Изобретение относится к способам изготовления оболочек из эластичных материалов, армированных тканью, и может быть использовано при изготовлении различных изделий, таких как надувной матрас, надувная резиновая лодка, а также таких особо сложных изделий, как протектор пневматической противообледенительной системы.
Известна конструкция протектора пневматической противообледенительной системы (ПОС), состоящая из трубок, выполненных из эластичного материала, армированного тканью, и соединенных в единую конструкцию посредством сварных швов, наружного слоя и слоя основания.
Способ изготовления такой конструкции включает предварительное формование трубчатых элементов из эластичного материала, армированного тканью, расположение трубчатых элементов согласно конструктивной схеме на основании, фиксацию их с помощью сварки в таком положении, установку между трубчатыми элементами усиливающих накладок из эластичного материала и формовку протектора совместно с наружным слоем в единую конструкцию.
Наиболее близким к изобретению по технологической сущности является способ изготовления оболочки конструкции протектора пневматической ПОС, включающий формование поверхностных и промежуточного слоев из эластичного материала, соединение их между собой и вулканизацию эластичного материала. Поверхностные слои перед формованием армируют тканью, а в промежуточном формируют внутренние полости.
Однако способ имеет недостаточную технологичность за счет большого количества операций, присущих аналогу, по сравнению с которым сварка заменена на приклейку.
Цель изобретения - повышение технологичности.
Для этого в способе изготовления оболочек, включающем формование поверхностных и промежуточного слоев из эластичного материала, соединение их между собой и вулканизацию эластичного материала, причем поверхностные слои перед формованием армируют тканью, а в промежуточном формируют внутренние полости, промежуточный слой формируют послойно, при этом на один из сформированных поверхностных слоев накладывают каландрованный эластичный материал промежуточного слоя, накладывают на него технологические шаблоны в местах расположения формируемых полостей и заполняют пространство между шаблонами жгутами того же каландрованного материала и покрывают шаблоны таким же материалом, после чего осуществляют предварительную тепломеханическую обработку, затем извлекают шаблоны, накладывают другой поверхностный слой и осуществляют заключительную тепломеханическую обработку оболочки.
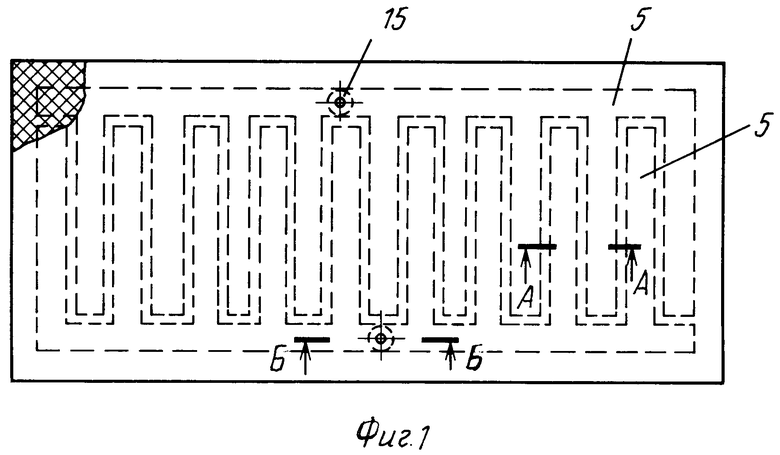
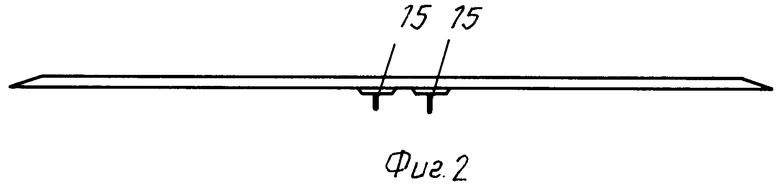
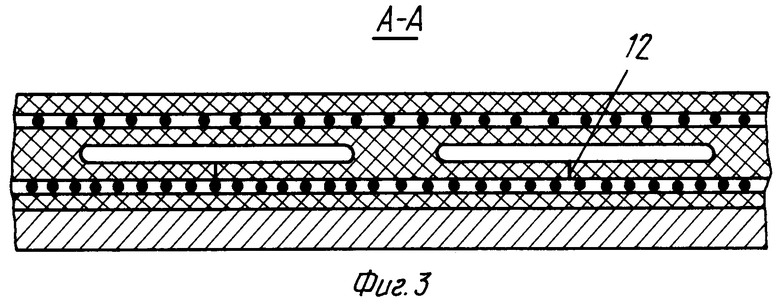
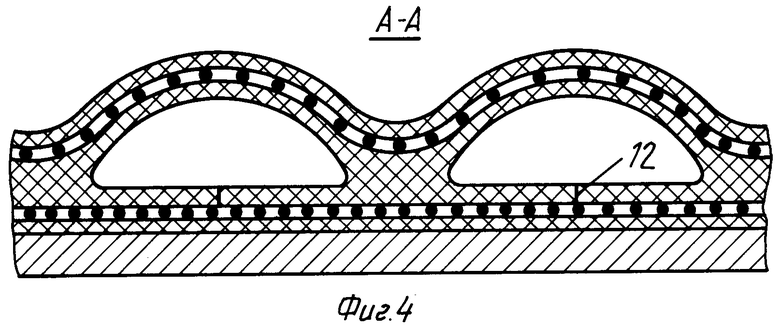
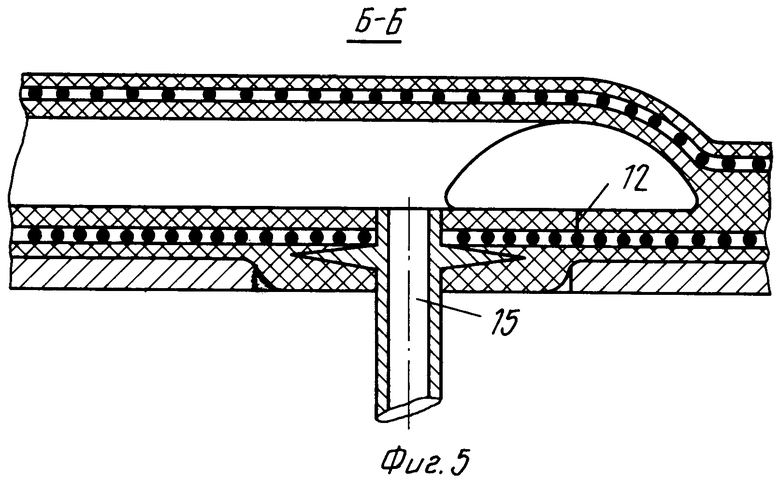
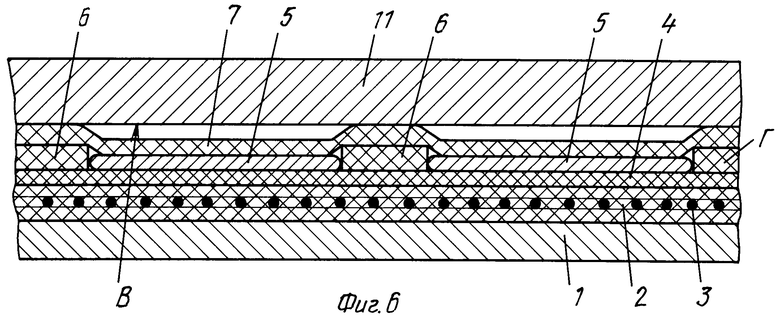
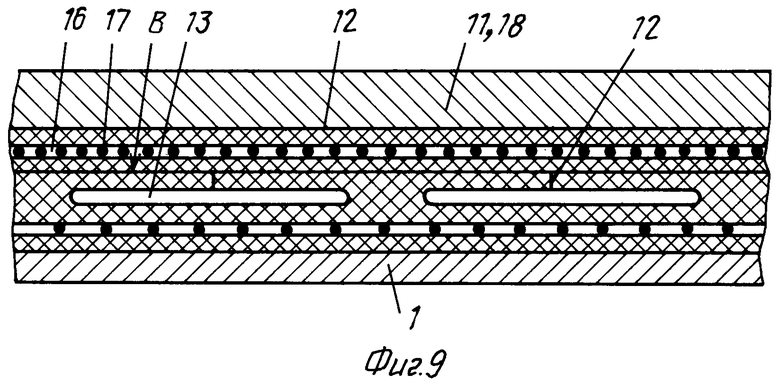
На фиг. 1 и 2 показана оболочка, используемая в качестве протектора ПОС л. а. соответственно сверху и сбоку, общий вид; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 и 5 - разрезы А-А и Б-Б при рабочем давлении в оболочке; на фиг. 6 и 7 - пакет слоев перед предварительной тепломеханической обработкой в сечениях А-А и Б-Б соответственно; на фиг. 8 - разрез А-А пакета слоев после удаления шаблонов; на фиг. 9 - пакет слоев перед заключительной тепломеханической обработкой.
Способ изготовления оболочки (фиг. 1, 2 и 3), используемой в качестве протектора ПОС л.а., осуществляется следующим образом.
На ровную гладкую поверхность листовой оснастки 1 (фиг.6-9) с габаритными размерами, равными размерам оболочки, укладывают слой каландрованного эластичного материала 2 (фиг. 6 и 7), предварительно армированного тканью, для армировки которого может быть использована ткань с различной величиной растяжения. Так для изготовления оболочки, используемой в качестве протектора ПОС л.а. для поверхностного слоя 2, применяется трикотаж с растяжением 30-50% , а для внутреннего слоя полотно, которое вообще не растягивается. Затем укладывается слой эластичного каландрованного материала, на который укладываются шаблоны, соответствующие схеме, размерам и расположению каналов. В зазоры между шаблонами укладывают жгуты из эластичного материала, соответствующего материалу слоя 3. На шаблоны 5 и жгуты 6 свержу укладывается лист эластичного каландрованного материала 7 той же марки, что и материал жгута 6 и слоя 4. Затем устанавливается фальшштуцер 8 (фиг.7), для чего в листе эластичного каландрованного материала 7 выполняется отверстие 9, а на фланцы штуцера 8 устанавливаются накладки 10 из эластичного материала той же марки, как это показано на фиг. 7. После этого весь пакет слоев накрывается второй частью листовой оснастки 11, поверхность В которой подвергнута металлоструйке и имеет шероховатость. Полученный пакет слоев вместе с оснастками 1 и 11 подвергается предварительной термической обработке. При этом под воздействием давления и температуры осуществляется формование части конструкции оболочки (фиг.8). По окончании предварительной термической обработки, которая составляет 50-60% времени от требуемой для данной марки материала, снимается листовая оснастка 11, выполняются надрезы 12 и извлекаются шаблоны 5 и фальшштуцер 8, полученная после этого конструкция изображена на фиг. 8. Так как для изготовления оболочки использовался эластичный материал одной марки, то и на фиг. 3,4,5,8 и 9 штриховка выполнена одинаковой для эластичного материала.
Затем осуществляется подготовка к окончательной термомеханической обработки, для чего на поверхность Г образовавшихся после удаления шаблонов 5 полостей 13 наносится антиадгезионный материал, устанавливается в гнездо 14, отформованное фальшштуцером 8, штуцер 15 с нанесенным для склеивания с конструкцией клеем, а затем укладывается другой поверхностный слой каландрованного эластичного материала 16, армированного тканью 17. Затем устанавливается вторая часть листовой оснастки 11, если данная оболочка впоследствии клеится к какой-либо конструкции или другой части листовой оснастки 18, если деталь не имеет шероховатую поверхность и весь пакет слоев подвергается окончательной термомеханической обработке, во время которой под воздействием давления и температуры происходит полная вулканизация эластичного материала и склеивание по поверхности D в единую конструкцию. Полученная таким способом оболочка, например, протектора ПОС л.а. изображена на фиг. 1-5.
Изобретение позволяет получить минимальные толщины для оболочек, высокую прочность соединения элементов конструкции при изготовлении, при этом используется обычное универсальное оборудование при сокращении объемов ручного труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДРЕНАЖНОЕ УСТРОЙСТВО ДЛЯ ВАКУУМ-АВТОКЛАВНОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1990 |
|
RU2021130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ | 2005 |
|
RU2300656C2 |
| Устройство для изготовления каркасной конструкции из композиционного материала | 1990 |
|
SU1810288A1 |
| Способ изготовления изделий из композиционных материалов | 2015 |
|
RU2613993C1 |
| Безлонжеронная лопасть винта вертолёта и способ её изготовления | 2018 |
|
RU2683410C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2488486C1 |
| ЗАЩИТНАЯ ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2096678C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
| СПОСОБ ФОРМОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИТОВ С СИНУСОИДАЛЬНЫМИ ГОФРАМИ | 1991 |
|
SU1805605A1 |

Изобретение относится к способам изготовления оболочек из эластичных материалов, армированных тканью. Цель: повышение технологичности изготовления. Способ включает формирование поверхностных 2 и промежуточного 3 слоев из эластичного материала, соединение их и вулканизацию эластичного материала, причем поверхностные слои 2 перед формированием армируют тканью, а в промежуточный формируют внутренние полости. Промежуточный слой формируют послойно, при этом на один из сформированных поверхностных слоев 2 накладывают каландрованный эластичный материал промежуточного слоя 3, накладывают на него технологические шаблоны 5 в местах расположения формируемых полостей и заполняют пространство между шаблонами жгутами того же каландрованного материала и покрывают шаблоны таким же материалом 7. После этого осуществляют предварительную тепломеханическую обработку, затем извлекаю шаблоны, накладывают другой поверхностный слой и осуществляют заключительную тепломеханическую обработку оболочки. 9 ил.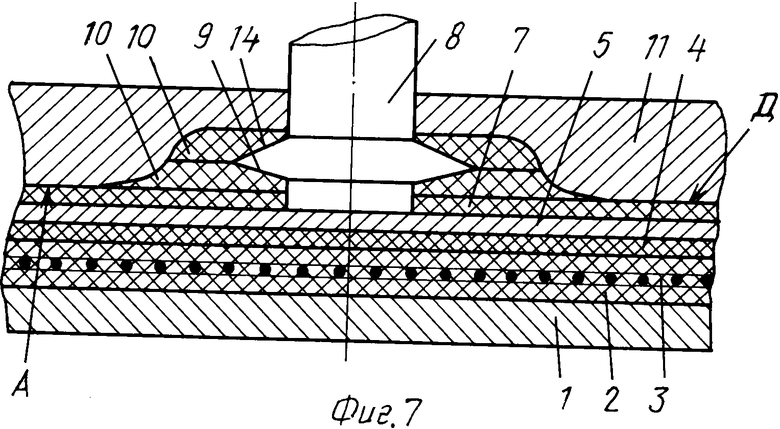
СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ПРОТЕКТОРА ПРОТИВООБЛЕДЕНИТЕЛЬНОЙ СИСТЕМЫ, включающий формование поверхностных и промежуточного слоев из эластичного материала, соединение их между собой и вулканизацию эластичного материала, причем поверхностные слои перед формованием армируют тканью, а в промежуточном формируют внутренние полости, отличающийся тем, что, с целью повышения технологичности, промежуточный слой формируют послойно, при этом на один из сформированных поверхностных слоев накладывают каландрованный эластичный материал промежуточного слоя, накладывают на него технологические шаблоны в местах расположения формируемых полостей и заполняют пространство между шаблонами жгутами того же каландрованного материала и покрывают шаблоны таким же материалом, после чего осуществляют предварительную тепломеханическую обработку, затем извлекают шаблоны, накладывают другой поверхностный слой и осуществляют заключительную тепломеханическую обработку оболочки.
| Патент США 2957662, B 29D 15/18, 1956. |
