Изобретение относится к порошковой металлургии, в частности к способу полунепрерывного прессования расходуемых электродов из высокореакционных металлов и сплавов, например титановых, с целью получения из них крупногабаритных слитков.
Известен способ формирования длинномерных изделий из металлического порошка, включающий засыпку порошка порциями в контейнер, прессование его и проталкивание через матрицу пуансоном. Для повышения производительности процесса проталкивание и прессование осуществляют одновременно за один рабочий ход пуансона. Перемещая вниз пуансон из крайнего верхнего положения, осуществляют предварительное уплотнение засыпанной порции шихты в матрице. При этом создается противодавление за счет сил трения от находящихся в матрице ранее спрессованных порций. Когда давление предварительного уплотнения засыпанной порции достигает величины сопротивления, создаваемого силами трения спрессованных порций о стенки матрицы, предварительное уплотнение заканчивается и начинается проталкивание через матрицу находящихся в ней порций. При этом проталкивание осуществляется на высоту одной спрессованной порции [1].
Такой способ прессования позволяет с большой производительностью получать изделия с однородной плотностью, хорошего качества, но при формировании крупногабаритных изделий из неоднородных по геометрии и весу компонентов электроды не всегда получаются требуемой прочности.
Наиболее близким по технической сущности к заявляемому является способ полунепрерывного прессования через конусную проходную матрицу шихтовых материалов с целью получения крупногабаритных расходуемых электродов для выплавки слитков титановых сплавов. Известный способ позволяет получить достаточно длинный и однородный в поперечном сечении электрод с минимальными изгибами в продольном направлении весом до 5,5 тс [2].
Прочностные характеристики электрода зависят от количества и качества шихтующих отходов, фракции и плотности губки, количества лигатуры, вносимой в электрод в чистовом виде и некоторых других условий. Совокупность неблагоприятных факторов ослабляет электрод. По периметру электрода (границе соприкосновения с внутренней поверхностью втулки) состав шихты неодинаков, различны скорости движения прессуемой массы. В отдельных макрообъемах могут скапливаться "не сцепляемые" компоненты шихты, например отходы и некоторые лигатуры. А это приводит к ослаблению сил сцепления не только между компонентами одной ссыпки, но и между ссыпками. Отпрессованные электроды плавятся в вертикально подвешенном состоянии. При этом поверхностное сцепление между порциями по известному способу примерно одинаково и, когда в электроде присутствуют макрообъемы с "не сцепляемыми" компонентами отходов и лигатуры, особенно в верхней части электрода, может быть обрыв электрода в процессе плавления. Чтобы этого не произошло, силы сцепления верхней порции шихты с нижней должны быть максимальные и должны превышать вес электрода. Силы сцепления нижней порции шихты с верхней должны превышать только вес порции. Количество порций шихты в электроде до 40. Вес одной порции составляет до 164 кг, а вес всего электрода достигает 6,0...6,5 тс. Следовательно, прочностные характеристики электрода являются одним из основных факторов качественного переплава полученных расходуемых электродов.
Цель изобретения - повышение прочности расходуемого электрода за счет дифференцированного распределения плотности порций шихты и усилий сцепления между порциями и повышение производительности процесса.
Это достигается тем, что в известном способе полунепрерывного прессования расходуемого электрода, включающем засыпку шихты порциями в конусную матрицу, их уплотнение и проталкивание прессовки через матрицу, первую порцию шихты уплотняют без проталкивания при давлении, равном 30-70% максимального давления прессования электрода, начиная с второй порции до прессования последней порции давление прессования повышают на 3-20% до максимального давления прессования электрода и проталкивание осуществляют на высоту, равную 2,0-1,1 высоты уплотненной порции, а последнюю порцию уплотняют при максимальном давлении и проталкивают на высоту 1,5-3,5 высоты прессованной порции.
Повышение давления прессования напрямую связано с увеличением высоты в рабочей втулке спрессованной части электрода. При постепенном подъеме вверх уровня спрессованной части электрода увеличивается давление прессования. Высота уплотненной порции определяется эмпирическим путем, так как зависит от многих параметров, в частности от диаметра электрода, количества и механических свойств шихтовых материалов и др. Высота проталкиваемой порции напрямую связана с изменением максимального рабочего давления. Чем ниже высота проталкиваемой порции, тем меньше требуется давление для прессования последующих порций, так как соответственно снижается и противодавление спрессованных порций. Увеличение высоты спрессованной части электрода увеличивает противодавление и давление прессования.
Уплотнение первой порции электрода давлением на 30...70% ниже максимального, при котором прессуют верхние порции шихты, позволяет получить достаточно прочную первую нижнюю прессовку. Уменьшение давления ниже 30% от максимального приводит впоследствии к разрушению нижней части электрода (первой прессовки). Повышение давления более 70% от максимального приводит к снижению возможности дополнительного уплотнения верхних прессовок, к снижению производительности процесса.
Повышение давления на 3...20% при прессовании 1/3...2/3 высоты электрода до максимально возможного позволяет наиболее рационально распределить по длине электрода усилия сцепления между порциями. При повышении давления менее чем на 3% происходит ослабление усилий сцепления между порциями, возможны поломки электрода при транспортировке или обрывы прессовок в печи при плавлении. При повышении давления более чем на 20% максимальное давление прессования достигается уже на нижних прессовках, а прессование почти всего электрода на максимальном давлении нерационально.
Проталкивание первых порций, начиная с второй, на высоту 2,0...1,1 высоты прессованной порции, постепенно уменьшая до нижнего граничного значения, позволяет дополнительно уплотнить верхние прессовки предыдущего электрода и наиболее рационально распределить давление прессования по всей длине электрода.
Проталкивание последней порции электрода на 1,5...3,5 высоты прессованной порции позволяет дополнительно уплотнить верхние порции электрода, увеличить усилия сцепления между верхними порциями (особенно между последней и предпоследней). Такое проталкивание обеспечивает возможность ступенчатого повышения давления прессования. Проталкивание менее чем на 1,5 высоты спрессованной порции снижает возможность уплотнения верхних порций электрода. Проталкивание более чем на 3,5 высоты спрессованной порции снижает возможности уплотнения нижних порций, они могут разрушиться при дальнейших операциях, например транспортировке.
Матрица, используемая при прессовании электрода в предлагаемом способе той же конструкции, что и в прототипе: конусная проходная втулка. Прессование электрода ведется полунепрерывным способом: готовый электрод выталкивается следующим прессуемым и т.д. Высота проталкивания одной порции по способу-прототипу равна высоте прессованной порции, при этом давление прессования постоянно на всей порции и меняется незначительно в зависимости от качества прессуемой шихты.
Использование предлагаемого способа полунепрерывного прессования расходуемого электрода позволит повысить прочность электрода, особенно верхней его части за счет усиления связи между верхними порциями; повысить производительность процесса прессования за счет снижения времени прессования нижних порций шихты; уменьшить кривизну электрода за счет снижения плотности нижних порций шихты.
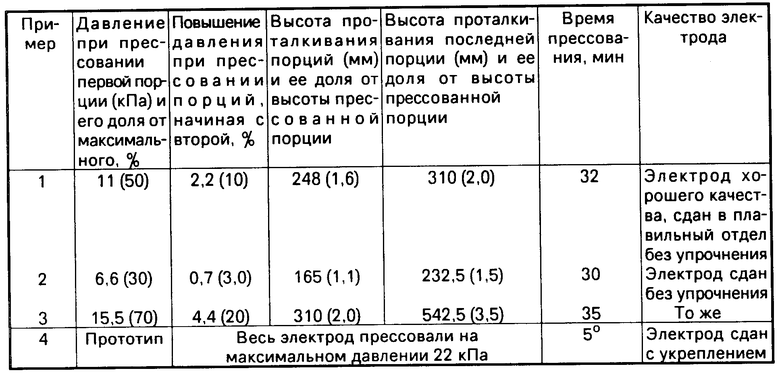
Реализация предлагаемого способа осуществлялась в промышленных условиях прессового цеха плавильно-литейного завода при прессовании расходуемых электродов диаметром 640 мм, весом 6450 кг, длиной 5280 мм на вертикальном гидравлическом прессе усилием 10000 тс. Сплав электрода Вт1-0, количество отходов: 5% стружки, 10% обрези, 10% кусковых, остальное титановая губка. Вес одной порции шихты 164 кг. Прессование осуществляли по режимам, заявленным в способе (примеры 1-3). Одновременно для получения сравнительных данных проводилось прессование электродов по известному способу-прототипу (пример 4). Данные прессования и полученные результаты приведены в таблице.
Процесс изготовления электрода (предлагаемый способ) можно рассмотреть на примере 1 (см. табл. ). Последнюю порцию шихты предыдущего электрода проталкивали на высоту 310 мм, затем первую порцию шихты следующего электрода уплотняли до давления прессования 11 кПа, не проталкивая, вторую порцию шихты проталкивали при давлении прессования 13,2 кПа на высоту 290-300 мм, третью порцию шихты проталкивали при давлении 15,4 кПа на высоту 285-295 мм и т.д. Причем давление прессования каждой порции набирали постепенно до максимального, а сам этот набор зависит от высоты проталкивания: чем она меньше, тем выше давление. Если в описываемом примере вторую порцию шихты протолкнуть на высоту всего лишь 200 мм, то давление прессования сразу будет близкое к максимальному и соответственно все остальные прессовки придется проталкивать на высоту 248 мм на максимальном давлении, а это известный технологический процесс (прототип).
Изобретение относится к порошковой металлургии. Сущность изобретения: предложен способ полунепрерывного прессования расходуемого электрода, включающий засыпку шихты порциями в конусную матрицу, их уплотнение и проталкивание уплотненной порции через матрицу, согласно которому первую порцию шихты уплотняют при давлении, равном 30 - 70 % максимального давления прессования, начиная с второй порции давление прессования повышают на 3 - 20 % , а проталкивание осуществляют на высоту, равную 1,1 - 2,0 высоты уплотненной порции, а последнюю порцию уплотняют при максимальном давлении и проталкивают на высоту 1,5 - 3,5 высоты уплотненной порции. 1 табл.
СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА, включающий засыпку шихты порциями в конусную матрицу, их уплотнение и проталкивание уплотненных порций через матрицу, отличающийся тем, что перую порцию шихты уплотняют при давлении, равном 30-70% максимального давления прессования электродов, начиная со второй порции давления прессования повышают на 3-20% и осуществляют проталкивание на высоту, равную 1,1-2,0 высоты уплотненной порции, а последнюю порцию уплотняют при максимальном давлении и проталкивают на высоту 1,5-3,5 высоты уплотненной порции.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Плавка и литье титановых сплавов | |||
| Под ред.Добайкина В.И | |||
| М.: Металлургия, 1978, с.265-271, рис.107 и 108. | |||

