Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Известен способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного движения, подачу на мениск металла в кристаллизаторе шлаковой смеси, поддержание и направление слитка под кристаллизатором охладителем, распыливаемым форсунками, а также охлаждение рабочих стенок кристаллизатора проточной водой и измерение усилия вытягивания слитка из кристаллизатора [1].
Недостатком известного способа является неудовлетворительное качество непрерывно-литых слитков и недостаточная производительность установок непрерывной разливки металлов. Это объясняется тем, что в процессе непрерывной разливки металлов не производят контроль перемещения кристаллизатора при его возвратно-поступательном движении относительно технологической оси установки. В этих условиях вследствие непрогнозируемых случаев прилипания к рабочим стенкам кристаллизатора или зависания оболочки, формирующейся в первые моменты кристаллизации слитка в кристаллизаторе, происходит разбаланс сил, действующих на противоположные рабочие стенки кристаллизатора.
В результате этого кристаллизатор перекашивается и его траектория не соответствует технологически необходимым параметрам. Этому способствует наличие неизбежных износов и люфтов в шарнирах механизма возвратно-поступательного движения кристаллизатора.
В результате этого кристаллизатор перекашивается и его траектория не соответствует технологически необходимым параметрам. Этому способствует наличие неизбежных износов и люфтов в шарнирах механизма возвратно-поступательного движения кристаллизатора.
Вследствие отсутствия контроля траектории движения рабочих стенок кристаллизатора при его возвратно-поступательном движении на поверхности слитка возникают наружные трещины, разрывы оболочки слитка в кристаллизаторе и, как следствие, прорывы металла под кристаллизатором, что снижает производительность установок непрерывной разливки металлов.
Наиболее близким по технической сущности является способ непрерывной разливки металлов, включающий подачу металла в кристаллизаторе, вытягивание из него слитка с переменной скоростью, подачу на мениск металла в кристаллизаторе шлаковой смеси, сообщение кристаллизатору возвратно-поступательного движения, охлаждение рабочих стенок кристаллизатора проточной водой, поддержание и направление слитка в зоне вторичного охлаждения при помощи роликов, а также охлаждение поверхности слитка под кристаллизатором при помощи охладителя, распыливаемого форсунками [2].
В процессе непрерывной разливки металлов измеряют положение точек пересечения со вспомогательной плоскостью нормалей к плоскостям, связанным с касательным к первым поддерживающим роликам зоны вторичного охлаждения и к внутренним поверхностям широких рабочих стенок кристаллизатора в их нижней части по большому и малому радиусам в цикле качания кристаллизатора. При этом определяют положение вала привода направляющего элемента в механизме движения кристаллизатора, при отклонении амплитуды колебания точек пересечения со вспомогательной плоскостью упомянутых нормалей от допускаемых значений фиксируют отклонение в положении опорных элементов рычагов привода механизма качения кристаллизатора и корректируют их положение.
Недостатком известного способа является неудовлетворительное качество непрерывно-литых слитков и недостаточная производительность процесса непрерывной разливки металлов. Это объясняется тем, что при обнаружении нестабильной работы рычагов механизма возвратно-поступательного движения кристаллизатора не производят соответствующее изменение скорости вытягивания слитка. В этих условиях возможен перекос кристаллизатора под действием сил прилипания или зависания оболочки слитка на рабочих стенках кристаллизатора. Дальнейшая разливка без снижения скорости вытягивания слитка приводит к разрыву оболочки, ухудшению качества поверхности слитка и прорывам металла под кристаллизатором.
Технический эффект при использовании изобретения заключается в улучшении качества непрерывно-литых слитков, повышении стабильности и производительности процесса непрерывной разливки металлов.
Указанный эффект достигается тем, что в кристаллизатор подают металл, вытягивают из него слиток с переменной скоростью, подают на мениск металла в кристаллизаторе шлаковую смесь, сообщают кристаллизатору возвратно-поступательное движение, охлаждают рабочие стенки кристаллизатора проточной водой, поддерживают и направляют слиток в зоне вторичного охлаждения при помощи роликов, охлаждают поверхность слитка под кристаллизатором охладителем, распыливаемым форсунками, фиксируют траекторию перемещения кристаллизатора посредством измерения величины отклонения нормали к рабочим стенкам кристаллизатора на вспомогательной плоскости от среднего положения за каждый цикл возвратно-поступательного движения.
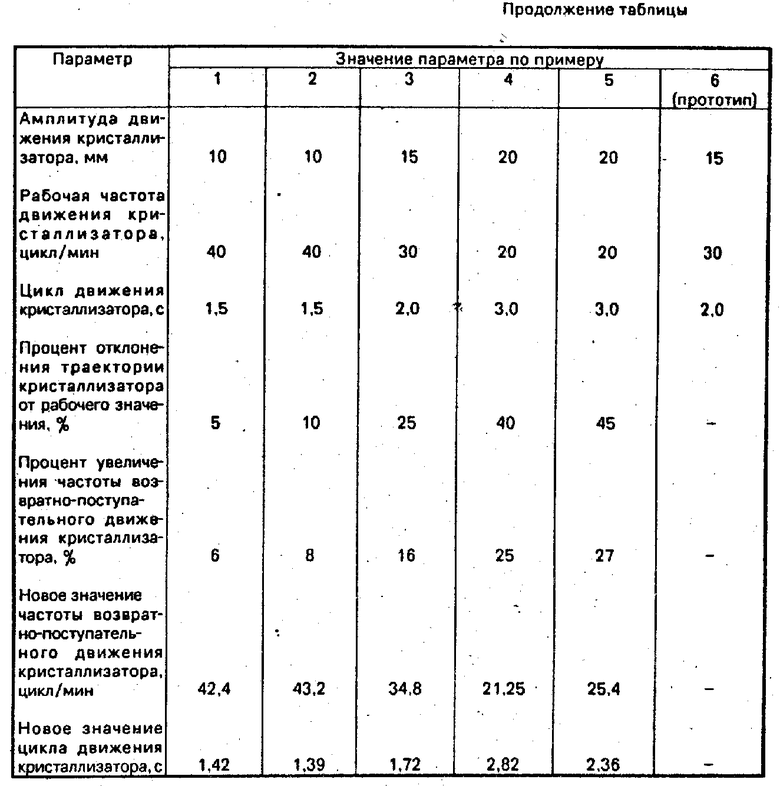
В процессе непрерывной разливки при отклонении траектории в процессе одного цикла движения кристаллизатора на 10...40% от текущего рабочего отклонения увеличивают частоту возвратно-поступательного движения кристаллизатора на 8-25% от рабочего значения.
Улучшение качества непрерывно-литых слитков будет происходить вследствие увеличения частоты возвратно-поступательного движения кристаллизатора в случае изменения траектории движения кристаллизатора в каждом цикле качания, что означает перекос кристаллизатора из-за наличия зависания оболочки на его стенках. В этих условиях возможные разрывы оболочки слитка залечиваются, прекращается их дальнейшее образование, устраняются прорывы металла под кристаллизатором, на поверхности слитка не образуются надрывы, пояса, заливины, ужимины и т.д.
Повышение стабильности и производительности процесса непрерывной разливки металлов будет происходить вследствие устранения разрывов оболочки слитка в кристаллизаторе, увеличения ее толщины и сокращения прорывов металла под кристаллизатором.
Диапазон отклонения траектории движения кристаллизатора на 10...40% от текущего ее значения в течение одного цикла возвратно-поступательного движения кристаллизатора объясняется закономерностями прилипания оболочки слитка к рабочим стенкам кристаллизатора, выработки шарниров механизма возвратно-поступательного движения кристаллизатора, а также параметрами движения.
При меньших значениях увеличивать частоту возвратно-поступательного движения кристаллизатора не имеет смысла, так как такое отклонение траектории кристаллизатора не означает факт зависания оболочки слитка и ее разрыва.
При больших значениях неизбежны прорывы металла под кристаллизатором вследствие разрыва оболочки слитка. В этом случае необходимо прекращение вытягивания слитка.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от величины амплитуды возвратно-поступательного движения кристаллизатора.
Диапазон увеличения частоты возвратно-поступательного движения кристаллизатора в пределах 8-25% от рабочего значения объясняется закономерностями формирования оболочки слитка, роста ее толщины и процессов нарушения сплошности оболочки по периметру кристаллизатора. При меньших значениях увеличения частоты возвратно-поступательного движения кристаллизатора не обеспечивается залечивание разрывов оболочки слитка при его выходе из кристаллизатора, что приводит к прорывам металла. При больших значениях будет происходить перерасход энергии на движение кристаллизатора с большей частотой без дальнейшего обеспечения залечивания разрывов оболочки слитка.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от рабочего значения частоты возвратно-поступательного движения кристаллизатора.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого способа критерию "изобретательский уровень".
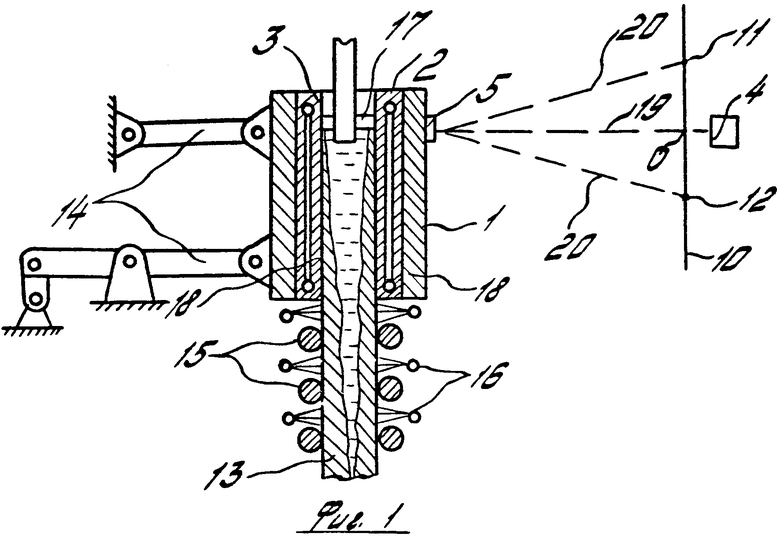
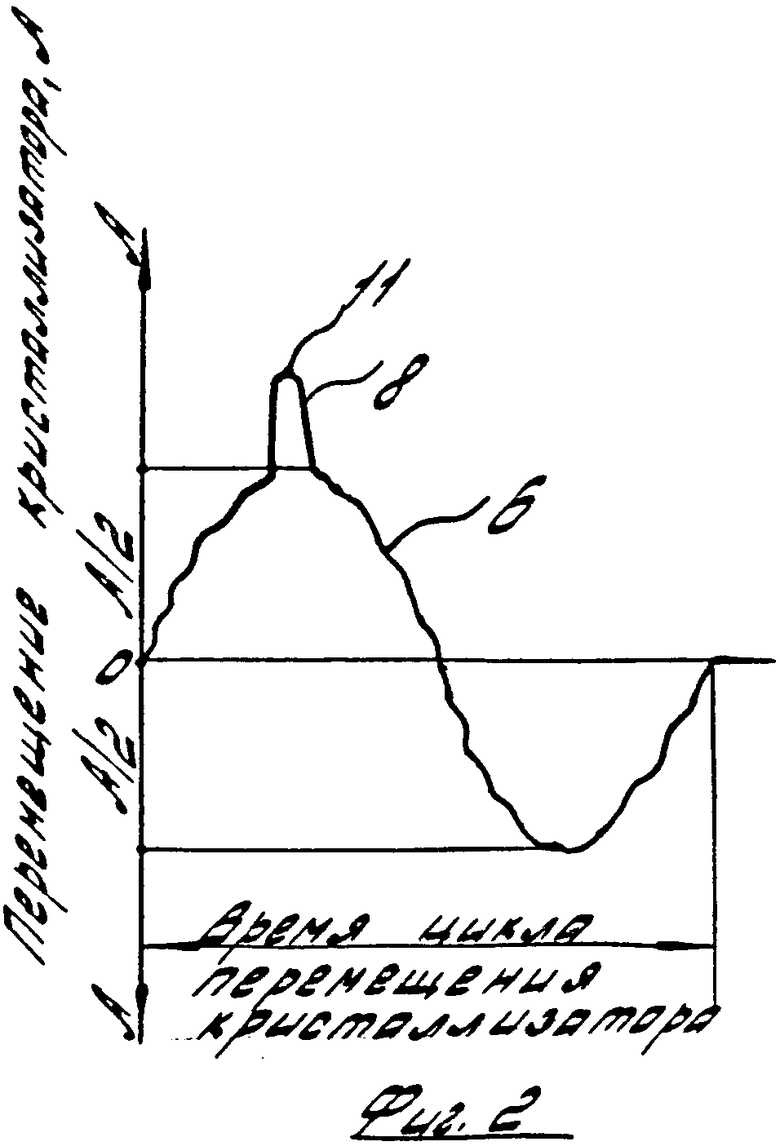
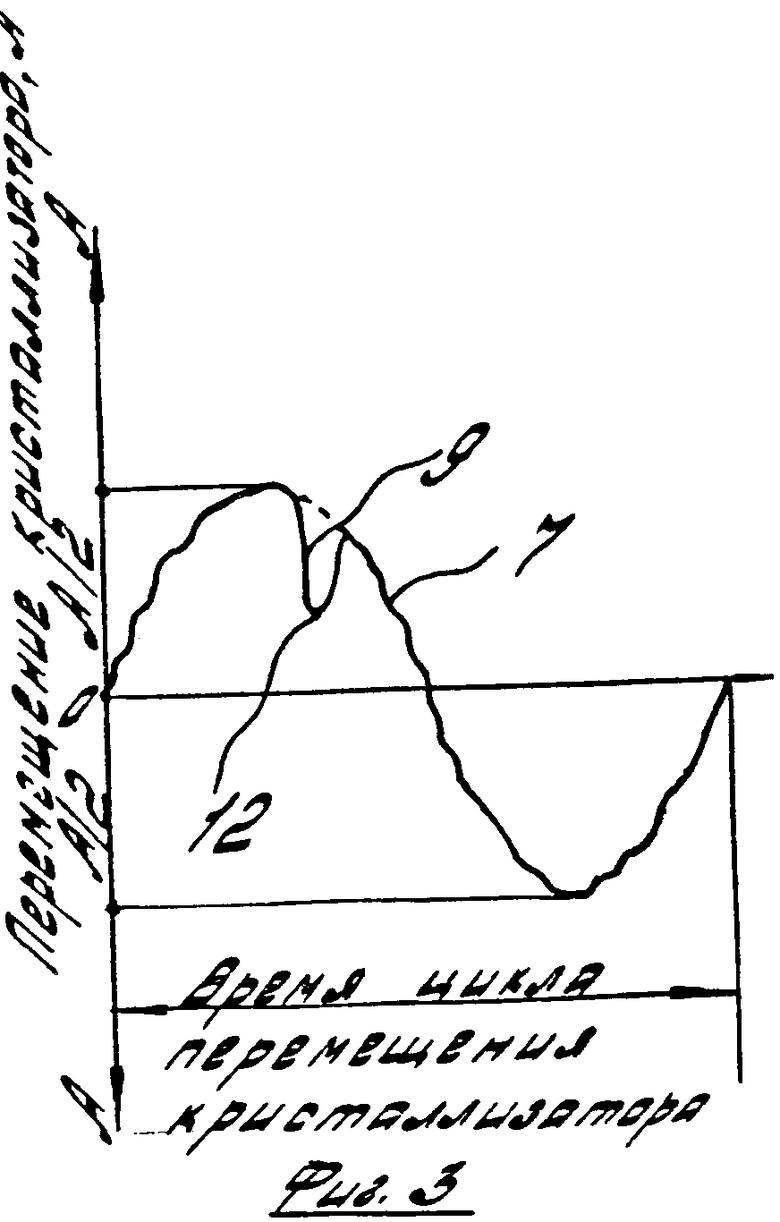
На фиг. 1 показана схема устройства контроля траектории движения кристаллизатора; на фиг.2 и 3 - графики траектории движения кристаллизатора.
Устройство контроля движения траектории состоит из кристаллизатора 1 с рабочими стенками 2 и 3, источника направляющего излучения 4, оптической системы 5, в состав которой входят оптические отражатели, приемное устройство и устройство обработки изображений. Позициями 6 и 7 обозначены траектории перемещения кристаллизатора, 8 и 9 - искажения траектории, 10 - вспомогательная плоскость, 11 и 12 - отражения перемещения кристаллизатора в крайние точки соответственно, 13 - слиток, 14 - механизм возвратно-поступательного движения, 15 - ролики, 16 - форсунки, 17 - шлаковая смесь, 19 - нормаль, 20 - отраженный луч, "0" - среднее положение, А - амплитуда.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки металлов в кристаллизатор 1 подают смесь марки 3сп и вытягивают из него слиток 13 с переменной скоростью. На мениск металла в кристаллизаторе 1 подают шлаковую смесь 17 на основе CaO-SiO2-Al2O3. Кристаллизатору 1 сообщают возвратно-поступательное перемещение при помощи механизма 14 по синусоидальному закону. Рабочие стенки 2 и 3 кристаллизатора 1 охлаждают водой, протекающей по каналам 18. Слиток 13 в зоне вторичного охлаждения поддерживают и направляют при помощи роликов 15 и охлаждают водой, распыливаемой форсунками 16.
В процессе непрерывной разливки фиксируют траектории 6 и 7 перемещения кристаллизатора 1 посредством измерения величины отклонения нормали 19 к рабочим стенкам 2 и 3 кристаллизатора 1 на вспомогательной плоскости 10 от среднего положения "0" за каждый цикл возвратно-поступательного движения.
Нормаль 19 создает посредством источника направленного излучения 4, например лазера, луч которого направляется в сторону оптического отражателя 5, например, зеркала. В плоскости 10 расположено электронное устройство приема и обработки изображения отраженного луча. Устройство обработки изображения производит развертку траектории движения кристаллизатора 1 или отраженного луча 20 в графики, показанные на фиг.2 и 3 в соответствующем масштабе. На этих графиках показаны траектории 7 и 6 движения кристаллизатора по синусоидальному закону, а также отклонения этих траекторий в процессе одного цикла движения кристаллизатора от нормального рабочего отклонения синусоиды от среднего значения "0".
Отклонение 8 траектории 6 в точку 11 характеризует отклонение кристаллизатора или его перекос влево относительно слитка 13. Отклонение 9 траектории 7 в точку 12 характеризует отклонение кристаллизатора или его перекос вправо относительно слитка 13.
В процессе непрерывной разливки при отклонении 8 или 9 траектории в процессе одного цикла движения кристаллизатора на 10...40% от текущего рабочего отклонения 6 или 7 увеличивают частоту возвратно-поступательного движения кристаллизатора на 8-25% от рабочего значения.
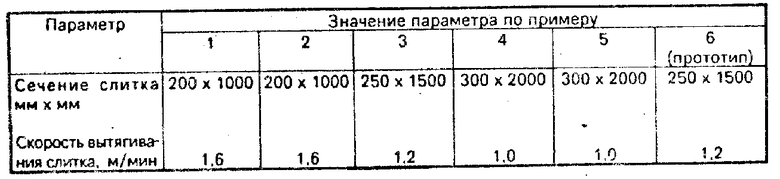
В таблице приведены примеры осуществления изображения с различными технологическими параметрами.
В первом примере будут происходить прорывы металла под кристаллизатором и ухудшаться качество поверхности слитка вследствие недостаточного увеличения частоты возвратно-поступательного движения кристаллизатора при небольшой величине его перекоса.
В пятом примере будут происходить прорывы металла под кристаллизатором вследствие большой величины перекоса кристаллизатора.
В шестом примере, прототипе, будут происходить прорывы металла под кристаллизатором и будет ухудшаться качество поверхности слитка вследствие отсутствия увеличения частоты возвратно-поступательного движения кристаллизатора при его перекосе в процессе движения.
В примерах 2-4 будут отсутствовать прорывы металла и будет улучшаться качество поверхности слитков вследствие увеличения частоты возвратно-поступательного движения кристаллизатора в оптимальных пределах при его перекосе в процессе движения.
После устранения перекосов в движении кристаллизатора и восстановления его траектории уменьшают частоту движения кристаллизатора до рабочего значения. При увеличении отклонения траектории свыше 40% от рабочего значения прекращают процесс вытягивания слитка. В общем случае кристаллизатор может быть прямолинейным или криволинейным для отливки слитков различных сортаментов: слябов, блюмов, квадратов или круглого сечения. Кристаллизатору возможно сообщать возвратно-поступательное перемещение по синусоидальному, прямолинейному или другим законам.
Применение способа позволяет улучшить качество непрерывно-литых слитков на 1,2%, увеличить производительность процесса непрерывной разливки на 1,6% .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015811C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015806C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015807C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038899C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015808C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2021869C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2021868C1 |
Способ непрерывной разливки металлов включает подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, подачу на мениск металла в кристаллизаторе шлаковой смеси, сообщение кристаллизатору возвратно-поступательного движения, охлаждение рабочих стенок кристаллизатора проточной водой, поддержание и направление слитка в зоне вторичного охлаждения при помощи роликов, охлаждение поверхности слитка под кристаллизатором охладителем, распыливаемым форсунками, фиксирование траектории перемещения кристаллизатора посредством измерения величины отклонения нормали к рабочим стенкам кристаллизатора на вспомогательной плоскости от среднего положения за каждый цикл возвратно-поступательного движения, при этом для улучшения качества непрерывно-литых слитков, повышения стабильности и производительности в процессе непрерывной разливки, при отклонении траектории в процессе одного цикла движения кристаллизатора на 10 ... 40% от текущего рабочего отклонения увеличивают частоту возвратно-поступательного движения кристаллизатора на 8 ... 25% от рабочего значения. 3 ил. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, подачу на мениск металла в кристаллизаторе шлаковой смеси, сообщение кристаллизатору возвратно-поступательного движения, охлаждение рабочих стенок кристаллизатора проточной водой, поддержание и направление слитка в зоне вторичного охлаждения при помощи роликов, охлаждение поверхности слитка под кристаллизатором охладителем, распыливаемым форсунками, и фиксирование траектории перемещения кристаллизатора посредством измерения величины отклонения нормали к рабочим стенкам кристаллизатора на вспомогательной плоскости от среднего положения за каждый цикл возвратно-поступательного движения, отличающийся тем, что в процессе непрерывной разливки при отклонении траектории перемещения кристаллизатора за один цикл его движения на 10 - 40% от текущего рабочего отклонения увеличивают частоту возвратно-поступательного движения кристаллизатора на 8 - 25% от рабочего значения.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ автоматического контроля работы механизма качания кристаллизатора | 1985 |
|
SU1369867A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
