Изобретение относится главным образом к технологии производства кабельных изделий, в частности изолированных жил проводов и кабелей с пластмассовой изоляцией, и может также применяться при изготовлении других скрученных из проволок изделий, например, тросов с полимерным покрытием.
Цель изобретения - обеспечение продольной герметизации жилы при одновременном снижении продольной усадки изоляции.
При осуществлении способа в качестве материала покрытия отдельных проволок жилы используют полимерные композиции на основе полиолефинов, имеющих твердость по Шору не ниже 30, предпочтительно 30-90, например композиции на основе полиэтилена высокого давления, полиэтилена низкого давления, сополимера этилена с винилацетатом.
Изоляцию экструдируют на заготовку жилы при температуре, по меньшей мере равной температуре плавления материала покрытия, но не выше температуры термической деструкции материала покрытия. Температуру экструдирования изоляции выбирают в зависимости от сечения токопроводящей жилы, толщины изоляции, скорости экструдирования изоляции и использования предварительного подогрева заготовки жилы перед входом ее в головку экструдера. В любом случае температуру экструдирования изоляции выбирают из условия обеспечения расплавления материала покрытия.
Ниже приведены примеры осуществления изобретения (1-5) и контрольные примеры (6-9). Во всех примерах полимерное покрытие на отдельные проволоки жилы экструдируют на экструдере ВМ-30 с диаметром червяка 30 мм, заготовку жилы скручивают на крутильной машине сигарного типа КС-12, а экструдирование изоляции на заготовку жилы производят на экструдере Андуарт-60 с диаметром червяка 60 мм.
П р и м е р 1. На медную проволоку диаметром 0,3 мм при температуре на головке экструдера 200оС экструдируют покрытие радиальной толщины 0,15 мм из композиции марки 107-02К на основе полиэтилена высокого давления, имеющей твердость по Шору 90. Затем скручивают заготовку жилы сечением 0,5 мм2 конструкции 7х0,30 мм, располагая вокруг центральной проволоки с экструдированным покрытием наружный повив из шести голых медных проволок. Полученную заготовку перед входом в головку экструдера для наложения изоляции подогревают, используя обогреваемый калибр с температурой 130оС. Заготовку изолируют той же композицией марки 107-02К. Экструдирование изоляции производят при температуре на головке экструдера 220оС. Диаметр изолированной жилы 1,95 мм.
П р и м е р 2. На медную проволоку диаметром 0,42 мм при температуре на головке экструдера 210оС экструдируют покрытие радиальной толщины 0,15 мм из силанольносшивающейся композиции марки 158-201 на основе полиэтилена высокого давления, имеющей твердость по Шору 80. Затем скручивают заготовку жилы сечением 1,0 мм2 конструкции 7х0,42 мм, располагая вокруг центральной проволоки с экструдированным покрытием наружный повив из шести голых медных проволок. Полученную заготовку изолируют той же композицией марки 158-201. Экструдирование изоляции производят при температуре на головке экструдера 225оС. Диаметр изолированной жилы 2,45 мм.
П р и м е р 3. На медную проволоку диаметром 0,42 мм при температуре на головке экструдера 200оС экструдируют покрытие радиальной толщины 0,15 мм из композиции марки 107-02К на основе полиэтилена высокого давления, имеющей твердость по Шору 90. Затем скручивают заготовку жилы сечением 2,5 мм2 конструкции 19х0,42 мм. При скрутке в центре заготовки располагают проволоку с экструдированным покрытием, на центральную проволоку накладывают повив из трех голых медных проволок, чередующихся с тремя проволоками с экструдированным покрытием, после чего располагают наружный повив из двенадцати голых медных проволок. Полученную заготовку перед входом в головку экструдера для наложения изоляции подогревают, используя обогреваемый калибр с температурой 130оС. Заготовку изолируют той же композицией марки 107-02К при температуре на головке экструдера 230оС. Диаметр изолированной жилы 3,30 мм.
П р и м е р 4. На медную проволоку диаметром 0,42 мм при температуре на головке экструдера 150оС экструдируют покрытие радиальной толщины 0,12 мм из композиции на основе сополимера этилена с винилацетатом, имеющей твердость по Шору 30. Затем скручивают заготовку жилы сечением 1,0 мм2 конструкции 7х0,42 мм, располагая вокруг центральной проволоки с экструдированным покрытием наружный повив из шести голых медных проволок. Полученную заготовку перед входом в головку экструдера для наложения изоляции подогревают, используя обогреваемый калибр с температурой 130оС. Заготовку изолируют композицией марки 153-01К на основе полиэтилена высокого давления. Экструдирование изоляции проводят при температуре на головке экструдера 200оС. Диаметр изолированной жилы 2,20 мм.
П р и м е р 5. На медную проволоку диаметром 0,30 мм при температуре на головке экструдера 200оС экструдируют покрытие радиальной толщины 0,15 мм из композиции марки 107-02К на основе полиэтилена высокого давления, имеющей твердость по Шору 90. Затем скручивают заготовку сечением 0,5 мм2 конструкции 7х0,30 мм, располагая вокруг центральной проволоки с экструдированным покрытием наружный повив из шести голых медных проволок. Полученную заготовку перед входом в головку экструдера для наложения изоляции подогревают, используя обогреваемый калибр с температурой 130оС. Заготовку изолируют композицией марки 206-07К на основе полиэтилена низкого давления. Экструдирование изоляции производят при температуре на головке экструдера 260оС. Диаметр изолированной жилы 1,93 мм.
П р и м е р 6 (контрольный). На медную проволоку диаметром 0,30 мм при температуре на головке экструдера 100оС экструдируют покрытие радиальной толщины 0,15 мм из композиции на основе полиизобутилена, имеющей твердость по Шору 7. Затем скручивают заготовку жилы сечением 0,5 мм2 конструкции 7х0,30 мм, располагая вокруг центральной проволоки с экструдированным покрытием наружный повив из шести голых медных проволок. Полученную заготовку изолируют композицией марки 206-07К на основе полиэтилена низкого давления. Экструдирование изоляции производят при температуре на головке экструдера 260оС. Диаметр изолированной жилы 1,92 мм.
П р и м е р 7 (контрольный). На медную проволоку диаметром 0,30 мм при температуре на головке экструдера 115оС экструдируют покрытие радиальной толщины 0,15 мм из композиции на основе смеси тройного этиленпропиленового диэлектрического каучука марки СКЭПТ-40Д и бутилкаучука марки БК-2045, имеющей твердость по Шору 18. Затем скручивают заготовку жилы сечением 0,5 мм2 конструкции 7х0,30 мм, располагая вокруг центральной проволоки с экструдированным покрытием наружный повив из шести голых медных проволок. Полученную заготовку перед входом в головку экструдера для наложения изоляции подогревают, используя обогреваемый калибр с температурой 100оС. Заготовку изолируют композицией марки 206-07К на основе полиэтилена низкого давления. Экструдирование производят при температуре на головке экструдера 265оС. Диаметр изолированной жилы 1,95 мм.
П р и м е р 8 (контрольный). На медную проволоку диаметром 0,30 мм при температуре на головке экструдера 100оС экструдируют покрытие радиальной толщины 0,12 мм из композиции на основе полиизобутилена, имеющей твердость по Шору 10. Затем скручивают заготовку жилы сечением 0,5 мм2 конструкциим 7х0,30 мм, располагая вокруг центральной проволоки с экструдированным покрытием наружный повив из шести голых медных проволок. Полученную заготовку изолируют композицией марки 271-70К на основе полиэтилена низкого давления. Экструдирование изоляции производят при температуре на головке экструдера 270оС. Диаметр изолированной жилы 1,90 мм.
П р и м е р 9 (контрольный). На медную проволоку диаметром 0,42 мм при температуре на головке экструдера 100оС экструдируют покрытие радиальной толщины 0,15 мм из композиции на основе полиизобутилена, имеющей твердость по Шору 7. Затем скручивают заготовку жилы сечением 1,0 мм2 конструкции 7х0,42 мм, располагая вокруг центральной проволоки с экструдированным покрытием наружный повив из шести голых медных проволок. Полученную заготовку изолируют композицией марки 107-02К на основе полиэтилена высокого давления. Экструдирование изоляции производят при температуре на головке экструдера 220оС. Диаметр изолированной жилы 2,35 мм.
В приведенных примерах температурный режим экструдирования изоляции обеспечивает нагрев и расплавление материала покрытия проволок жилы.
Усадку изоляции многопроволочных жил определяют при температурах 20оС и 70оС по методике, приведенной в ГОСТ 12175-73 "Кабели, провода и шнуры. Методы определения усадки изоляции из композиций полиэтилена и поливинилхлоридного пластиката" и соответствующей методикам международных стандартов МЭК 811, МЭК 92.
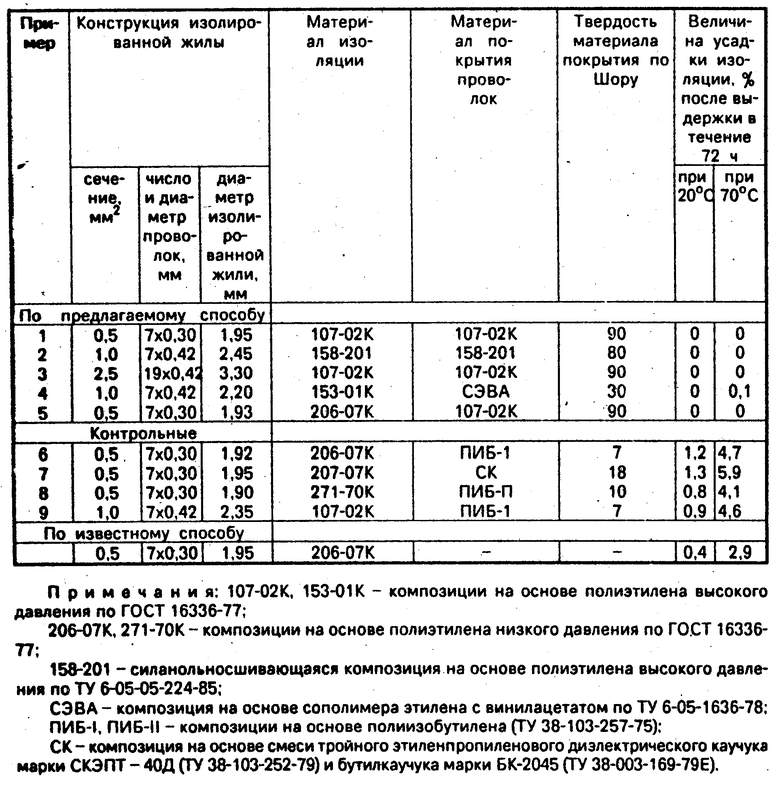
Конструкции многопроволочных изолированных жил, изготовленных в соответствии с примерами 1-9, и значения усадки их изоляции приведены в таблице.
Для сравнения там же приведены конструкция и значения усадки изоляции многопроволочной жилы, изготовленной по известному способу, не предусматривающему нанесение покрытия на отдельные проволоки жилы.
Как следует из данных, приведенных в таблице, у многопроволочных изолированных жил, изготовленных согласно изобретению, усадка изоляции отсутствует (примеры 1-3 и 5) или очень мала (пример 4). В то же время у многопроволочных изолированных жил, которые содержат проволоки с покрытиями из материалов с твердостью по Шору ниже 30 (контрольные примеры 6-9), усадка изоляции составляет 0,8-1,3% после выдержки в течение 72 ч при температуре 20оС и 4,1-5,9% после такой же выдержки при температуре 70оС.
Усадка изоляции у многопроволочной жилы, изготовленной по известному способу, составляет 0,4% после выдержки в течение 72 ч при температуре 20оС и 2,9% после такой же выдержки при температуре 70оС.
Образцы многопроволочных изолированных жил, изготовленных согласно примерам 1-9 и по известному способу, были испытаны на продольную герметичность. Все образцы, кроме изготовленных по известному способу, выдержали воздействием давлением газа 20 кг/см2 в течение 2 ч. Прохождение пузырьков газа с противоположного конца жилы, погруженного в воду, не наблюдалось.
Таким образом, изобретение обеспечивает минимальную усадку изоляции и продольную герметичность многопроволочной изолированной жилы без выполнения потребителем каких-либо специальных операций при монтаже.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ | 1980 |
|
RU1090170C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1985 |
|
RU1243282C |
| КАБЕЛЬ СИЛОВОЙ НА НАПРЯЖЕНИЕ 6-35 кВ | 2013 |
|
RU2546644C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНЫХ УПЛОТНЕННЫХ ЖИЛ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010368C1 |
| Герметичная токопроводящая жила и способ её изготовления | 2022 |
|
RU2785328C1 |
| КОМБИНИРОВАННЫЙ КАБЕЛЬ УПРАВЛЕНИЯ | 2017 |
|
RU2658848C1 |
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ | 1997 |
|
RU2109359C1 |
| КАБЕЛЬ СИЛОВОЙ С ЭКСТРУДИРОВАННЫМИ ТОКОПРОВОДЯЩИМИ ЖИЛАМИ (ВАРИАНТЫ) И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2021 |
|
RU2760026C1 |
| КАБЕЛЬ МОНТАЖНЫЙ ПРЕИМУЩЕСТВЕННО ВЗРЫВОБЕЗОПАСНЫЙ ДЛЯ НИЗКОСКОРОСТНЫХ СИСТЕМ АВТОМАТИКИ (ВАРИАНТЫ) | 2010 |
|
RU2417469C1 |
| СИММЕТРИЧНЫЙ КАБЕЛЬ ДЛЯ ПЕРЕДАЧИ ДАННЫХ | 2018 |
|
RU2690160C1 |
Изобретение относится главным образом к технологии производства кабельных изделий, в частности к производству изолированных жил проводов и кабелей с пластмассовой изоляцией, но может также применяться при изготовлении других скрученных из проволок изделий, например, тросов. Цель изобретения - обеспечение продольной герметизации жилы при одновременном снижении продольной усадки изоляции. На центральную проволоку жилы накладывают покрытие из полимерной композиции на основе полиолефинов с твердостью по Шору не ниже 30, вокруг нее располагают наружный повив из проволок и накладывают изоляцию из композиции на основе полиолефинов при температуре обеспечивающей расплавление материала покрытия. Предусматривается случай, когда на центральную проволоку накладывают повив из проволок, чередующихся с проволоками с покрытием из указанной композиции. 1 з.п. ф-лы.
| Троицкий И.Д., Лахман Л.С., Бабицкий О.Ш., Берин И.Ш. | |||
| Производство электрических кабелей и проводов с резиновой и пластмассовой изоляцией,-М.: Высшая школа, 1972, с.307. |
