Изобретение относится к машиностроению, в частности к области швейного машиностроения, а именно, к способу изготовления челнока, имеющего ось для установки на ней шпуледержателя.
Известные машины челночные швейные как бытовые, так и промышленные имеют челнок с заодно выполняемой с ним осью, служащий для установки на ней шпуледержателя (1).
Известны челноки сборные, состоящие из ряда деталей, например корпуса челнока, накладного носика и оси (2).
Изготовление обоих типов челноков представляет некоторую технологическую сложность, а последний тип предусматривает сборку с последующим обеспечением требуемой износостойкости рабочих поверхностей челнока.
Высокая износостойкость упомянутого типа челнока достигается путем покрытия его износостойким материалом методом возгонки.
Целью предлагаемого технического решения является создание такого способа изготовления челнока, который является более технологичным по сравнению с упомянутыми и одновременно обеспечивает высокую износостойкость челноку. Достигается это тем, что корпус челнока с отверстием под ось и ось изготавливаются раздельно из легкого сплава, например алюминиевого АМг.
Затем предварительно собирается корпус челнока с осью путем установки ее в отверстие в корпусе челнока. Окончательное плотное соединение (крепление) оси в корпусе челнока и обеспечение челноку высокой износостойкости проводятся одновременно, т.е. эти операции объединены. Причем это обеспечивается микроплазменным процессом автоматически, для чего собранный челнок помещают в емкость с опр. концентрацией компонентов водного раствора электролита, %:
КOH - 0,001-0,005,
Na2SiO3 - 0,001-0,012
Температура электролита 20-60oC.
Процесс ведут в течение 60-200 мин при пульсирующем токе положительной и отрицательной полярности с частотой 50 Гц при соотношении интенсивности катодного и анодного токов Iк/Ia = 1,0-1,3 и напряжении 400-600 В, плотности тока 5-20 А/дм2.
В результате происходит образование слоя износостойкого материала и соединение корпуса челнока и оси путем сваривания их по периметру соприкасающихся открытых поверхностей.
Заявленное техническое решение отличается от прототипа тем, что в качестве материала, из которого изготавливаются детали челнока, используется сплав алюминия опр. химического состава и процесс соединения корпуса челнока и оси осуществляется микроплазменным процессом в щелочном электролите, в результате чего одновременно образуется слой износостойкого материала на поверхности корпуса челнока и оси и их сваривания. Эти отличия позволят сделать вывод о соответствии заявляемого технического решения критерию "Новизна".
Признаки, отличающие заявленное техническое решение от прототипа, не выявлены в других технических решениях при данной и смежной областей и, следовательно, обеспечивают заявленному решению соответствие критерию "существенные отличия".
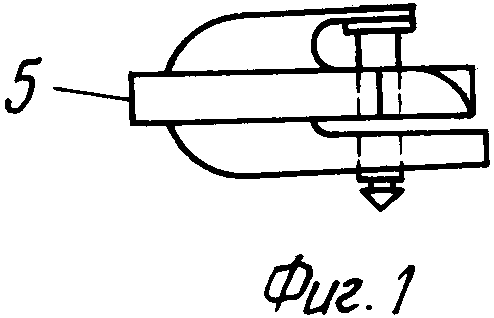
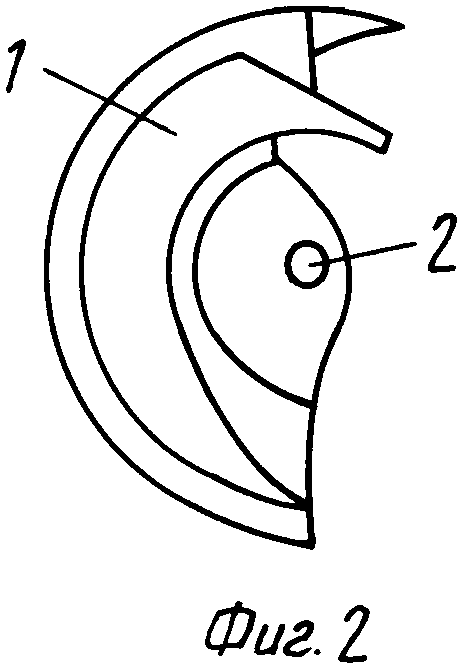
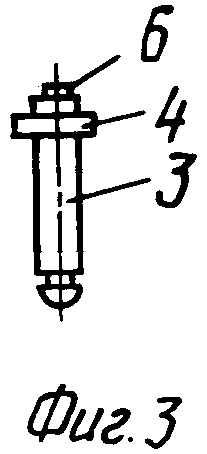
На фиг.1 изображен челнок в собранном виде; на фиг.2 - корпус челнока; на фиг.3 - ось.
Корпус челнока 1, имеющий отверстие 2 и ось 3, имеющую буртик 3, изготовлены раздельно из легкого сплава, например алюминиевого сплава АМг.
Корпус и ось обработаны окончательно в соответствии с требованиями, предъявленными к данным элементам челночного устройства, по шероховатости поверхности и классу точности, т. е. , например, поясок 5 корпуса имеет шлифованную поверхность, а отверстие 2 и посадочный диаметр 6 оси 3 изготовлены с размерами под посадку без зазора. Затем ось устанавливают в отверстие. В собранном виде ось должна быть заподлицо с донышком корпуса челнока. После чего челнок помещают в емкость с водным раствором электролита концентрацией, мас.%: КОН 0,001-0,005, Na2SiO3 0,001-0,012 при температуре 20-60oС.
Процесс ведут в течение 60-200 мин при пульсирующем тока положительной и отрицательной полярности с частотой 50 Гц, при соотношении интенсивностей катодного и анодного токов Iк/Ia = 1,0-1,3 и напряжении 400-600 В, плотности тока 5-20 А/дм2.
Поскольку указанное напряжение выше напряжения искрения электролита, между электролитом и электродом - cборкой челнока возникает множество микродуговых и дуговых разрядов (температура которых достигает 3300 К), быстро перемещающихся по поверхности электрода - сборки челнока.
В результате происходит микроплазменная сварка плотно соединенных оси и корпуса челнока по периметру соприкасающихся открытых свариваемых поверхностей, т. е. в области донышка и буртика. Сварной шов представляет собой окись свариваемого металла (Al2O3), толщина которого зависит от времени обработки.
Прочность сварного соединения характеризуется прочностью сцепления оксидного слоя с алюминиевым сплавом и достигает порядка 350 МПа, что является достаточным для удержания шпуледержателя при работе машины на высоких скоростях порядка 10 тыс. об/мин.
Одновременно с образованием прочного соединения оси и корпуса челнока происходит модификация поверхностного слоя деталей корпуса челнока, что существенно увеличивает его износостойкость; интенсивность изнашивания может достигать Ih ≈ 10-11, а коэффициент трения в зависимости от условий составляет 0,036-0,005.
Этот износостойкий слой состоит из твердообразной фазы оксидного композита. Толщина слоя, прочность его сцепления с основой ( σсц) и фазовый состав зависят от марки свариваемых сплавов, времени процесса и плотности тока, что отражено в приводимой ниже таблице.
Время МДО 120-150 мин; плотность тока 15 А/дм2, электролит: водный раствор 1 г/л - КОН + 6 г/л Na2SiO3.
С целью надежного обеспечения прочности свойств носика челнока процесс микроплазменного оксидирования для носика и корпуса челнока с осью проводят раздельно при разных отличающихся режимах, в частности для носика процесс ведут в течение 5-10 мин. При этом конструкция корпуса челнока и оси может быть несколько видоизменена. Например, в донышке челнока может быть выполнен буртик, а ось изготовлена без буртика, но с уступом. Этим способом можно изготавливать и другие сборки деталей швейных машин, например шпуледержатель с осью, шпульный колпачок c установленным пальцем, шпульку с фланцем и тому подобные сборки, имеющие 2-3 и более элементов.
Внедрение предлагаемого способа позволит снизить затраты на производство единицы продукции за счет изготовления деталей швейной машины из легких сплавов, например, алюминиевых сплавов, повысить качество выпускаемой продукции, увеличить износостойкость и долговечность быстроизнашивающихся деталей, а также улучшить динамические характеристики швейной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРА СКОЛЬЖЕНИЯ МЕХАНИЗМА ШВЕЙНОЙ МАШИНЫ, ПРЕИМУЩЕСТВЕННО ИГЛОВОДИТЕЛЯ | 1991 |
|
RU2017873C1 |
| ИГЛОВОДИТЕЛЬ ШВЕЙНОЙ МАШИНЫ | 1991 |
|
RU2092640C1 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ СВАРКИ ЛЕГКИХ СПЛАВОВ | 1991 |
|
RU2014977C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛАХ С УНИПОЛЯРНОЙ ПРОВОДИМОСТЬЮ | 1993 |
|
RU2110623C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ МАГНИЯ И СПЛАВОВ НА ЕГО ОСНОВЕ | 2004 |
|
RU2260078C1 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЭЛЕКТРОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1999 |
|
RU2149929C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДНЫХ КАТАЛИТИЧЕСКИ АКТИВНЫХ СЛОЕВ НА ПОВЕРХНОСТИ, ВЫПОЛНЕННОЙ ИЗ ВЕНТИЛЬНОГО МЕТАЛЛА ИЛИ ЕГО СПЛАВА | 2012 |
|
RU2500474C1 |
| ЛИТЕЙНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЕГО ПОВЕРХНОСТИ | 2009 |
|
RU2421536C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВЕНТИЛЬНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ | 1993 |
|
RU2077612C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКИ ЧЕРНОГО ОКСИДНО-КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ АЛЮМИНИЯ И ЕГО СПЛАВАХ | 2011 |
|
RU2459890C1 |

Изобретение относится к способу изготовления челнока швейной машины и может быть использовано при изготовлении др. деталей, например шпуледержателей с осью, шпульки с фланцами и т.п. , и позволяет повысить технологичность изготовления. Достигается это путем совмещения операций: сварки челнока с осью и обеспечения высокой износостойкости челноку. Для этого челнок и ось изготавливается из легкого сплава, например алюминиевого АМ. Затем предварительно собранный челнок помещают в водный раствор электролита. Процесс ведут в течение 3.6·102-12·104 с при пульсирующем токе положительной и отрицательной полярности с частотой 50 Гц при соотношении интенсивностей катодного и анодного токов Iк/Iа=1.0-1.3 и напряжении 400 - 600 В, плотности тока 0.05 - 0.20 А/м2 . 2 з.п. ф-лы, 1 табл. 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4660487, кл | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
