Изобретение относится к области формования изделий из полимерных композиционных материалов (ПКМ) и может найти применение в авиационной, космической, судостроительной и других отраслях промышленности. Композитная формообразующая оснастка (КФО) может быть использована для формования высокоточных изделий сложной формы из композиционных материалов, например рефлекторов антенн космических аппаратов.
Изготовление изделий сложной формы из полимерных композиционных материалов происходит на оснастке, геометрия которой повторяет геометрию изделия. На оснастку выкладывают материал, затем проводят его полимеризацию при определенном давлении и температуре, которая может доходить до 200°С. В связи с этим, наиболее сложной проблемой при формовании изделий из ПКМ является возникновение температурных деформаций в процессе полимеризации, которые зависят от теплофизических свойств материала, как оснастки, так и формуемого изделия.
Известна гибридная оснастка (патент RU №2385225), которая состоит из формообразующей плиты из термореактивного металла (инвар) с низким коэффициентом линейного термического расширения (КЛТР), опорной структуры из металла с высокой теплопроводностью и промежуточной ячеистой структуры из термореактивного металла, при этом ячейки промежуточной структуры облегчены настолько, чтобы обеспечить поток воздуха под плитой во время цикла отверждения. Оснастка также содержит средства для крепления промежуточной структуры к опорной структуре, которые обеспечивают возможность их свободного расширения. Такое решение направлено на повышение теплопроводности и механических характеристик оснастки, однако из-за разнородности материалов оснастки и изделия, при высокотемпературном формовании, в изделии появляются остаточные напряжения. К тому же, инвар является очень дорогостоящим сплавом.
В патенте RU №126283 «Оснастка для формования изделий из полимерных композиционных материалов» содержит каркас и формообразующую оболочку из многослойного стеклопластика, закрепленную на каркасе, между слоями которой размещен электропроводящий слой из углеродного материала для нагрева и теплоизолирующий слой между каркасом и формообразующей оболочкой. Такая конструкция позволяет осуществлять эффективный нагрев оснастки вне автоклава, однако, в условиях избыточного давления данная оснастка может потерять устойчивость. К тому же, у стеклопластика модуль упругости, значительно ниже, чем у углепластика, что снижает жесткость конструкции. Такую оснастку невозможно использовать для создания высокоточных, размеростабильных изделий.
Наиболее близким к заявляемому изобретению является оснастка для формования изделий из ПКМ (патент RU №2090364), которая состоит из опорной системы и закрепленной на ней формообразующей оболочки. Опорная система представляет собой набор разнесенных по ширине оболочки профилей V-образного сечения, стянутых разнесенными по длине профилей элементами жесткости. Крайние профили повернуты относительно профилей на 180°. Между полками и/или лапками профилей и оболочкой установлены компенсаторы кривизны. Каждый из компенсаторов представляет собой элемент длиной, равной длине профиля. Одна поверхность компенсатора эквидистантна и сопряжена с лапкой или полкой профиля, а противоположная - с поверхностью формообразующей оснастки. Профили, формообразующая оболочка и компенсаторы кривизны выполнены из стеклопластика. Все составные элементы оснастки жестко скреплены между собой с помощью клея и винтов. Данное устройство принято за прототип изобретения.
Основной недостаток данной оснастки заключается в том, что между формообразующей оболочкой и опорной системой отсутствуют механическая и тепловая развязки. Такое решение приводит к короблению формообразующей оболочки во время цикла отверждения и, следовательно, к снижению геометрической точности изделия.
Наиболее близким к заявляемому способу является способ изготовления оснастки для формования изделий из полимерных композиционных материалов (RU №2576303), который включает следующие стадии:
(A) изготовление основания оснастки путем размещения на поверхности мастер-модели нескольких слоев углеродного армирующего волокна, пропитки волокна связующим с последующим его отверждением;
(Б) размещение на отвержденном основании оснастки низкоплотного материала с плотностью от 0,06 до 0,12 г/см3 на основе терморасширенного графита, форма которого соответствует форме полости профиля ребра жесткости, и закрепление упомянутого материала на основании оснастки;
(B) размещение на поверхности основания и упомянутого низкоплотного материала нескольких слоев углеродных армирующих волокон и повторную пропитку упомянутых волокон связующим с последующим его отверждением;
(Г) установку основания оснастки с упомянутыми ребрами жесткости на опорную структуру с получением оснастки.
Недостаток этого способа в том, что сформировать замкнутый профиль ребра жесткости возможно только с использованием терморасширенного графита со встроенными нагревательными элементами, что усложняет технологию изготовления оснастки и ограничивает выбор материалов проектируемых изделий.
Задачами настоящего изобретения являются повышение тепломеханических свойств, таких как снижение остаточных напряжений в формуемом изделии, повышение геометрической стабильности при тепловом воздействии; снижение стоимости оснастки и упрощение технологии изготовления оснастки.
Поставленная задача решается
1. Композитной формообразующей оснасткой для формования изделий из полимерных композиционных материалов, характеризующаяся тем, что содержит опорную структуру и формообразующую поверхность из полимерного композиционного материала. Согласно изобретению формообразующая поверхность оснастки устанавливается на опорную структуру и содержит криволинейную часть, повторяющую геометрию изделия с технологическим припуском, переходящую в прямолинейную часть. Прямолинейная часть заканчивается бортом, с тыльной стороны которой, вдоль линии, эквидистантой границе перехода криволинейной части в прямолинейную, установлено ребро жесткости. При этом оснастка не имеет жесткого соединения формообразующей поверхности и опорной структуры. А профиль ребра жесткости формообразующей поверхности имеет, например, Т-образную или С-образную форму. Формообразующая поверхность и опорная структура выполнены, например, из углепластика.
2. Способом получения композитной формообразующей оснастки, включающим изготовление криволинейной части и прямолинейной части с бортом формообразующей поверхности оснастки путем выкладки материалов на мастер-модель с последующей пропиткой материалов, отверждением, установкой ребра жесткости и соединением с опорной структурой. Согласно изобретению после отверждения криволинейной части и прямолинейной части с бортом формообразующей поверхности оснастки, на нее устанавливают слои углеродных армирующих волокон на гибкой силиконовой матрице с последующей пропиткой и отверждением, формируя, таким образом, ребро жесткости и производят соединение формообразующей поверхности и опорной структуры. На стадии соединения формообразующей поверхности и опорной структуры используют податливое соединение, обеспечивающее тепловую развязку основных элементов оснастки, например путем склеивания силиконовым клеем-герметиком. При этом на стадии установки ребра жесткости используют съемную матрицу для формирования ребра жесткости, а на стадии соединения формообразующей поверхности и опорной структуры, последнюю устанавливают на формообразующую поверхность оснастки не демонтируя ее с мастер-модели.
Краткое описание чертежей
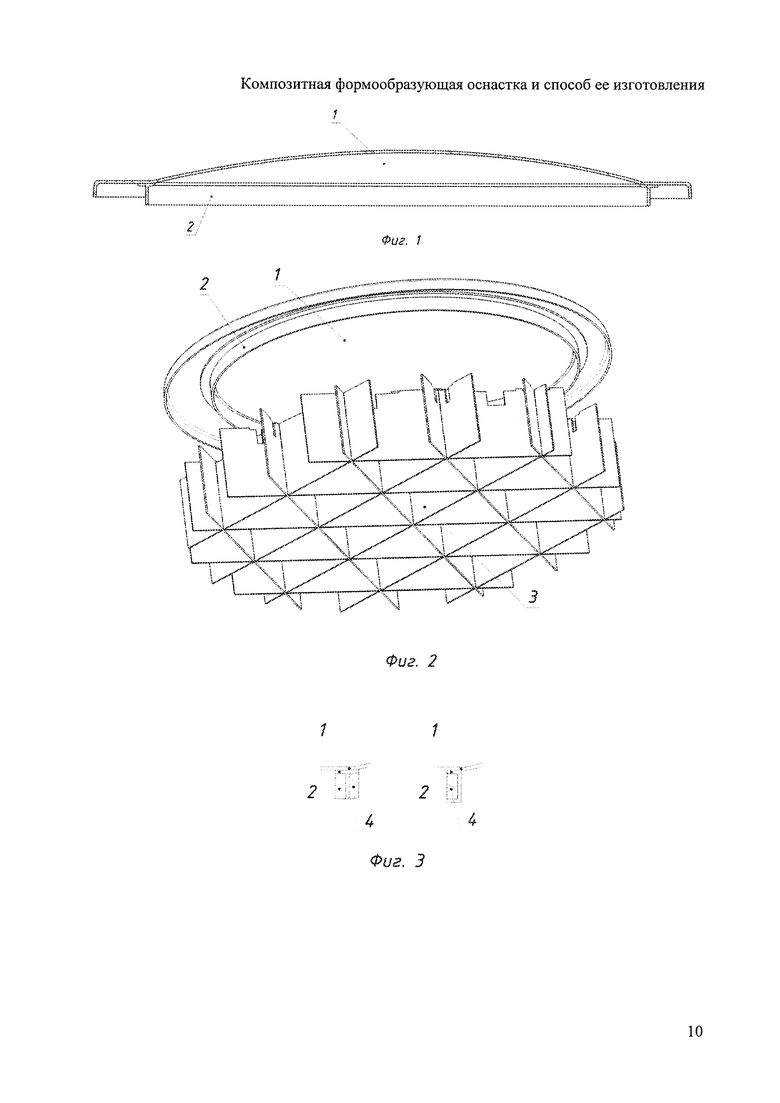
Фиг. 1 - разрез вдоль плоскости симметрии формообразующей поверхности оснастки с Т-образным ребром жесткости.
Фиг. 2 - изометрический вид формообразующей поверхности с Т-образным ребром жесткости и опорной структуры спозиционированных друг напротив друга.
Фиг. 3 - Т-образное и С-образное ребро жесткости с матрицами.
Осуществление изобретения
Как следует из фиг. 1, формообразующая поверхность 1 оснастки содержит криволинейную и прямолинейную (вспомогательную) части, которая заканчивается бортом по внешнему периметру и Т-образное ребро жесткости 2, установленное с тыльной стороны.
На фиг. 2 показана установка формообразующей поверхности 1 на опорную структуру 3. Опорная структура 3 состоит из ребер, соединяемых между собой через пазы. Количество ребер и расстояние между ними определяется расчетным путем. Повышение изгибной жесткости опорной структуры может быть обеспечено установкой накладок из аналогичного материала на места перестыковки ребер.
На фиг. 3 показано формирование ребра жесткости 2 Т-образной или С-образной формы с использованием гибкого пуансона 4.
Сущность изобретения состоит в следующем.
В соответствии с настоящим изобретением выполнение формообразующей поверхности оснастки с отбортовкой, а также ребра жесткости и опорной структуры из углепластика, позволяет повысить тепломеханические характеристики оснастки за счет исключения тепловых поводок криволинейной рабочей поверхности жестко связанными с ней конструктивными элементами. Прямолинейная часть оснастки несет в себе две функции. Во-первых, она используется для установки технологического оборудования, а во-вторых - для размещения ребра жесткости, что позволяет значительно увеличить жесткость рабочей поверхности. Использование в качестве материала оснастки углепластика позволяет наиболее эффективно решить проблему тепловых деформаций и остаточных напряжений в изделии из УКМ, за счет одинакового механизма возникновения и релаксации внутренних напряжений при воздействии теплового поля.
В некоторых воплощениях изобретение содержит Т-образное или С-образное ребро жесткости. Возможные воплощения изобретения могут также содержать внутри С-образного ребра, по меньшей мере, одну стенку, заполняющую С-образный профиль.
Изготовление оснастки включает следующие стадии:
(1) изготовление криволинейной части и прямолинейной части с бортом формообразующей поверхности оснастки путем выкладки на поверхность мастер-модели слоев углеродных армирующих волокон с учетом углов ориентации в количестве, необходимом для конструкции формообразующей поверхности оснастки. Затем осуществляют пропитку волокна связующим и проводят предварительное отверждение;
(2) установка на полученную заготовку (формообразующую поверхность) в стадии (1) слоев углеродных армирующих волокон, выложенных с заданными углами ориентации, и гибкой силиконовой матрицы, формирующих ребро жесткости. Матрица задает не только форму ребру жесткости, но и позволяет лучше пропрессовать материал. Затем осуществляют пропитку и предварительное отверждение;
(3) сборка формообразующей поверхности и опорной структуры. Далее, не демонтируя формообразующую поверхность с ребром жесткости с мастер-модели, устанавливают и закрепляют опорную структуру, тем самым сохраняя максимальную точность рабочей поверхности.
Опорная структура выполняет функцию поддерживания формообразующей поверхности и может быть выполнена из других материалов, таких как металл, стеклопластик и т.д.
Допускается использовать углеродное волокно в различной форме, например в виде ткани или однонаправленной ленты.
На стадиях (1) и (2) способа пропитку допускается осуществить методом вакуумной инфузии. Следует отметить, что пропитка может быть осуществлена любыми методами, такими, например, как ручная выкладка и пропитка, получение препрега для дальнейшего вакуумного формования.
После снятия оснастки с мастер-модели проводят окончательное отверждение.
Пример осуществления изобретения
На мастер-модель выкладывают преформу из слоев углеродных армирующих волокон с учетом заданных углов армирования. По краю мастер-модели наклеивают герметизирующий жгут. Размещают линии подачи связующего. Подготавливают листы вакуумной пленки для сборки двух технологических пакетов. Собирают первый пакет, размещая вакуумную пленку на поверхности с помощью герметизирующего жгута. К входу связующего подсоединяют вакуумметр. Закрывают линию подачи. Подсоединяют собранный пакет через трубку выхода к вакуумной линии и создают вакуум. Размещают спиральные трубки, подсоединяют вакуумметры и вакуумную линию. Собирают второй технологический пакет по аналогичной первому схеме.
Приготавливают эпоксидное связующее путем смешения исходных компонентов в смесителе и вакуумируют для удаления растворенного в связующем воздуха.
После смешения связующего начинают процесс пропитки, окончание которой контролируют визуально по выходу связующего в вакуумную линию.
По окончании пропитки перекрывают линии подачи связующего.
Предварительное отверждение каркаса оснастки проводят при комнатной температуре 25±3°С. Продолжительность отверждения составляет 2 суток.
По окончании отверждения проводят разборку технологических пакетов и удаление вспомогательных материалов. Проводят визуальную оценку поверхности оснастки и при получении положительных результатов переходят к следующей операции.
Изготовление ребра жесткости осуществляется путем выкладки необходимого количества углеродного материала с приданием им формы уголка на отвержденное основание.
Для фиксации ребра изготавливают силиконовые заготовки. Для этого производят смешение компонентов кремнийорганического компаунда в емкости вручную, заливают его в форму и отверждают при комнатной температуре в течение 24 часов. После отверждения из полученных брусков вырезают заготовки для обжимной конструкции ребра.
Для распределения связующего используется спиральная полимерная трубка, размещенная в рукаве из распределительной сетки, который пришивается к распределительной сетке сверху на ребре жесткости.
Собирают технологические пакеты аналогично предыдущим с размещением вакуумной линии по периметру формы оснастки. Пропитку и предварительное отверждение проводят аналогично вышеописанным шагам.
После проведения предварительного отверждения технологические пакеты разбирают, полностью удаляют вспомогательные материалы.
Затем на полученную конструкцию устанавливают опорную структуру, закрепляя ее при помощи силиконового клея-герметика. После отверждения клея-герметика оснастку снимают с мастер-модели и проводят постотверждение по ступенчатому режиму при температуре от 80°С до 200°С.
Таким образом, способ изготовления позволяет увеличить номенклатуру материалов и конструктивных исполнений, возможных для использования в конструкции оснастки, без потери размерной стабильности при тепловом воздействии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576303C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2630798C1 |
| Способ изготовления композитной оснастки для формования изделий из полимерных композиционных материалов | 2021 |
|
RU2779722C1 |
| Способ изготовления композитной оснастки для формирования изделий из полимерных композиционных материалов | 2023 |
|
RU2815134C1 |
| Способ изготовления оснастки для формования изделий из полимерных композиционных материалов | 2023 |
|
RU2833723C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2622924C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2716432C1 |
| Композитная оснастка для формования изделий из полимерных композиционных материалов | 2022 |
|
RU2789177C1 |
| Способ изготовления крупногабаритного композитного изделия методом вакуумной инфузии и композитная силовая балка мостовой секции для сборно-разборного мостового сооружения | 2018 |
|
RU2688716C1 |
Изобретение относится к композитной формообразующей оснастке и способу ее получения. Техническим результатом является увеличение точности изготовления формуемых изделий из полимерных композиционных материалов и снижение времени производства и веса формообразующей оснастки. Технический результат достигается композитной формообразующей оснасткой для формования изделий из полимерных композиционных материалов, содержащей опорную структуру и формообразующую поверхность из полимерного композиционного материала. При этом формообразующая поверхность оснастки устанавливается на опорную структуру и содержит криволинейную часть, повторяющую геометрию изделия с технологическим припуском, переходящую в прямолинейную часть, которая заканчивается бортом. С тыльной стороны прямолинейной части, вдоль линии, эквидистантой границе перехода криволинейной части в прямолинейную, установлено ребро жесткости. 2 н. и 6 з.п. ф-лы, 3 ил., 1 пр.
1. Композитная формообразующая оснастка для формования изделий из полимерных композиционных материалов, характеризующаяся тем, что содержит опорную структуру и формообразующую поверхность из полимерного композиционного материала, отличающаяся тем, что формообразующая поверхность оснастки устанавливается на опорную структуру и содержит криволинейную часть, повторяющую геометрию изделия с технологическим припуском, переходящую в прямолинейную часть, которая заканчивается бортом, с тыльной стороны которой, вдоль линии, эквидистантой границе перехода криволинейной части в прямолинейную, установлено ребро жесткости.
2. Оснастка по п. 1, отличающаяся тем, что не имеет жесткого соединения формообразующей поверхности и опорной структуры.
3. Оснастка по п. 1 или 2, отличающаяся тем, что профиль ребра жесткости формообразующей поверхности имеет, например, Т-образную форму.
4. Оснастка по п. 1 или 2, отличающаяся тем, что профиль ребра жесткости формообразующей поверхности имеет, например, С-образную форму, содержащую при этом, по меньшей мере, одну стенку, заполняющую С-образный профиль.
5. Оснастка по п. 1 или 2, или 3, или 4, отличающаяся тем, что формообразующая поверхность и опорная структура выполнены, например, из углепластика.
6. Способ получения композитной формообразующей оснастки по п. 1, включающий изготовление криволинейной части и прямолинейной части с бортом формообразующей поверхности оснастки путем выкладки материалов на мастер-модель с последующей пропиткой материалов, отверждением, установкой ребра жесткости и соединением с опорной структурой, отличающийся тем, что после отверждения криволинейной части и прямолинейной части с бортом формообразующей поверхности оснастки, на нее устанавливают слои углеродных армирующих волокон на гибкой силиконовой матрице с последующей пропиткой и отверждением, формируя, таким образом, ребро жесткости и производят соединение формообразующей поверхности и опорной структуры, для чего используют податливое соединение, обеспечивающее тепловую развязку основных элементов оснастки, например, путем склеивания силиконовым клеем-герметиком.
7. Способ по п. 6, отличающийся тем, что на стадии установки ребра жесткости используют съемную матрицу для формирования ребра жесткости.
8. Способ по п. 6, отличающийся тем, что на стадии соединения формообразующей поверхности и опорной структуры, последнюю устанавливают на формообразующую поверхность оснастки не демонтируя ее с мастер-модели.
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576303C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2090364C1 |
| Способ временной стабилизации электрических сигналов, воспроизводимых с различных носителей записи | 1959 |
|
SU126283A1 |
| EP 2842728 A1, 04.03.2015 | |||
| US 20150001768 A1, 01.01.2015. | |||

