Изобретение относится к порошковой металлургии, в частности к способу полунепрерывного прессования расходуемых электродов из высокореакционных металлов и сплавов, например, титановых, с последующей выплавкой из них крупногабаритных слитков.
Известен способ формирования длинномерных изделий из металлического порошка, включающий засыпку порошка порциями в контейнер, прессование его с одновременным проталкиванием через матрицу пуансоном.
Способ достаточно производителен и позволяет получить изделия хорошего качества из металлического порошка, но измельчение компонентов шихты до мелкой порошковой фракции (перед прессованием) связано с высокой трудоемкостью, особенно труднодеформируемых титановых сплавов.
Наиболее близким по технической сущности к предлагаемому является способ изготовления расходуемого электрода полунепрерывным прессованием шихтовых материалов через конусную проходную матрицу (прототип).
Известный способ изготовления электрода позволяет получить достаточно длинный и однородный в поперечном сечении электрод с удовлетворительной поверхностью и допустимой кривизной из смеси сыпучих компонентов, отличающихся друг от друга по форме, плотности, массе, размерам, сцепляемости и т. д.
Недостатками прототипа являются недостаточно высокие прочностные характеристики электрода и пониженная производительность при изготовлении электродов из высоколегированных сплавов. Это объясняется следующим. Основным компонентом шихты (65-95%) является губчатый титан фракции 1-72 мм; 5-35% составляют отходы (стружка, обрезь, куски, облой и т.д.); 0,15--13,0% - лигатура фракции 0,5-25 мм. Все шихтовые материалы сбрасываются с весов автоматического дозатора одновременно в один общий поток, который по желобу попадает в смеситель, выполненный в виде полой груши со стационарными внутренними лопастями. После перемешивания шихта непрерывным потоком ссыпается по желобу в приемную воронку матрицы. При перемещении шихты по желобу длиной 1-2 мм более крупная ее фракция (губка, кусковые отходы) несколько опережает основную массу порции, а наиболее мелкая фракция (лигатура, мелкая губка, стружка), наоборот, отстает от общей порции, увеличивая время ссыпки шихты. При прессовании высоколегированных сплавов с большим содержанием лигатуры в чистом виде (Вт 16, Вт23, Вт22 и др.) время ссыпки увеличивается на 15-20% по сравнению со слаболегированными сплавами (Вт1-0, Вт1-00 и т.д. ). При этом лигатура (при прессовании высоколегированных сплавов) в большинстве своем скапливается в верхней половине ссыпанной порции, а так как она состоит, как правило, из химических элементов (Мо, V, Сr и т.д.) с высокими прочностными характеристиками (по сравнению с губчатым титаном), уплотнение верхней части ссыпки ухудшается, что может привести к поломке электрода при транспортировке или загрузке в плавильную печь.
Изобретение направлено на повышение производительности процесса при сохранении удовлетворительных прочностных характеристик изготавливаемого электрода.
Поставленная задача решается тем, что в способе изготовления расходуемого электрода, включающем смешивание шихтовых сыпучих материалов крупной, средней и мелкой фракции, подачу их по желобу порциями в конусную матрицу, прессование шихты с одновременным продавливанием порций через матрицу за один ход пуансона, прессование начинают после попадания в приемную часть матрицы компонентов шихты крупной и средней фракции, а компоненты шихты мелкой фракции прессуют со следующей порцией шихты. При смешивании шихтовых материалов в качестве компонентов крупной фракции берут губку титана, литой кусковой материал и обрезь, а в качестве компонентов мелкой фракции берут лигатуру, мелкую губку и стружку.
В предлагаемом решении порция шихты, состоящая из крупной, средней и мелкой фракций сбрасывается с весов дозатора одновременно и подается в смеситель. После перемешивания порция шихты по желобу перемещается к матрице. При этом перемещении по желобу длиной до 2 м происходит перераспределение фракций шихты: крупная и средняя (губка и кусковые отходы) попадают в матрицу раньше, чем мелкая фракция (лигатура, мелкая губка и стружка), скорость перемещения которой меньше. Прессование начинают сразу после попадания в приемную часть матрицы крупной и средней фракций шихты, отсекая пресс-штемпелем мелкую фракцию, которая остается на конце желоба и частично на стенках приемной воронки матрицы. Оставшаяся часть порции состоит из кусочков шихты мелкой и средней фракции, а это - лигатура, стружка и мелкая губка. В связи с высокими прочностными свойствами первых двух компонентов спрессовывается эта часть порции хуже, чем основная масса. После подъема пресс-штемпеля оставшаяся часть порции первой попадает в выемку эпюры (пресс-штемпель имеет фигурную рабочую часть), а сверху в этом время ссыпается часть следующей порции, более пластичной, в связи с тем, что в ней основу составляют крупные куски губчатого титана. Такое перераспределение фракций одной порции улучшает качество прессуемого электрода. Основная масса лигатуры попадает в центр эпюры (выход лигатуры на периферию является браком, электрод сдается вторым сортом). Легирующие элементы, из которых большинство тугоплавкие, находясь в центре электрода, при его распределении в ВДП, позволяют получить более однородную структуру, снижают возможность образования внутренних литейных дефектов. В связи с тем, что на периферии количество крупных кусковых фракций (губка, литой кусок, обрезь) выше, чем в целом в порции, цилиндрическая поверхность электрода не имеет трещин. Трещинообразование на поверхности считается недопустимым и такие электроды сдаются в плавильный отдел после дополнительной операции укрепления электрода продольными литыми элементами.
Использование предлагаемого способа изготовления расходуемого электрода позволит повысить производительность процесса за счет сокращения времени прессования одной порции шихты на 15-30%; повысить качество изготавливаемых электродов и качество плавления их за счет распределения лигатурных фракций в центральной части электрода; снизить образование трещин на поверхности электрода за счет лучшего распределения губчатого титана по периферии электрода.
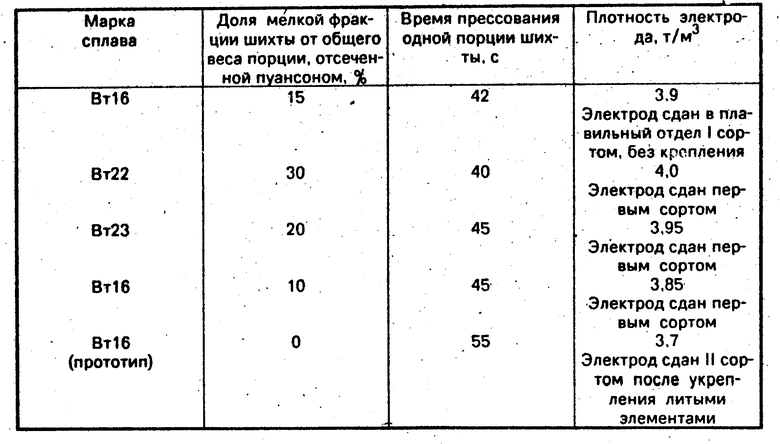
Предлагаемый способ опробован в промышленных условиях при прессовании расходуемых электродов диаметром 495 мм, длиной 4500 мм, весом 3300 кг сплавов Вт16, Вт22, Вт23 на гидравлическом прессе модели Д6150М усилием 10 тыс. тс. Конкретные технологические режимы осуществления предлагаемого способа и полученные при этом результаты приведены в таблице. Для получения сравнительных данных параллельно проводилось прессование однотипных электродов по известному способу-прототипу. Вес одной порции шихты равен 125 кг; допустимая плотность отпрессованного электрода 3,8 т/м3. Каждая порция шихты состоит из крупной, средней и мелкой фракций, которые, в свою очередь, состоят из следующих компонентов. Крупная фракция из литых кусковых отходов размерами 50-150 мм; обрези толщиной 1-15 мм, шириной до 70 мм и губчатого титана размерами 35-100 мм. Средняя фракция из губчатого титана и лигатуры размерами 5-35 мм. Мелкая фракция из губчатого титана и лигатуры размерами 0,5-5 мм.
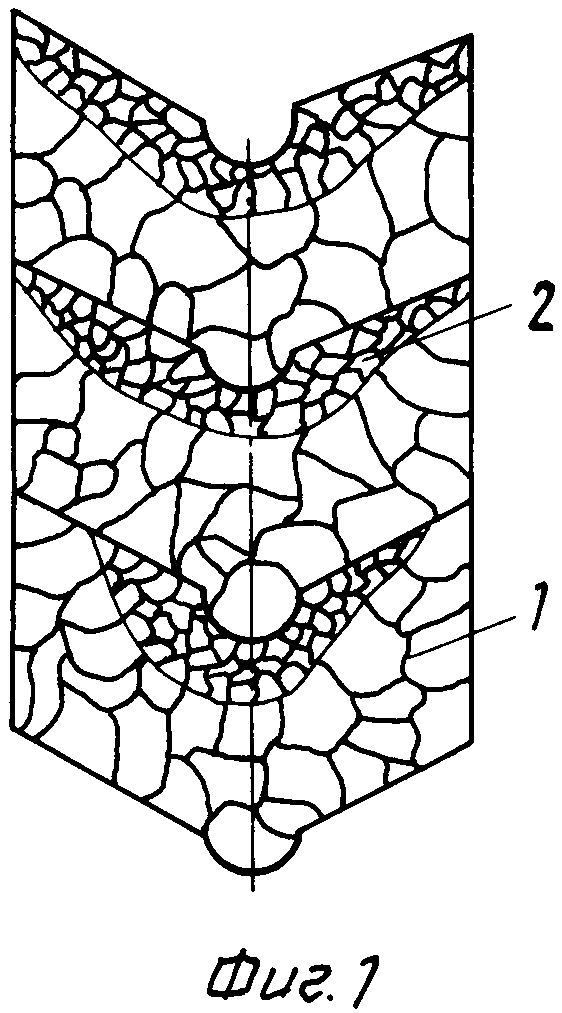
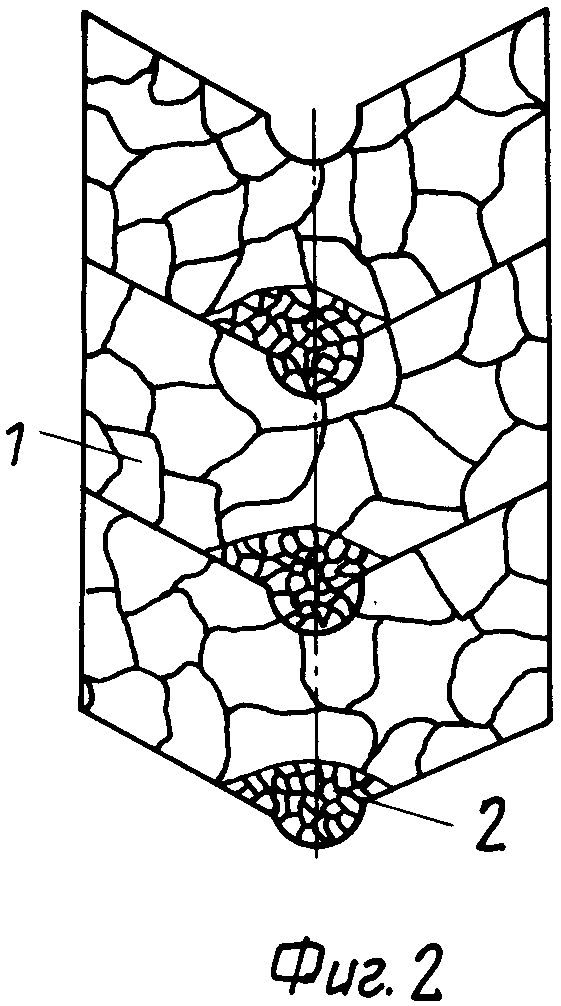
На фиг.1 показано распределение крупной 1 и мелкой 2 фракций шихты электрода, изготовленного по известному способу-прототипу; на фиг.2 - распределение крупной 1 и мелкой 2 фракций шихты в электроде, изготовленном по предложенному способу.
Сущность изобретения заключается в том, что при изготовлении расходуемого электрода порцию шихты, состоящую из крупной, средней и мелкой фракции, сбрасывают с весов дозатора одновременно и подают в смеситель. После перемешивания порция шихты по желобу перемещается к матрице. При этом перемещении по желобу длиной до 2 м происходит перераспределение фракций шихты: крупная и средняя попадают в матрицу раньше, чем мелкая фракция. Крупная и средняя фракции представляют собой губку и кусковые отходы, а мелкая фракция - лигатуру, мелкую губку и стружку. Прессование начинают сразу после попадания в приемную часть матрицы крупной и средней фракций шихты, отсекая пресс-штемпелем мелкую фракцию, которая остается на конце желоба. Оставшаяся часть порции состоит из кусочков шихты мелкой и средней фракции. В связи с высокими прочностными свойствами первых двух компонентов эта часть порции спрессовывается хуже, чем основная масса. После подъема пресс-штемпеля оставшаяся часть порции первой попадает в выемку фигурной рабочей части пресс-штемпеля, а сверху в это время ссыпается часть следующей порции, более пластичной. Такое перераспределение фракций одной порции улучшает качество прессуемого электрода. 1 з. п. ф-лы, 2 ил., 1 табл.
| Плавка и литье титановых сплавов под ред | |||
| Добаткина В.И., М.: Металлургия, 1978, с.264-271. |

