Область техники
Изобретение относится к области микроплазменной электролитической обработки поверхности электропроводящих материалов на основе металлов, сплавов, углеродных композиций с целью получения на их поверхности коррозионно-, тепло- и износостойких диэлектрических покрытий и может быть использовано в машиностроении, самолетостроении, нефтяной и нефтехимической отраслях промышленности. В частности, изобретение может быть использовано при изготовлении сложных деталей большой площади, поверхности которых работают в условиях агрессивных сред, при высоких тепловых нагрузках, а также в условиях абразивного износа, например клапанов пневматических устройств, поршней и цилиндров двигателей.
Предшествующий уровень техники
Известен способ электролитического нанесения покрытия на поверхность материала, заключающийся в погружении обрабатываемого материала, служащего первым электродом, и второго электрода в электролит, приложении напряжения между ними до зажигания множества микроразрядов, равномерно распределенных по поверхности обрабатываемого материала, и поддержании напряжения до получения покрытия заданной толщины, при этом напряжение повышают до 400 В для собственно-вентильных металлов и до 600 В для наведенно-вентильных металлов, а температуру электролита поддерживают в диапазоне 45 - 60oC при плотности тока 250 - 500 мА/дм2[1].
Однако данный способ имеет ряд существенных недостатков:
- низкая плотность тока вызывает трудности зажигания и поддержания стабильного микроразряда на поверхности обрабатываемого материала, прежде всего для наведенно-вентильных металлов и сплавов, что приводит к снижению качества обработки,
- предложенные электрические режимы не позволяют осуществить обработку детали сложной конфигурации или детали с большой поверхностью обработки;
- невозможно осуществить обработку детали из углеродных материалов (графит и композиции на его основе).
Известен способ электролитического микродугового нанесения силикатного покрытия на алюминиевые детали [2]. Для осуществления способа деталь предварительно погружают в электролит на 5 - 10% ее поверхности, устанавливают начальную плотность анодного тока 5 - 25 А/дм2, а затем осуществляют равномерное погружение со скоростью, определяемой соотношением S/т = 0,38 + 1,93i,
S - общая поверхность детали, дм2;
t - время погружения, мин;
i - начальная плотность анодного тока, А/дм2.
Данный способ имеет существенные недостатки:
- большая толщина поверхностного технологического слоя, представляющего собой относительно рыхлую структуру из окислов кремния и алюминия, требует больших затрат на его удаление;
- заявленная зависимость скорости погружения детали от величины заданной начальной плотности анодного тока может эффективно работать только при малых значениях мощности (N), применяемых для ведения процесса источников тока (т. к. N=I•U). В этом случае электролитическую обработку, с целью нанесения покрытий, можно реализовывать на деталях с ограниченной поверхностью, предварительное погружение которой на 5 - 10% еще может обеспечить зажигание и устойчивое горение микроплазменных разрядов. Таким образом, это обстоятельство накладывает ограничения на возможность нанесения покрытия на крупногабаритные детали.
Наиболее близким к заявленному изобретению по совокупности существенных признаков является способ формирования покрытий с помощью разряда в электролите [3] . Этот метод формирования толстых композитных покрытий на участке поверхности металлической детали включает обработку этого участка поверхности жидким электролитом посредством погружения или распыления электролита на поверхности. В качестве жидкого электролита предпочтительно использовать водный раствор, состоящий из электролитического агента, пассиватора и модификатора в виде растворенного вещества или порошковой суспензии в растворителе. Посредством электрического импульса индуцируется электрический ток постоянной величины между металлической деталью и жидким электролитом, причем металлическая деталь взаимодействует с пассиватором и образует инертный окисный слой на участке поверхности. Напряжение повышают до тех пор, пока локальное напряжение не достигает пробивного значения в отдельных сильно локализованных разрядных каналах, расположенных вдоль обрабатываемого участка металлической детали. На этом уровне пробивного напряжения вблизи разрядного канала образуются локализованные участки плазмы, включающие компоненты окисного слоя и модификатора, и, в результате их взаимодействия, образуется покрытие. Некоторое время спустя сигнал преобразуется в ряд однополярных анодных импульсов, перемежающихся с катодными импульсами, которые стабилизируют рост покрытия.
Таким образом, известный способ включает создание контакта материала, служащего первым электродом, а также второго электрода с электролитом, приложение напряжения между электродами в режиме зажигания множества микроплазменных разрядов и последующую выдержку этого материала при заданных электрических параметрах до получения покрытия заданной толщины.
Существенными недостатками данного способа являются:
- трудности зажигания и поддержания стабильного микроплазменного разряда одновременно на больших поверхностях обрабатываемой крупногабаритной детали или большого количества мелких деталей. Это обстоятельство приводит к получению покрытий, неравномерных по толщине и свойствам на всей поверхности обрабатываемой детали;
- потребность в источнике тока большой мощности для поддержания стабильного микроплазменного разряда на больших поверхностях обрабатываемой крупногабаритной детали или большого количества мелких деталей, что приводит к повышению энергетических затрат при ведении процесса;
- невозможность получения равномерных по толщине и свойствам покрытий на всей поверхности детали, имеющей отверстия или углубления с отношением их диаметра к длине менее 0,3;
- невозможность распространения способа на обработку иных неметаллических материалов, например графит и композиции на его основе.
Раскрытие изобретения
Технической задачей, решаемой данным изобретением является:
- получение качественного покрытия на больших поверхностях обрабатываемой крупногабаритной детали или большого количества мелких деталей за счет облегчения процесса зажигания микроплазменных разрядов и поддержания их стабильного горения на обрабатываемой поверхности на протяжении всего процесса при использовании источников тока умеренной мощности;
- получение тепло-, коррозионно-, износостойких диэлектрических покрытий, равномерных по толщине и свойствам на всей обрабатываемой поверхности детали или деталей сложной конфигурации, включая внутреннюю поверхность отверстий;
- получение равномерного защитного покрытия, толщиной до 700 мкм на деталях, изготовленных из алюминия, его сплавов с легирующими элементами или иных вентильных металлов, таких как: цирконий, титан, гафний и их сплавов, а также таких материалов, как графит и композиции на его основе. Получаемое при этом покрытие обладает вышеуказанными свойствами.
Указанный технический результат достигается тем, что в известном способе микроплазменной электролитической обработки поверхности электропроводящего материала, включающем:
- погружение поверхности электропроводящего материала, являющейся анодом, в жидкий электролит или создание контакта этого первого электрода с электролитом;
- установку второго электрода путем погружения его в ванну с электролитом, либо использования в качестве противоэлектрода токопроводящего корпуса ванны;
- задание электрического режима в цепи (анод - электролит - противоэлектрод), включающего установку начальной силы поляризующего тока, выдержку до формирования покрытия требуемой толщины на поверхности обрабатываемой детали, снятие формирующего напряжения;
- извлечение детали;
- в зависимости от химического состава электропроводящего материала и величины ее обрабатываемой поверхности, контакт осуществляют за счет погружения материала в электролит сначала на площадь, определяемую по соотношению:
Sн = N/A•i (1),
где Sн - часть площади детали, погружаемой в электролит, дм2;
N - выходная мощность источника тока, В•А;
А - имперический параметр, зависящий от состава обрабатываемого материала, выбранного электрического режима, и состава электролита, А = 550... 5000 В;
i - минимальная плотность тока, при которой зажигаются микроплазменные разряды и устойчиво реализуется процесс микроплазменного оксидирования, А/дм2.
Значение минимальной плотности тока для обрабатываемого материала определяют из эксперимента. Для этого берут пластину, полная площадь которой (Sп), отвечает условию Sп<Sн. Пластину полностью погружают в электролит и пропускают ток, увеличивая его от нуля до величины, при которой устойчиво реализуется процесс микроплазменной обработки (МПО). Начало реализации процесса определяют визуально по появлению на поверхности пластины светящихся микроплазменных разрядов. Появлению этих разрядов соответствует минимальное значение тока (I). Зная площадь пластины (Sп), рассчитывают минимальную плотность тока из соотношения: i = I/Sп.
Затем осуществляют дальнейшее погружение материала до полного со скоростью, при которой колебание величины заданного тока (I), определяемой из произведения плотности тока (i) на всю площадь (S), подвергаемую обработке, составляет менее чем ±10%, т.е. 0,9I < I(t) < 1,1I. Такое ограничение объясняется тем, что при увеличении значений тока более чем на 10% от рассчитанного значения происходит локальное разрушение (прожог) формирующегося покрытия из-за возникновения локальных микроплазменных разрядов большой энергоемкости. При уменьшении величины тока менее чем на 10% от рассчитанного значения резко уменьшается производительность процесса, микроплазменные разряды начинают гореть не стабильно и процесс может прекратиться.
После полного погружения детали производят задание электрического режима, при напряжении 200...1000 В с различными изменяемыми формами и величинами тока. Отношение катодного и анодного тока при стабилизированном напряжении 0...1,3 до получения покрытия толщиной, близкой к заданной, затем пропускают знакопеременный ток длительностью анодного импульса или пакета анодных импульсов не более 0,04 сек, причем длительность пауз между анодными импульсами или пакетами анодных импульсов, которые являются бестоковыми, частично или полностью заполняют катодными импульсами, длительность которых больше, чем длительность анодных импульсов или пакета анодных импульсов, и ступенчато уменьшают напряжение до получения минимальной сквозной пористости и равномерного по толщине покрытия. Время выдержки при заданном электрическом режиме определяется исходя из заданной толщины покрытия.
Когда обрабатываемая поверхность материала имеет значительную (несколько десятков и более дм2) площадь, целесообразно, для облегчения процесса зажигания микроплазменных разрядов и их стабильного горения, на эту поверхность или участки ее, наносить предварительно диэлектрическое покрытие. При этом вторую стадию погружения материала в электролит до полного осуществляют со скоростью, при которой пропускаемый в цепи (анод - электролит - противоэлектрод) ток I(t)=(0,8-0,99)•I, т.е. близок по величине, но меньше значения силы тока, рассчитанного по соотношению:
I=N/U (2),
где I - максимальное значение силы тока (А), которое может обеспечить источник тока;
N - выходная мощность источника тока (В•А);
U - значение стабилизированного напряжения (В), величина которого больше напряжения пробоя нанесенного диэлектрического покрытия.
Для некоторых деталей необходима обработка только отдельных частей ее поверхности, причем эти части могут находиться в разных местах одной детали. Для этого случая на разные места предварительно осуществляют нанесение диэлектрических полимерных покрытий с разным напряжением пробоя. Если напряжение пробоя предварительно нанесенного диэлектрического покрытия (например, тефлон) превышает значение подаваемого стабилизированного напряжения (U), то этот участок поверхности не будет подвергаться электролитической микроплазменной обработке. После завершения процесса МПО диэлектрическое покрытие можно удалить любым известным способом.
После полного погружения обрабатываемой поверхности в электролит задают электрический режим, заключающийся в подаче стабилизированного напряжения, обеспечивающего отношение катодного и анодного тока, не превышающего 1,3, до получения покрытия толщиной, близкой к заданной, затем пропускают знакопеременный ток длительностью анодного импульса или пакета анодных импульсов не более 0,04 сек, причем длительность пауз между анодными импульсами или пакетами анодных импульсов, которые являются бестоковыми, частично или полностью заполнены катодными импульсами больше, чем длительность анодных импульсов или пакета анодных импульсов, и ступенчато уменьшают напряжение до получения минимальной сквозной пористости и равномерного по толщине покрытия.
Выбор оптимального отношения катодного и анодного тока определяется химической природой и составом обрабатываемой детали, а также характером требований, предъявляемых к получаемому покрытию. Так, для углеродных композитов, полученных импрегнированием пористого графита кремнием, при использовании в составе электролита алюмината натрия, оптимальное отношение катодного и анодного токов равно нулю.
В случае получения износостойкого покрытия на поверхности сплавов на основе циркония и гафния при использовании щелочного электролита с добавками силиката натрия оптимальным является отношение катодного тока к анодному 1,2-1,3. В общем виде нужно исходить из того, что чем выше температура плавления обрабатываемого металла, сплава и получаемого покрытия, тем выше должна быть температура микроплазменного разряда для лучшего оплавления покрытия, что обеспечивается большим катодным током.
При длительности пауз между анодными импульсами или между пакетами анодных импульсов менее 0,04 секунды происходит быстрое формирование покрытия до толщины, близкой к заданной. При этом длительность между анодными импульсами или пакетами анодных импульсов, которые являются бестоковыми, частично или полностью заполняют катодными импульсами, длительность которых больше, чем длительность анодных импульсов или пакета анодных импульсов. В этом случае происходит быстрое залечивание пор, особенно сквозных, и выравнивание покрытия по толщине. Этот эффект объясняется тем, что микроплазменные разряды в первую очередь избирательно образуются в локальных микрозонах, обладающих меньшим электрическим сопротивлением, чем на остальных участках поверхности.
Если стоит задача получения покрытия с заданной пористостью, которое можно использовать в качестве прочного грунта под последующее нанесение защитных, декоративных покрытий или окраски, то после полного погружения детали в электролит электрический режим отличается от вышеописанного. В этом случае перед первым этапом выдержки задают постоянно повышающее напряжение от 0 до 700. ..900 В с длительностью анодных импульсов или пакета анодных импульсов, равной или меньшей длительности бестоковых пауз с диапазоном 0,01-0,1 секунды, причем бестоковые паузы через 4-10 пауз могут быть частично или полностью заполнены катодными импульсами или пакетом катодных импульсов. При таком режиме скорость зарождения пор соизмерима со скоростью их исчезновения, а в ряде случаев для увеличения адгезии покрытия к материалу необходимо каждые из 10 бестоковых пауз заполнять катодными импульсами или пакетами катодных импульсов. Периодичность этого заполнения определяется составом обрабатываемого материала и составом электролита. Повышение напряжения более 900 В производить не целесообразно из-за разрушения покрытия за счет выделения большой удельной энергии в микроплазменном разряде.
Если пористое покрытие необходимо получить на поверхности крупногабаритной детали, то целесообразно применять прием предварительной обработки поверхности диэлектрическим покрытием (например, различные полимерные лаки и клеи) с заданным напряжением пробоя, обеспечивающим эффективное зажигание микроплазменных разрядов. При этом толщина диэлектрического покрытия выбирается такой, чтобы задаваемое начальное напряжение было значительно меньше, чем напряжение, при котором останавливают процесс обработки.
Если обрабатываемые детали имеют отверстия, то во всех рассматриваемых вариантах режимов микроплазменной обработки используют дополнительные противоэлектроды, которые устанавливают внутри отверстия. Дополнительные электроды позволяют избежать экранирования тока внутри отверстия внешней поверхностью детали. Для этой цели осуществляют эффективную циркуляцию и охлаждение электролита либо за счет воздушного барботирования и охлаждения водой через рубашку ванны, либо за счет перекачивания электролита со скоростью 1 дм3/мин и более из ванны через терморегулирующее устройство (например, радиатор) обратно в ванну.
Для проведения процесса МПО поверхности материалов и получения заданных функциональных свойств покрытий используют водные растворы, содержащие гидрооксиды, фосфаты, алюминаты, силикаты и другие соли оксикислот щелочных металлов, а также комплексные соединения, содержащие металл в анионе, органические поверхностно-активные вещества. Наиболее оптимальным диапазоном pH водного раствора электролита является диапазон pH 9...13,5. При таких значениях pH происходит растворение сплавов и накопление в растворе алюминия в виде алюминатных коллоидных комплексов, которые при определенной плотности тока переносятся в канал разряда и участвуют в образовании покрытия. Этот процесс можно активировать, если дополнительно в состав электролита вводить мелкодисперсные или коллоидные частицы различного химического состава, такие как окислы алюминия, кремния, карбиды, нитриды и их смеси. Это также способствует ускоренному наращиванию толщины и целенаправленному формированию функциональных свойств покрытия в результате внедрения в структуру покрытия этих соединений.
При pH < 9 электролит имеет плохую рассеивающую способность токовых электрических полей, возникающих при замыкании цепи, и высокое омическое сопротивление, что приводит к получению неоднородного по толщине покрытия и высоким энергозатратам.
При pH > 13,5, электролит имеет высокую травящую способность, что приводит к изменению геометрии детали или к невозможности осуществления процесса МПО.
Применение в составе электролита солей оксикислот щелочных металлов и комплексных соединений, содержащих металл в анионе, обеспечивает стабилизацию pH электролита, смачивающего обрабатываемую деталь при анодной поляризации, а также оказывает модифицирующее воздействие на химический состав получаемого покрытия.
Органические поверхностно-активные вещества, адсорбируясь на поверхности формируемого покрытия, способствуют выравниванию покрытия.
Сопоставительный анализ предлагаемого способа микроплазменной электролитической обработки поверхности электропроводящих материалов с прототипом выявил отличительные признаки, заключающиеся в следующем:
- в способе погружения детали в электролит, который проводят:
а) в два приема: сначала деталь погружают в электролит на площадь, определяемую по соотношению (1), а затем осуществляют дальнейшее погружение остальной площади детали со скоростью, при которой колебание величины заданного тока, определяемой из произведения плотности тока на всю площадь, подвергаемую обработке, составляет менее чем ±10%, т.е. 0,9I < I(t) < 1,1•I.
б) путем погружения детали, на поверхность или участки поверхности которой предварительно нанесено диэлектрическое покрытие, со скоростью, при которой пропускаемый в цепи (анод - электролит - противоэлектрод) ток близок по величине, но меньше значения силы тока, рассчитанного по соотношению (2),
- в последовательности и характере осуществления электрического режима МПО;
- в соотношении катодных и анодных токовых составляющих электрического режима, длительностью анодных и катодных импульсов или пакетов импульсов и длительностью пауз между ними.
Краткое описание фигур и чертежей
Изобретение поясняется с помощью фиг. 1a, 1б, 1в, 2а, 2б.
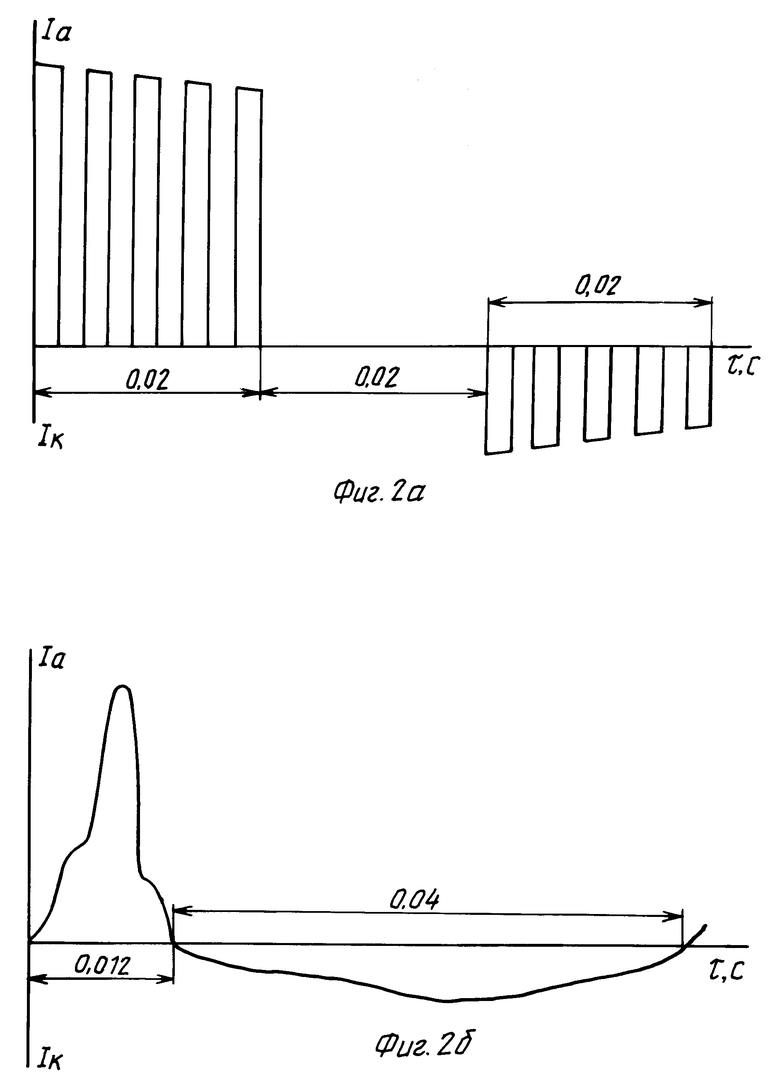
На фиг. 1а, 1б, 1в представлены временные зависимости формы тока, пропускаемого в цепи (обрабатываемая деталь электролит - противоэлектрод) на различных ступенях электрического режима микроплазменной электролитической обработки детали по примеру 1 (Ia - анодный ток, Iк - катодный ток).
Фиг. 1а - 1-я ступень электрического режима по примеру 1.
Фиг. 1б - 2-я ступень электрического режима по примеру 1.
Фиг. 1в - 3-я ступень электрического режима по примеру 1.
На фиг. 2а, 2б представлены временные зависимости формы тока, пропускаемого в цепи (обрабатываемая деталь - электролит - противоэлектрод) на различных ступенях электрического режима микроплазменной электролитической обработки детали по примеру 2. (Ia - сквозной ток, Iк - катодный ток).
Фиг. 2а - 1-я ступень электрического режима по примеру 2.
Фиг. 2б - 2-я ступень электрического режима по примеру 2.
Лучшие варианты осуществления изобретения
Пример 1
Способом микроплазменной обработки наносят покрытие на рабочий элемент камеры CO2 - лазера общей площадью 2,7 дм2 из сплава В- 95. Элемент имеет сложную геометрическую форму с отверстием d = 8 мм, внутренняя поверхность которого также подлежит покрытию. Требования к покрытию:
- напряжение пробоя > 2000 В;
- высокая химическая стойкость к рабочей среде лазера;
- толщина покрытия 75 мкм.
Для осуществления процесса МПО используют 50 л ванну из нержавеющей стали, корпус которой служит противоэлектродом.
Для осуществления эффективного охлаждения и циркуляции электролита используют воздушный борбатер, который располагают на дне ванны. Электролит перекачивают из ванны через радиатор обратно в ванну со скоростью 40 дм3/мин.
Используют электролит следующего состава, мас.%:
NaOH - 0,3
Na [Al(OH)4] - тетрагидроксоалюминат натрия - 0,5
Переплавленный однозамещенный фосфат натрия - 0,5
Водный экстракт сырья растительного происхождения, полученный при соотношении масс сырья и экстракта не менее 0,01 - 12,0
Вода - Остальное
Выходная мощность источника тока 40000 В•А.
Предварительно определяют минимальную плотность тока, при которой устойчиво реализуется процесс МПО. Для этого берут пластину площадью 0,6 дм2 из сплава В-95, погружают ее в электролит указанного состава, пропускают ток, повышая его значение до появления микроплазменных разрядов. В данном случае экспериментально определенное значение тока соответствует I = 4,32 А. Рассчитанная минимальная плотность тока составляет 7,2 А/дм2.
Проведение микроплазменной обработки осуществляют по первому способу погружения детали. Для этого рабочий элемент камеры CO2-лазера сначала погружают в электролит на площадь, равную 1,3 дм3. Через отверстие в детали пропускают дополнительный противоэлектрод в виде стержня. Затем задают выпрямленный ток величиной, рассчитанной из произведения 7,2 А/дм2•2,7 дм2 = 19,44 А (по форме ток соответствует зависимости, приведенной на фиг. 1а) и погружают деталь в электролит со скоростью, при которой величина заданного тока 19,44 А не изменяется более чем на ± 10%. После полного погружения детали в электролит задают стабилизированное напряжение 580 В, обеспечивающее отношение катодного тока к анодному, равное единице (фиг. 1б). При данном электрическом режиме проводят выдержку в течение 30 минут, при этом достигают толщины покрытия, равной 58±10 мкм по всей поверхности детали. Затем в электрической цепи задают стабилизированное напряжение 570 В и пропускают импульсный ток с длительностью пакета анодных импульсов 0,02 сек, бестоковых пауз 0,01 сек и пакета катодных импульсов 0,02 сек (фиг. 1в). При таком электрическом режиме осуществляют выдержку 16 минут. Затем ступенчато, за четыре ступени, уменьшают напряжение до 450 В с уровнем снижения на каждой ступени 30 В, с выдержкой после каждого снижения на первых двух ступенях по 4 минуты, а на последних двух по 2 минуты. После этого останавливают процесс понижением напряжения до нуля, извлекают деталь и промывают ее водой.
Анализ полученного покрытия показал:
- толщина покрытия - 75±6 мкм, по всей поверхности детали;
- сквозная пористость - 2...3 поры/см2, диаметр пор не более 1,5 мкм, что обеспечивает высокую химическую стойкость покрытия;
- фазовый состав покрытия - α Al2O3 + γ Al2O3;
- напряжение пробоя - 2250 ± 50 В.
Пример 2. Нанесение коррозионно-стойкого покрытия на внешнюю поверхность теплообменного змеевика, используемого в аппаратах химической промышленности, в частности для синтеза аммиака
Теплообменный змеевик изготовлен из циркониевого сплава H-2,5, содержащего 2,5% ниобия, и имеет поверхность, которая имеет контакт с агрессивной средой, 15300 дм2.
Для этой цели предварительно на внешнюю поверхность змеевика наносят методом краскораспыления диэлектрическое полимерное покрытие на основе алкидного лака толщиной 17±2 мкм, обеспечивающей электрический пробой этого покрытия при напряжении 300±20 В. Диэлектрическое покрытие можно также наносить методом обмазки или окраски кистью. Для осуществления электрического режима используют источник тока с выходной мощностью 100000 В•А. В ванну из нержавеющей стали, корпус которой будет служить противоэлектродом, заливают электролит следующего состава, мас.%:
Na2SiO3 - 0,6
NaOH - 0,4
Вода - Остальное
Предварительно по соотношению (2) рассчитывают силу тока. В данном случае она составляет 286 А.
Для осуществления обработки змеевик погружают в электролит со скоростью, которая обеспечивает постоянство выбранной силы тока. Поддержание такого постоянства обеспечивают за счет автоматической регулировки обратной связи между погружным устройством и источником питания. Одновременно задают импульсное напряжение 350 В с одинаковой длительностью пакета анодных импульсов, бестоковых пауз и пакета катодных импульсов - 0,02 секунды, обеспечивающее отношение катодного тока к анодному 0,4 (фиг. 2а). Это напряжение обеспечивает пробой предварительно нанесенного диэлектрического полимерного покрытия.
После полного погружения змеевика в электролит проводят двухступенчатую обработку по следующим электрическим режимам:
- сначала задают стабилизированное напряжение 330 В и непрерывный знакопеременный ток с длительностью анодного импульса 0,012 и катодного импульса 0,04 секунды (фиг. 2б). Проводят обработку при этом электрическом режиме в течение 20 минут;
- затем ступенчато уменьшают напряжение до 210 В за три раза по 40 В напряжение с выдержкой на каждой ступени по три минуты.
После этого останавливают процесс понижением напряжения до нуля, извлекают деталь и промывают ее водой.
Анализ полученного покрытия показал:
- толщина покрытия - 70±5 мкм;
- сквозная пористость 1 - 3 поры/см2, диаметр пор не более 1,5 мкм, что обеспечивает высокую коррозионную стойкость при прочном сцеплении с подложкой;
- фазовый состав покрытия - α Al2O3/ γ Al2O3 в рабочем слое и
-Al2SiO5/αAl2O3 в технологическом слое ~ 10 мкм.
Следует отметить, что по известным способам микроплазменной электролитической обработки получить покрытие такого качества на площади 15300 дм2 практически невозможно, так как для реализации процесса требуется емкостной источник тока мощностью более 20000000 В•А.
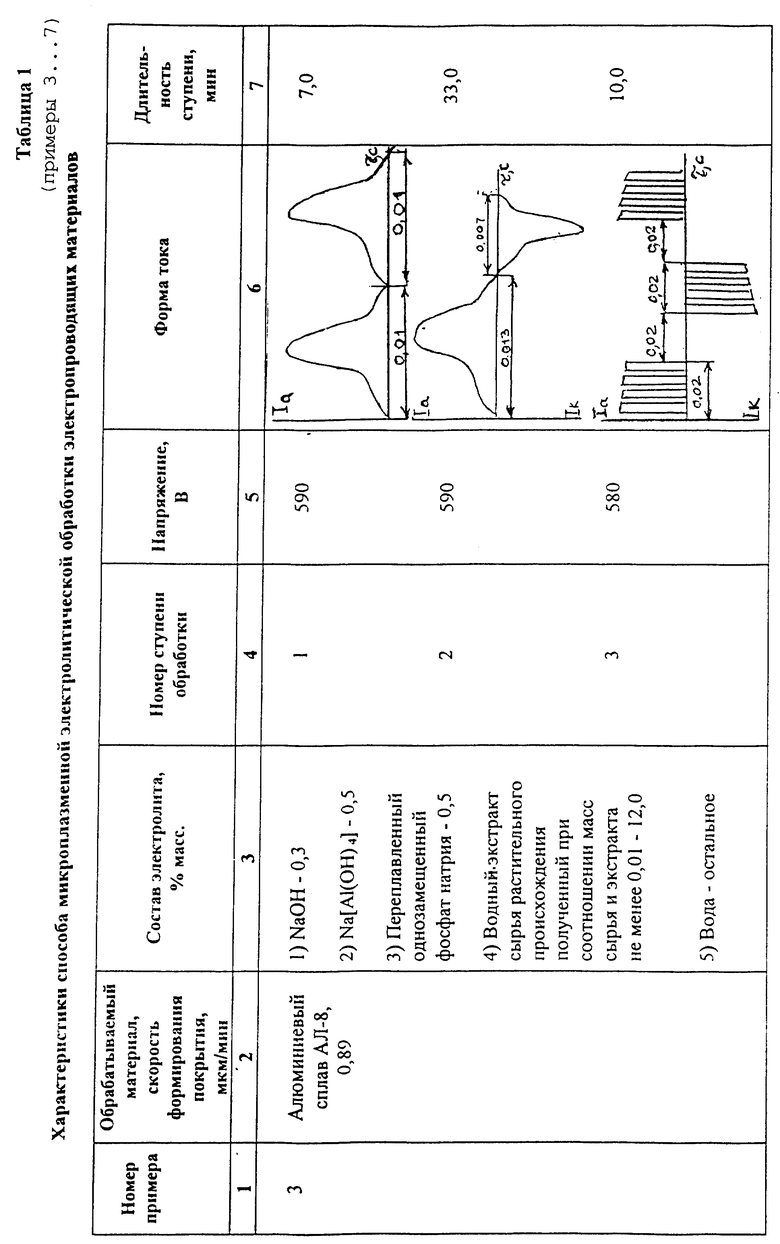
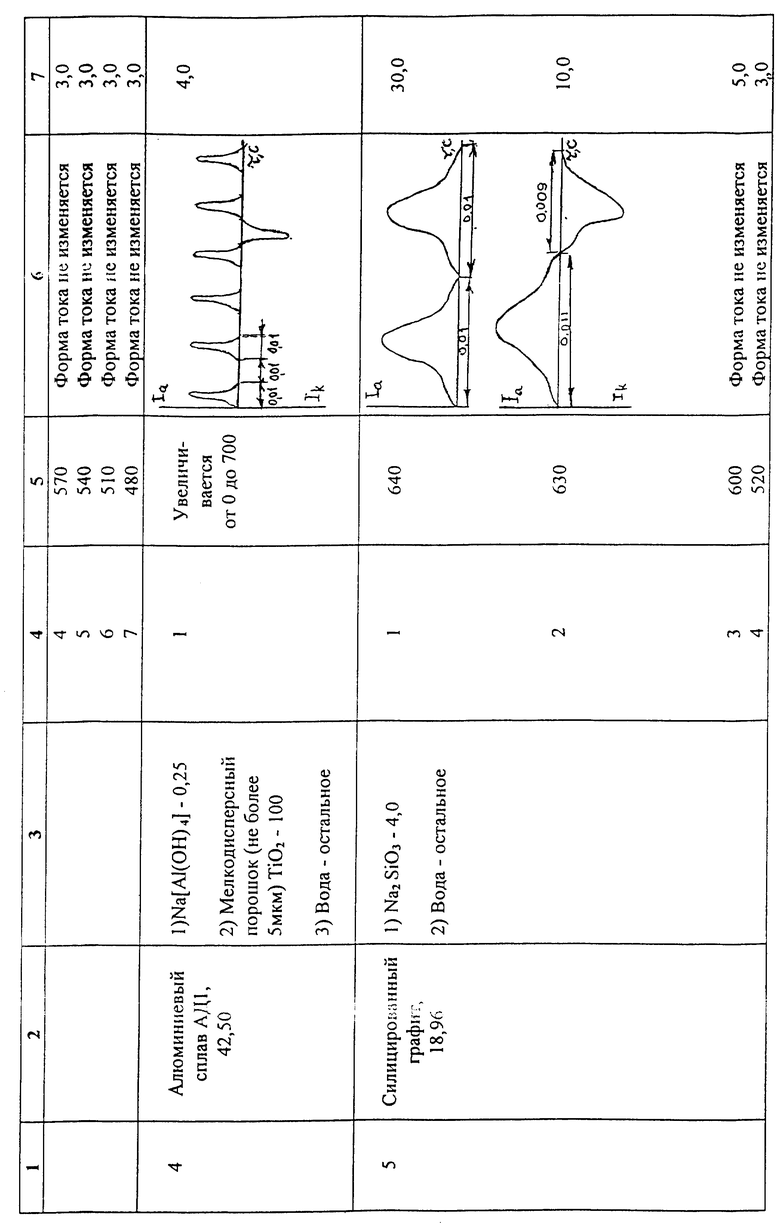
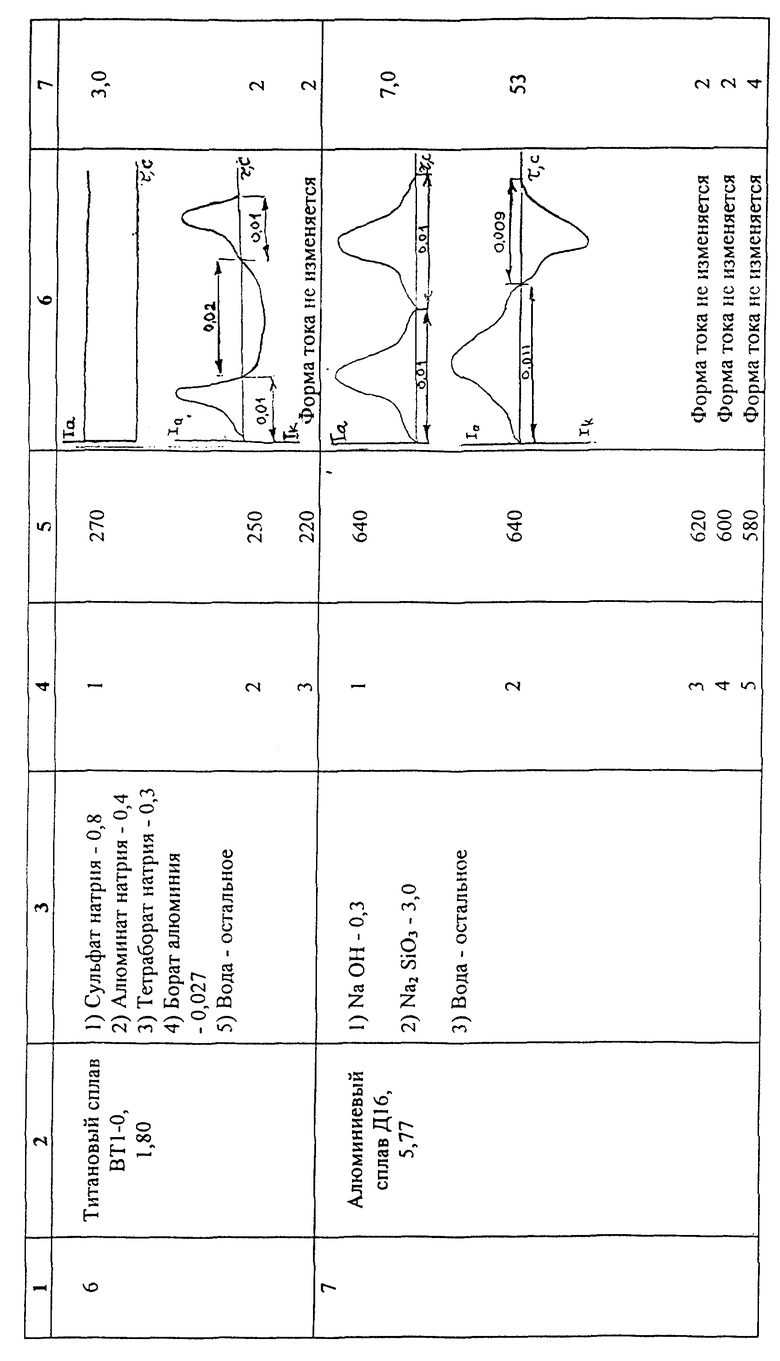
В таблице 1 приведены примеры 3...7, характеризующие варианты способа микроплазменной электролитической обработки электропроводящих материалов различного химического состава. Обработку ведут в электролитах различного химического состава. Режим погружения плоских пластин предусматривает полное их погружение в электролит, после чего осуществляют многоступенчатые электрические режимы обработки. В примерах 3, 6, 7 сначала процесс ведут в режиме стабилизированного тока, при плотности тока 11,0; 1,7; 5,5 А/дм2 соответственно. В примере 5 осуществляют плавное повышение напряжения до значения 640 В на первой ступени.
Температура электролита в ванне поддерживалась за счет оптимальных режимов перекачки ее из ванны через терморегулирующее устройство в ванну и составляла 16; 25; 110; 25; 30oC соответственно для примеров 3; 4; 5; 6; 7.
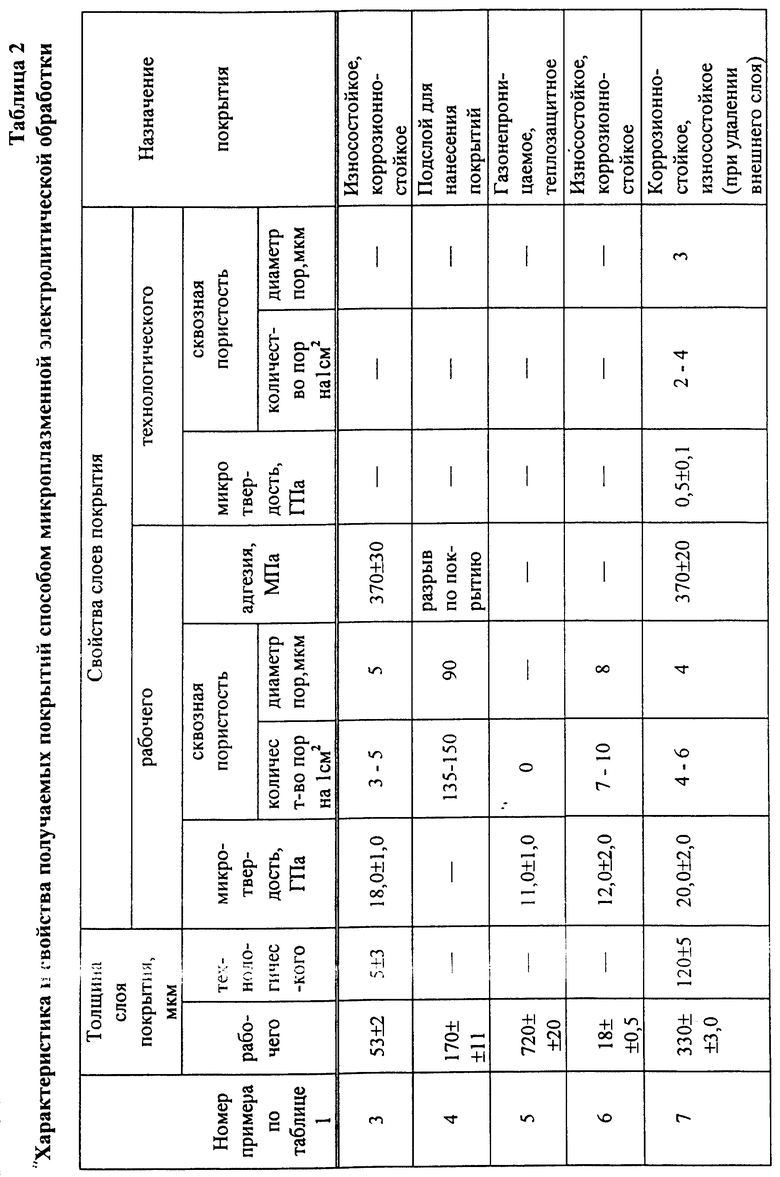
В таблице 2 представлены характеристики покрытий, получаемых по режимам примеров 3,4,5,6,7.
По совокупности данных, представленных в примерах 1 - 7, следует, что по сравнению с известным способом микроплазменной электролитической обработки, предлагаемый способ позволяет проводить обработку больших поверхностей крупногабаритных или одновременно большого количества мелких деталей при использовании источников тока умеренной мощности, при этом существенно расширяется ассортимент материалов, на которые можно наносить покрытия с заданными функциональными свойствами.
Специалистам очевидно, что изобретение не ограничивается приведенными примерами, и оно может быть осуществлено и в других вариантах без изменения существа изобретения. Поэтому следует считать, что приведенное описание не носит ограничительный характер, и в него могут быть внесены изменения в пределах существа, а также объема данного изобретения, определенного в прилагаемой формуле изобретения.
Промышленная применимость
Предложенный способ микроплазменной электролитической обработки поверхности электропроводящих материалов позволяет осуществлять обработку больших поверхностей крупногабаритных или одновременно большего количества мелких деталей при использовании источника тока умеренной мощности. Способ позволяет проводить обработку широкого ассортимента токопроводящих материалов. При этом можно наносить покрытия заданной толщины и с заданными функциональными свойствами. Широкая сырьевая база применяемых компонентов и устройств, простота и надежность предложенного способа являются критериями, способствующими широкой промышленной применимости.
Источники информации
1. Патент США N 3834999 А, кл. С 23 В 11/02, 1974.
2. Патент РФ N 2006531 C1, кл. С 25 D 11/04,1994.
3. Патент США N 5720866 А, кл. С 25 D 21/12, 1998.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ МЕТАЛЛОВ ИЛИ СПЛАВОВ И ЭЛЕКТРОЛИТИЧЕСКОЕ ПОКРЫТИЕ | 1996 |
|
RU2112086C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2005 |
|
RU2286405C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2005 |
|
RU2286406C1 |
| СПОСОБ МИКРОПЛАЗМЕННОГО ОКСИДИРОВАНИЯ ВЕНТИЛЬНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2124588C1 |
| Способ формирования защитного оксидно-керамического покрытия на поверхности вентильных металлов и сплавов | 2018 |
|
RU2681028C2 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2006 |
|
RU2324771C1 |
| Способ получения электрохимическим оксидированием покрытий на вентильных металлах или сплавах | 2019 |
|
RU2718820C1 |
| СПОСОБ ОЧИСТКИ И СТЕРИЛИЗАЦИИ МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 1996 |
|
RU2126691C1 |
| Способ получения композиционного самосмазывающегося керамического покрытия на деталях из вентильных металлов и их сплавов | 2023 |
|
RU2807788C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ СПЛАВОВ АЛЮМИНИЯ | 2013 |
|
RU2528285C1 |
Изобретение относится к области электрохимии, а именно к микроплазменной электролитической обработке поверхности с целью получения качественного и равномерного покрытия. Способ включает создание контакта электропроводящего материала, служащего первым электродом, и второго электрода с электролитом, приложение напряжения между электродами до зажигания множества микроплазменных разрядов и последующую выдержку при заданных электролитических параметрах до получения покрытия заданной толщины. Материал погружают в электролит сначала на площадь Sн=N/A•i, где Sн в дм2; N - выходная мощность источника тока, В•А; А - эмпирический параметр, А = 550 - 5000 В; i - минимальная плотность тока устойчивого процесса, А/дм2. Полное погружение материала осуществляют при токе между электродами 0,9I < I(t) < 1,1I, затем задают электрический режим при напряжении 200 - 1000 В с различными изменяемыми формами и величинами тока. При этом отношение катодного и анодного тока при стабилизированном напряжении устанавливают 0 - 1,3 до получения покрытия толщиной, близкой к заданной, затем пропускают знакопеременный ток длительностью анодного импульса или пакета анодных импульсов не более 0,04 с, причем длительность пауз между анодными импульсами или пакетами анодных импульсов, которые являются бестоковыми, частично или полностью заполняют катодными импульсами, длительность которых больше, чем длительность анодных импульсов или пакета анодных импульсов. Затем ступенчато уменьшают напряжение до получения минимальной сквозной пористости и равномерного по толщине покрытия. Технический результат: получение равномерных тепло-, коррозионно-, износостойких диэлектрических покрытий толщиной до 700 мкм при обработке крупногабаритных деталей или большого количества мелких. 3 з.п.ф-лы, 2 ил., 2 табл.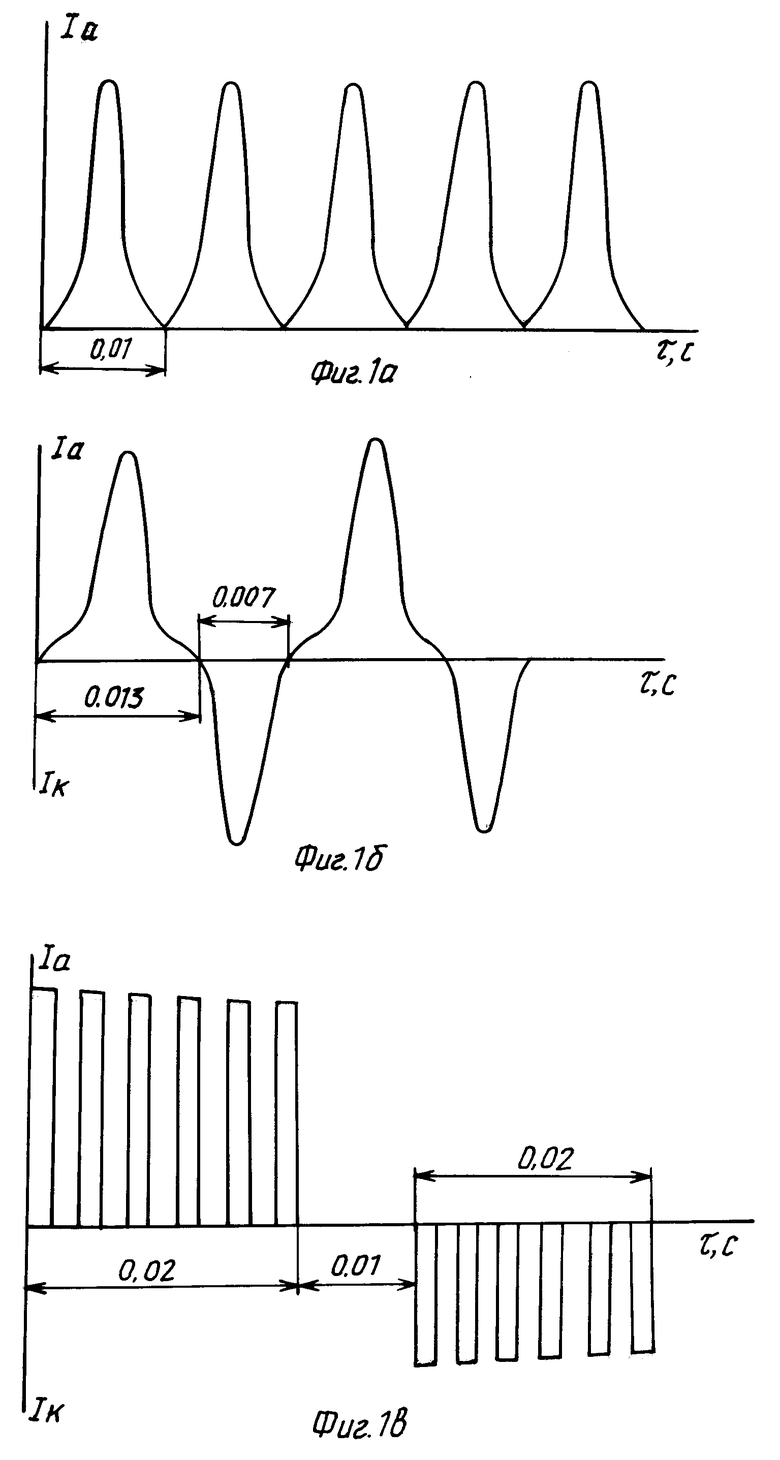
SH = N/A • i,
где SH - часть площади материала, погружаемой в электролит, дм2;
N - выходная мощность источника тока, В • А;
А - эмпирический параметр, зависящий от состава обрабатываемого материала, выбранного электрического режима обработки и состава электролита, А = 550 - 5000, В;
i - минимальная плотность тока, при которой устойчиво реализуется микроплазменная электрическая обработка, А/дм2,
а последующее погружение материала до полного осуществляют при поддержании величины тока I(t) между электродами 0,9I < I(t) < 1,1I, затем задают электрический режим при напряжении 200 - 1000 В с различными изменяемыми формами и величинами тока.
| US 5720866 A, 14.06.1996 | |||
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОДУГОВОГО НАНЕСЕНИЯ СИЛИКАТНОГО ПОКРЫТИЯ НА АЛЮМИНИЕВУЮ ДЕТАЛЬ | 1992 |
|
RU2006531C1 |
| US 3834999 H, 10.09.1974 | |||
| US 4869789 A, 02.02.1988. | |||

