скоростью, ниже окружной скорости установленного перед ним цилиндра.
Предпочтительно в случае наличия дополнительного передаточного цилиндра, размещенного между передаточным цилиндром и ножевым цилиндром с захватами, предлагаемый фальцаппарат содержит дополнительное средство для снижения скорости подачи печатных изделий, выполненное в качестве средства для привода дополнительного передаточного цилиндра с окружной скоростью, ниже окружной скорости передаточного цилиндра.
Согласно другой предпочтительной форме выполнения изобретения передаточный цилиндр и/или дополнительный передаточный цилиндр выполнен с четырьмя полями и снабжен двумя захватными системами, установленными на его боковой поверхности диаметрально друг напротив друга.
Собирательный цилиндр может быть снабжен семью захватными или графеечными системами, а клапанный цилиндр может быть выполнен с шестью полями и снабжен тремя клапанными системами. Далее, ножевой цилиндр с клапанами предпочтительно выполнен с шестью полями и снабжен тремя захватными системами, установленными со смещением друг относительно друга на 120o, и системами фальцевальных ножей, размещенными попеременно с захватными системами и также установленными со смещением друг относительно друга на 120o.
Согласно дальнейшей предпочтительной форме выполнения изобретения ножевой цилиндр с клапанами выполнен с восемью полями и снабжен тремя захватными системами, установленными со смещением друг относительно друга на 90o, и размещенными попеременно с захватными системами фальцевальными ножами, также установленными со смещением друг относительно друга на 90o.
Предпочтительной является также форма выполнения предлагаемого фальцаппарата, в котором передаточный цилиндр и/или дополнительный передаточный цилиндр выполнен с шестью полями и снабжен захватными системами, установленными на его боковой поверхности со смещением друг относительно друга на 120o.
Распределение печатных изделий за - по направлению подачи - собирательным цилиндром на два пути производства с последующим одноступенчатым или многоступенчатым замедлением подачи еще не сфальцованных печатных изделий перед образованием первого поперечного фальца в случае неподобранного продукта (изготовленный двойниками продукт) обеспечивает снижение скорости подачи при процессе фальцовки, благодаря чему уменьшены динамические силы, и, следовательно, предотвращаются отрицательные последствия т.н. эффекта хлестания, возникающего при большой скорости. Кроме того, в случае производства подобранных продуктов предлагаемый фальцаппарат позволяет тройное собирание. Даже тогда, если имеется более одного передаточного цилиндра, взаимодействующего с собирательным цилиндром, возможна эксплуатация предлагаемого фальцаппарата лишь по одному из имеющихся путей производства, в частности, в случае однократно подобранных печатных изделий. Кроме того, предлагаемый фальцаппарат может содержать швейный цилиндр, также взаимодействующий с собирательным цилиндром, что позволяет снабжать каждое печатное изделие скрепками, расположенными, например, по прямой, по которой затем выполняется первый поперечный фальц. Это относится, в частности, к производству журналов, изготовленных с применением метода глубокой печати.
В нижеследующем предлагаемое изобретение поясняется на примере двух форм его выполнения. На приложенном чертеже представлено:
фиг. 1 - схематический боковой вид предлагаемого фальцаппарата;
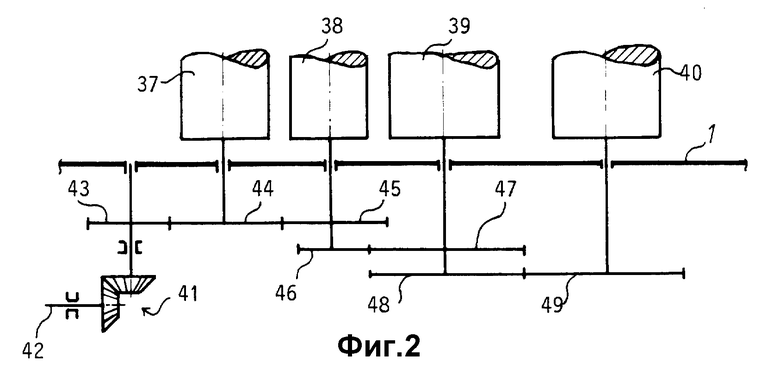
фиг. 2 - вид сверху на цепь приводных колес;
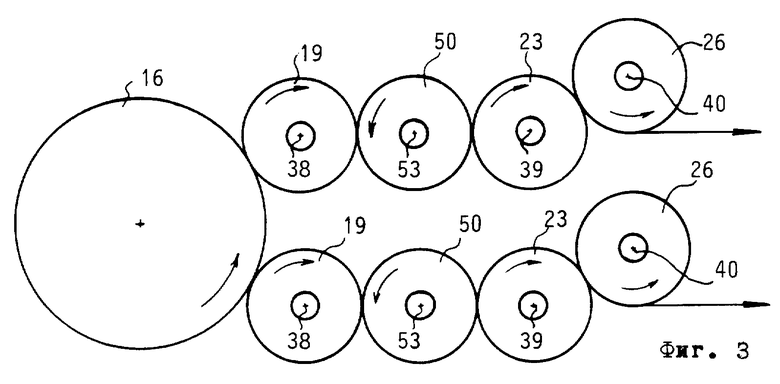
фиг. 3 - упрощенный боковой вид предлагаемого фальцаппарата согласно другой форме его выполнения;
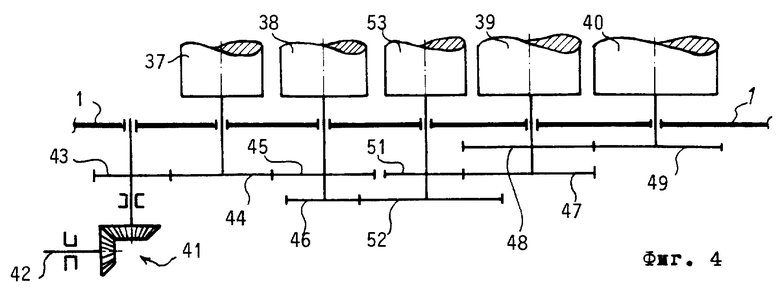
фиг. 4 - вид сверху на цепь приводных колес предлагаемого фальцаппарата согласно фиг. 3.
Предлагаемый фальцаппарат содержит две станины, установленные параллельно друг другу. На фиг. 1 показана лишь одна станина 1. Не представленным на чертеже подающим приспособлением в фальцаппарат подается запечатанное бумажное полотно 2, подаваемое сперва через рубящее приспособление 3, состоящее из резального цилиндра 4 и цилиндра 5 с марзаном, для выполнения в полотне 2 перфорации. Перед рубящим приспособлением 3 установлена пара тянущих валиков 6. Позицией 7 обозначено второе рубящее приспособление, состоящее из резального цилиндра 8 и цилиндра 9. Резальный цилиндр 8 снабжен планкой 10 с ножом, а валик 9 - установленным на его боковой поверхности марзаном 11. Перед вторым рубящим приспособлением 7 также установлена пара тянущих валиков 12. Вторым рубящим приспособлением 7 бумажное полотно 2 разделяется на отдельные изделия 13 путем разрезки перемычек между отверстиями перфорации, выполненной рубящим приспособлением 3. Второе рубящее приспособление 7 обхвачено приспособлениями ускорения 14, 15, которые могут быть выполнены в качестве ленточных направляющих систем, подающих печатные изделия 13 к собирательному цилиндру 16, снабженному семью известными захватными системами 17, установленными на его боковой поверхности. В случае необходимости вместо захватных систем 17 собирательный цилиндр может быть снабжен графейками. Непосредственно за точкой первого контакта печатных изделий 13 с собирательным цилиндром 16 может быть установлен, например, известный швейный цилиндр 18 с четырьмя полями. С помощью не показанных на чертеже швейных головок, установленных на боковой поверхности швейного цилиндра 18 и взаимодействующих с не показанными на чертеже контропорами, установленными на боковой поверхности собирательного цилиндра 16, печатные изделия 13 снабжаются скрепками, расположенными на прямой линии, по которой затем выполняется поперечный фальц. Такое швейное приспособление описано, например, в патенте DE N 11 89 562. Кроме того, с боковой поверхностью собирательного цилиндра 16 со смещением друг относительно друга взаимодействуют два передаточных цилиндра 19, каждый из которых выполнен с четырьмя полями и снабжен двумя известными захватными системами 20. У боковой поверхности собирательного цилиндра 16 между швейным цилиндром 18 и первым - по направлению вращения собирательного цилиндра 16 - передаточным цилиндром 19, а также между первым передаточным цилиндром 19 и вторым - по направлению вращения собирательного цилиндра 16 - передаточным цилиндром 19 установлено по одной известной ленточной направляющей системе 21, 22. Окружная скорость цилиндров 16, 19 может превышать 20 м/с. По направлению подачи печатных изделий 13 за каждым передаточным цилиндром 19 установлено по одному цилиндру 23, выполненному с шестью полями и снабженному тремя захватными системами 24, установленными со смещением 120o друг относительно друга, и системами фальцевальных ножей 25, размещенными попеременно с захватными системами 24. При этом за каждым цилиндром 23 установлено по одному цилиндру 26, также выполненному с шестью полями и снабженному тремя клапанными системами 27. С помощью описанного ниже передачи скорость подачи печатных изделий 13 при передаче с передаточного цилиндра 19 на цилиндр 23 снижается примерно на 25%, благодаря чему при возникновении т. н. эффекта хлестания при процессе фальцовки цилиндрами 23 и 26 скорость печатного изделия снижена на одну четвертую, то есть, динамические силы уменьшены примерно на половину. У боковой поверхности цилиндра 23, размещенного между передаточным цилиндром 19 и клапанным цилиндром 26, установлена известная ленточная направляющая система 28. По направлению подачи бумаги за местом контакта цилиндров 23, 26 установлен направляющий хомут 29, также служащий для уменьшения "эффекта хлестания". Печатные изделия 13, снабженные первым поперечным фальцем и, в случае необходимости, скрепками, дальше направляются по ленточным направляющим 30, 31, направляющему валику 32 и приспособлению замедления, состоящему из ленточных направляющих систем 33, 34, после чего они подаются на перьевой выкладыватель 35 со скоростью, сниженной на 55%. От перьевого выкладывателя 35 печатные изделия 13 подаются на приемное приспособление 36.
На фиг. 2 показан вид сверху на цепь колес, которыми приводятся во вращение цилиндры 16, 19, 23, 26, цапфы осей которых обозначены позициями 37, 38, 39, 40. Коническая зубная передача 41, соединенная с главным приводным валом, 42, с силовым и геометрическим замыканием соединена с приводным зубчатым колесом 43. Последнее находится в зацеплении с зубчатым колесом 45 передаточного цилиндра 19, с силовым и геометрическим замыканием соединенным с зубчатым колесом 46 меньшего диаметра. Колесо 46 находится в зацеплении с зубчатым колесом 47 захватного механизма 24 цилиндра 23, причем между зубчатыми колесами 46, 47 имеется редукция, приводящая к снижению окружной скорости цилиндра 23 по сравнению с цилиндром 19, составляющему примерно 25%. Зубчатое колесо 47 посредством вала с силовым и геометрическим замыканием соединено с зубчатым колесом 48, которое находится в зацеплении с зубчатым колесом 49 клапанного цилиндра 26. Указанные зубчатые колеса с силовым и геометрическим замыканием установлены посредством не показанных на чертеже опор и валов на станине 1 фальцаппарата. При примерно равном диаметре цилиндров 19, 23 и снижении скорости цилиндра 23 по сравнению с цилиндром 19, обеспечиваемом за счет указанной редукции, вращающийся с меньшей скоростью цилиндр 23, выполненный с шестью полями, может быть снабжен тремя захватными системами 24; при этом передаточный цилиндр 19, выполненный с четырьмя полями, снабжен двумя захватными системами 20. Цепь приводных колес, показанная на фиг. 2, относится к обоим, идентичным, путям производства, состоящим из цилиндров 19, 23, 26. Приводы швейного цилиндра 18 и приспособлений, размещенных за цилиндром 26, для сохранения удобочитаемости чертежа не показаны. Захватная система 24 и режущая система 25 цилиндра 23 соединены с не показанными на чертеже цепью колес и дифференциалом для регулирования фальца. Таким образом, цилиндры 19, 23 образуют одноступенчатое приспособление для снижения скорости печатных изделий 13.
На фиг. 3 представлен боковой вид цилиндров предлагаемого фальцаппарата согласно альтернативной форме его выполнения. Согласно данной форме выполнения предлагаемый фальцаппарат содержит дополнительный передаточный цилиндр, выполненный с четырьмя полями и установленный между передаточным цилиндром 19, выполненным с четырьмя полями, и цилиндром 23, выполненным с шестью полями. Дополнительный передаточный цилиндр 50 также как и передаточный цилиндр 19 снабжен двумя захватными системами 20. Благодаря дальнейшей соответствующей редукции между зубчатыми колесами 46, 47, показанной на фиг. 4 и достигаемой за счет зубчатых колес 51, 52, соединенных друг с другом с силовым и геометрическим замыканием, окружная скорость снижается на 25% между цилиндром 26 и передаточным цилиндром 19 с помощью двухступенчатого приспособления. Таким же образом снижаются динамические силы. На фиг. 4 цапфы осей цилиндров 16, 19, 50, 23, 26 обозначены цифрами 37, 38, 53, 39, 40.
Особенно выгодным является двухступенчатое приспособление для снижения скорости подачи печатных изделий 13, состоящее из цилиндров 19, 50, 23, в случае двойного производства. В случае многократно подобранного производства один из путей производства, включающий по одному цилиндру 23, 26, один валик 32, одно колесо 35 и зубчатое колесо 43, можно отключать известными средствами.
Дополнительный передаточный цилиндр 50 согласно фиг. 3 может быть выполнен с шестью полями, причем цилиндр 23 выполнен с восемью полями и снабжен четырьмя захватными системами 24 и режущими системами 25, установленными попеременно со смещением друг относительно друга на 90o. При этом окружная скорость и дополнительного передаточного цилиндра 50, и цилиндра 23 снижена примерно на 25% по сравнению с цилиндром 19, 50, соответственно.
Фальцаппарат к ротационным печатным машинам содержит собирательный цилиндр и средство для снижения скорости подачи печатных изделий, отличительной особенностью является то, что он имеет по меньшей мере, один ножевой цилиндр с захватами, по меньшей мере один передаточный цилиндр, установленный перед ножевым цилиндром с захватами, по меньшей мере один клапанный цилиндр, взаимодействующий с ножевым цилиндром с захватами, при этом средство для снижения скорости подачи печатных изделий выполнено в качестве средства для привода ножевого цилиндра с захватами с окружной скоростью, ниже окружной скорости установленного перед ним цилиндра, что обеспечит надежную подачу печатных изделий . 7 з.п.ф-лы. 4 ил.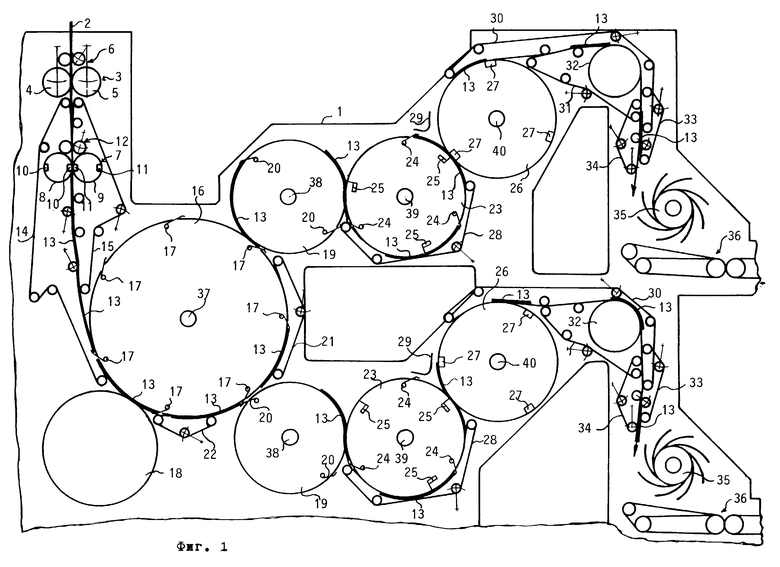
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения длины движущегося ленточного материала | 1984 |
|
SU1193449A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ ДВОИЧНОГО /г-РАЗРЯДНОГО КОДА | 0 |
|
SU165599A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ ЛЕЧЕНИЯ РАКА ТОЛСТОЙ КИШКИ | 2012 |
|
RU2529831C2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| US 3548747 A, 22.12.70 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Шланговое соединение | 0 |
|
SU88A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| US 4989850 A, 05.02.91 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Цилиндровая группа фальцевального аппарата | 1990 |
|
SU1733263A1 |
