Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного движения, подачу на мениск металла в кристаллизаторе шлаковой смеси, охлаждение рабочих стенок кристаллизатора проточной водой, охлаждение поверхности слитка под кристаллизатором охладителем, распыливаемым форсунками, а также измерение температуры рабочих стенок кристаллизатора по его периметру.
В процессе непрерывной разливки измеряют перепад температуры охлаждающей воды на входе и выходе из каналов рабочих стенок кристаллизатора. При этом частоту возвратно-поступательного движения кристаллизатора не изменяют [1].
Недостатком известного способа являются низкая стабильность и производительность процесса непрерывной разливки металлов. Это объясняется тем, что в процессе возвратно-поступательного движения кристаллизатора происходит примерзание жидкого металла к рабочим стенкам. Это явление сопровождается разрывом оболочки слитка, следствием чего являются прорывы металла под кристаллизатором. Сказанное приводит к снижению производительности и стабильности процесса разливки. Известный способ не позволяет контролировать процесс образования разрывов оболочки слитка и предупреждать прорывы металла.
Наиболее близким по технической сущности является способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного движения, подачу на мениск металла в кристаллизаторе шлаковой смеси, охлаждение рабочих стенок кристаллизатора проточной водой, охлаждение поверхности слитка под кристаллизатором охладителем, распыливаемым форсунками, а также измерение температуры тела рабочих стенок кристаллизатора по его длине и периметру при помощи термопар. При этом термопары устанавливают по всей длине кристаллизатора. В процессе разливки частоту возвратно-поступательного движения кристаллизатора не изменяют [2].
Недостатком известного способа является низкая стабильность и производительность процесса непрерывной разливки металлов. Это объясняется тем, что в процессе возвратно-поступательного движения кристаллизатора происходит на мениске примерзание жидкого металла к поверхности рабочих стенок, что вызывает разрыв кристаллизующейся оболочки слитка и, как следствие, прорывы металла под кристаллизатором.
Известный способ не обеспечивает контроль за примерзанием и разрывом оболочки по периметру кристаллизатора. В этих условиях снижается производительность и стабильность процесса непрерывной разливки металлов.
Технический эффект при использовании предлагаемого способа заключается в повышении производительности процесса непрерывной разливки металлов за счет устранения прорывов металла под кристаллизатором.
Указанный технический эффект достигают тем, что в кристаллизатор подают металл, вытягивают из него слиток с переменной скоростью, сообщают кристаллизатору возвратно-поступательное движение, подают на мениск металла в кристаллизатор слой шлаковой смеси, охлаждают рабочие стенки кристаллизатора проточной водой, охлаждают поверхность слитка под кристаллизатором охладителем, а также измеряют температуру тела рабочих стенок кристаллизатора по его длине и периметру при помощи термопар.
В процессе непрерывной разливки измеряют температуру тела рабочих стенок кристаллизатора по длине слитка, находящегося в кристаллизаторе, не менее, чем на двух уровнях, на расстоянии соответственно 0,2...0,3 и 0,35.. . 0,5 от мениска металла в кристаллизаторе и с шагом по периметру слитка, равным 0,3. . . 1,2 его толщины, и при увеличении значения температуры на нижнем уровне до 50...95% от значения температуры на верхнем уровне хотя бы на одном шаге измерения по периметру слитка увеличивают частоту возвратно-поступательного движения кристаллизатора на 5-20% от рабочего значения, а при уменьшении значения температуры на нижнем уровне до 6...49% от значения на верхнем уровне уменьшают частоту возвратно-поступательного движения до рабочего значения.
Повышение производительности и стабильности процесса непрерывной разливки металлов будет происходить вследствие фиксирования момента разрыва оболочки слитка и последующего увеличения частоты возвратно-поступательного движения кристаллизатора. В этих условиях обеспечивается устранение прорывов металла под кристаллизатором.
Диапазон значений расстояния верхнего уровня измерения температуры тела рабочих стенок кристаллизатора от мениска металла в пределах 0,2...0,3 длины слитка, находящегося в кристаллизаторе, объясняется закономерностями теплоотвода от слитка по его длине в кристаллизаторе. В этом диапазоне располагается зона увеличения теплоотвода от слитка. При меньших значениях будут фиксироваться значения температуры тела рабочих стенок кристаллизатора, которые будут меньше максимальных значений температуры в этом диапазоне длин. При больших значениях также будут фиксироваться меньшие значения температуры по сравнению с более высокими значениями в этом диапазоне длин. В результате будет происходить регулирование скорости вытягивания слитка в неоптимальном диапазоне, что приведет к браку слитков.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от длины слитка, находящегося в кристаллизаторе.
Диапазон значений расстояния нижнего уровня измерения температуры тела рабочих стенок кристаллизатора от мениска металла в пределах 0,35...0,5 длины слитка, находящегося в кристаллизаторе, объясняется закономерностями теплоотвода от слитка по его длине в кристаллизаторе. В этом диапазоне располагается зона уменьшения теплоотвода от слитка по сравнению с теплоотводом в выше лежащей зоне. При меньших и больших значениях значения температуры тела стенок кристаллизатора будут больше, чем значения в указанном диапазоне длин. В результате будет происходить регулирование скорости вытягивания слитка в неоптимальном диапазоне, что приведет к браку слитков.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от длина слитка, находящегося в кристаллизаторе.
Диапазон значений шага измерения температуры тела рабочих стенок кристаллизатора по периметру слитка в пределах 0,3...1,2 его толщины, объясняется закономерностями формирования оболочки слитка по периметру кристаллизатора. При больших значениях вследствие деформации оболочки слитка и ее локального отхода от рабочих стенок невозможно точное фиксирование температуры по периметру слитка. Меньшие значения устанавливать не имеет смысла, так как длина локальных участков деформации оболочки слитка имеет большие значения.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от ширины слитка.
Диапазон значений увеличения значений температуры на нижнем уровне до 50. . . 95% от значения температуры на верхнем уровне хотя бы на одном шаге измерения по периметру слитка объясняется закономерностями изменения теплоотвода по длине слитка в кристаллизаторе. При меньших значениях изменять частоту движения кристаллизатора не имеет смысла, так как процесс формирования слитка происходит в оптимальных условиях. Большие значения в практике не случаются вследствие неизбежного падения температуры поверхности при длине слитка.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от рабочего значения частоты возвратно-поступательного движения кристаллизатора.
Диапазон увеличения частоты возвратно-поступательного движения кристаллизатора в пределах 5-20% от рабочего значения объясняется закономерностями формирования оболочки слитка и шлакового гарнисажа на мениске металла в кристаллизаторе. При меньших значениях не будет изменяться процесс формирования оболочки слитка и "залечивание" ее разрывов. При больших значениях увеличиваются инерционные усилия в механизме движения кристаллизатора без увеличения интенсивности "залечивания" оболочки слитка.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от рабочего значения частоты возвратно-поступательного движения кристаллизатора.
Диапазон значения уменьшения значений температуры на нижнем уровне до 6. . . 49% от значения на верхнем уровне, после чего увеличивают скорость вытягивания слитка до рабочего значения, объясняется закономерностями формирования и "залечивание" разрывов оболочки слитка в кристаллизаторе. При больших значениях возможно отсутствие "залечивания" разрывов оболочки слитков, что приводит к прорывам металла под кристаллизатором. Меньшие значения устанавливать не имеет смысла, так как устранение разрывов оболочки слитка уже произошло.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от значения температуры на верхнем уровне измерения температуры тела рабочих стенок кристаллизатора.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков способа с отличительными признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Способ непрерывной разливки металла осуществляют следующим образом.
В процессе непрерывной разливки в кристаллизатор подают сталь марки 3сп и вытягивают из него слиток с переменной скоростью. На мениск металла в кристаллизаторе подают шлаковую смесь на основе СаО - SiO2 - Al2O3. Рабочие стенки кристаллизатора охлаждают проточной водой. Кристаллизатору сообщают возвратно-поступательное перемещение по синусоидальному закону. В зоне вторичного охлаждения слиток поддерживают и направляют при помощи роликов и охлаждают охладителем, распыливаемым форсунками. Измеряют температуру тела рабочих стенок кристаллизатора по его длине и периметру при помощи термопар и сравнивают полученные значения температуры. Медь - константовые термопары зачеканивают в тело рабочих медных стенок кристаллизатора на глубину, отстоящую от рабочей поверхности стенок на расстоянии 1-2 мм.
В процессе непрерывной разливки измеряют температуру тела рабочих стенок кристаллизатора по длине слитка, находящегося в кристаллизаторе не менее, чем на двух уровнях на расстоянии соответственно на 0,2...0,3 и 0,35.. .0,5 от мениска металла в кристаллизаторе и с шагом по периметру слитка равном 0,3-1,2 его толщины, и при увеличении значения температуры на нижнем уровне до 50...95% от значения температуры на верхнем уровне хотя бы на одном шаге измерения по периметру слитка увеличивают частоту возвратно-поступательного движения кристаллизатора на 5-20% от рабочего значения, а при уменьшении значения температуры на нижнем уровне до 6...49% от значения на верхнем уровне уменьшают частоту движения кристаллизатора до рабочего значения.
Повышение значения температуры на нижнем уровне означает появление разрыва оболочки слитка, что приводит к прорыву металла под кристаллизатором. Для избежания прорывов металла увеличивают частоту движения кристаллизатора, что приводит к более частому расположению складок на поверхности слитка и уменьшению их глубины. В этих условиях уменьшается толщина слоя гарнисажа шлаковой смеси, увеличивается теплоотвод от слитка, что приводит к ускорению "залечивания" оболочки слитка и устранению прорывов металла.
После снижения значения температуры на нижнем уровне измерения восстанавливают прежнее рабочее значение частоты возвратно-поступательного движения кристаллизатора.
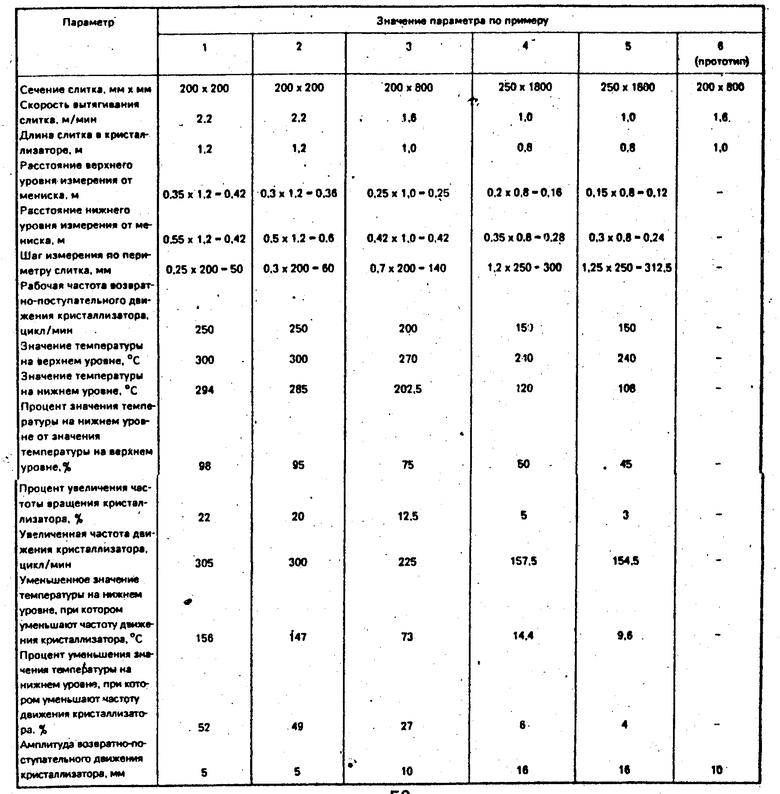
В таблице приведены примеры осуществления способа непрерывной разливки металлов с различными технологическими параметрами.
В первом примере будет образовываться брак слитков по внутренним и наружным трещинам из-за значительного увеличения частоты возвратно-поступательного движения кристаллизатора вследствие неправильного расположения уровней измерения температуры тела рабочих стенок относительно мениска металла в кристаллизаторе. В этом примере верхний и нижний уровни измерения располагают на расстояниях от мениска металла, превышающими допустимые значения. Кроме того, значение уменьшенной температуры тела рабочих стенок на нижнем уровне, при котором уменьшают частоту возвратно-поступательного движения кристаллизатора до рабочего значения, не обеспечивает "залечивание" разрывов оболочки слитков, что приводит к прорывам металла под кристаллизатором.
В пятом примере будет образовываться брак слитков по внутренним и наружным трещинам из-за незначительного увеличения частоты возвpатно-поступательного движения кpисталлизатоpа вследствие непpавильного pасположения уpовня измеpения темпеpатуpы тела pабочих стенок относительно мениска металла в кристаллизаторе. В этом примере верхний и нижний уровни измерения располагают на расстоянии от мениска металла, которые меньше допустимых значений. Кроме того, шаг измерения значений температуры тела рабочих стенок кристаллизатора превышает допустимые значения, что не позволяет фиксировать все локальные участки контакта оболочки слитка со стенками кристаллизатора. В этих условиях возможно образование нефиксируемых разрывов оболочки слитка, что приводит к прорывам металла под кристаллизатором.
В шестом примере (прототипе) вследствие отсутствия сравнения значений температуры тела рабочих стенок кристаллизатора на различных уровнях по длине слитка приводит к нефиксируемому образованию разрывов оболочки слитка. Дальнейшая разливка в этих условиях без увеличения частоты возвратно-поступательного движения кристаллизатора приводит к прорывам металла под кристаллизатором. В этих условиях снижается производительность и стабильность процесса непрерывной разливки металлов.
В примерах 2-4 уровни измерения температуры тела рабочих стенок кристаллизатора располагают на оптимальных расстояниях от мениска металла, что позволяет измерять температуру в соответствии с закономерностями изменения теплоотвода от слитка и благодаря сравнению полученных значений температуры фиксировать момент образования разрывов оболочки слитка. Сказанное позволяет своевременно увеличить частоту возвратно-поступательного движения кристаллизатора и, тем самым, устранить прорывы металла под кристаллизатором.
Применение способа позволяет повысить производительность процесса непрерывной разливки металлов на 2,1%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015807C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2021869C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015808C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2021868C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038899C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038902C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038900C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038901C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015813C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
Способ непрерывной разливки металлов включает подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного движения, подачу на мениск металла в кристаллизаторе слоя шлаковой смеси, охлаждение рабочих стенок кристаллизатора проточной водой, охлаждение поверхности слитка под кристаллизатором охладителем, а также измерение температуры тела рабочих стенок кристаллизатора по длине и периметру слитка при помощи термопар. В процессе непрерывной разливки измеряют температуру тела рабочих стенок кристаллизатора по длине слитка, находящегося в кристаллизаторе, не менее, чем на двух уровнях на расстоянии соответственно 0,2. ..0,3 и 0,35...0,5 от мениска металла в кристаллизаторе и с шагом по периметру слитка, равным 0,3...1,2 его толщины, и при увеличении значения температуры на нижнем уровне до 50...95% от значения температуры на верхнем уровне хотя бы на одном шаге измерения по периметру слитка увеличивают частоту возвратно-поступательного движения кристаллизатора на 5 - 20% от рабочего значения, а при уменьшении значения температуры на нижнем уровне до 6...49% от значения на верхнем уровне уменьшают частоту движения кристаллизатора до рабочего значения. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного движения, подачу на мениск металла в кристаллизаторе слоя шлаковой смеси, охлаждение рабочих стенок кристаллизатора проточной водой, охлаждение поверхности слитка под кристаллизатором охладителем и измерение температуры рабочих стенок кристаллизатора по длине и периметру слитка при помощи термопар, отличающийся тем, что в процессе непрерывной разливки измеряют температуру рабочих стенок кристаллизатора по длине слитка, находящегося в кристаллизаторе, по меньшей мере на двух уровнях на расстоянии, соответственно, 0,2 - 0,3 и 0,35 - 0,5 от мениска металла в кристаллизаторе и с шагом по периметру слитка, равным 0,3 - 1,2 его толщины, причем при увеличении значения температуры на нижнем уровне до 50 - 95% от значения температуры на верхнем уровне по меньшей мере на одном шаге измерения по периметру слитка увеличивают частоту возвратно -поступательного движения кристаллизатора на 5 - 20% от рабочего значения, а при уменьшении значения температуры на нижнем уровне до 6 - 49% от значения на верхнем уровне уменьшают частоту движения кристаллизатора до рабочего значения.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бойченко М.С | |||
| и др | |||
| Непрерывная разливка стали | |||
| М.: Металлургиздат, 1961, с.200-202, рис.127. | |||
