Изобретение относится к производству строительных материалов, в частности к формованию стенового керамического кирпича на ленточных прессах с использованием электроосмоса, а также может быть применено в технологических процессах электроосмотического обезвоживания капиллярно-пористых материалов, например при сушке древесины, стен зданий и т.п.
Использование эффекта электроосмоса при пластическом формовании керамических изделий позволяет отказаться от искусственного орошения мундштука, в результате чего повышается качество отформованных изделий, снижаются энергозатраты при производстве кирпича, существенно улучшаются санитарно-гигиенические условия труда на участке прессования керамических изделий.
Однако применение электроосмоса в различных технологических процессах ограничено весьма существенным обстоятельством - затуханием процесса во времени из-за образования сухого слоя на аноде, увеличивающего значительно контактное электросопротивление. Этот недостаток обуславливает высокие энергозатраты, а также весьма низкую эффективность данного процесса направленного перемещения жидкости во влажном капиллярно-пористом материале, заключенном в межэлектродном пространстве, под воздействием электрического тока.
Наиболее близким способом к заявляемому является способ формования керамического кирпича выдавливанием глиняной массы через мундштук ленточного пресса с использованием электроосмоса, при котором электрическое поле создают непосредственно в полости мундштука, присоединяя к его корпусу катод, а к проходящему керамическому брусу анод и пропуская через формуемую массу постоянный ток [1].
Недостаток известного способа состоит в нестабильности процесса электроосмоса из-за образования сухого слоя керамики на аноде, что либо вообще прерывает протекание тока через формуемую смесь, либо сопряжено с большими энергозатратами, если источник тока имеет неограниченную мощность.
Для решения технической задачи стабилизации процесса электроосмоса во времени и повышения его эффективности в предлагаемом способе отрицательный потенциал источника тока подключают к корпусу мундштука, а положительный - к формуемой массе. Отличие заявленного способа от прототипа заключается в осуществлении передачи положительного потенциала от анода к формуемой массе посредством электропроводной жидкости, увлажняющей слой капиллярно-пористого материала, отделяющий анод от непосредственного контакта с формуемой массой. В качестве электропроводной жидкости используют водные растворы солей металлов.
Поскольку в заявленном способе положительный электрод (анод) непрерывно контактирует в процессе работы пресса только с электропроводной жидкостью, то при подаче напряжения на электрод слой капиллярно-пористого материала, разделяющий электрод и формуемую массу, электроосмотически увлажняется электропроводной жидкостью и становится стабильным проводником тока.
Устранением непосредственного контакта положительного электрода с формуемой керамической массой и непрерывным его смачиванием электропроводной жидкостью предотвращают опасность высыхания прианодного слоя керамической массы в процессе формования бруса на протяжении всего периода работы пресса. В результате чего электросопротивление контактного перехода положительный электрод - формуемая керамическая масса стабилизируется на исходной величине, а значит становится устойчивым и электроосмотический процесс влагопереноса в формуемой массе при минимально необходимом значении тока, что стабилизирует непрерывное поступление влаги к катоду, каковым является рабочая поверхность мундштука. Это позволяет отказаться от использования орошаемых мундштуков, снизить общие энергозатраты на процесс электроосмоса, на процесс прессования керамического бруса на ленточном прессе и на последующую сушку кирпича-сырца.
Качество готовых изделий улучшается, т.к. при орошении мундштука избыточная влажность поверхностного слоя сырца является часто причиной трещинообразования при его последующей термообработке. Использование в качестве электропроводной жидкости водных растворов солей металлов позволяет получать кирпич различной окраски, что значительно улучшает его потребительские свойства.
Осуществление заявленного способа с помощью известных устройств не представляется возможным.
Предлагается устройство для формования керамических изделий, включающее ленточный пресс, мундштук которого подключен к катоду постоянного тока, а анодный узел для передачи положительного потенциала формуемой массе, отличающееся тем, что анодный узел выполнен в виде диэлектрического участка корпуса пресса с полостью для циркуляции электропроводной жидкости, в которой установлен анод, и внутренней стенкой из капиллярно-пористого материала.
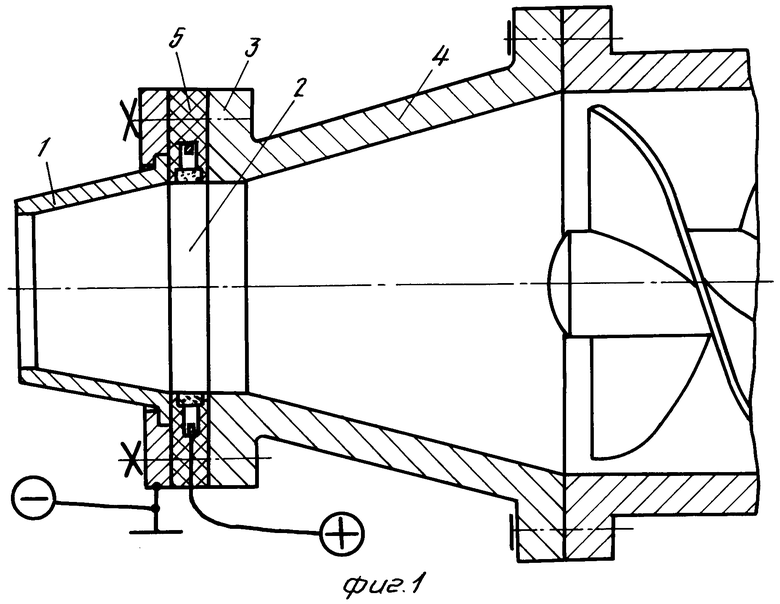
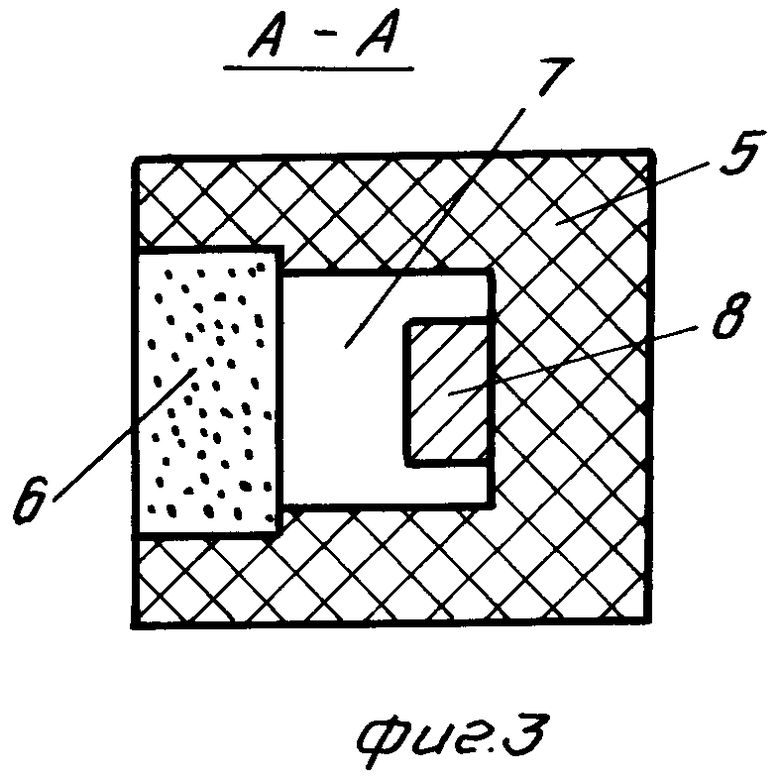
На фиг. 1 показано устройство, смонтированное на ленточном прессе; на фиг. 2 - анодный узел, общий вид; на фиг. 3 - сечение А-А на фиг. 2.
Устройство включает источник постоянного тока (на чертежах не показан), катодный узел 1, в качестве которого использован мундштук ленточного пресса, и анодный узел 2, закрепленный на торцевой плите 3 прессовой головки 4.
Анодный узел состоит из диэлектрического корпуса 5, имеющего форму рамки. Внутренняя стенка 6 корпуса 5 выполнена из капиллярно-пористого материала, например керамики. В полости 7 корпуса 5 установлен электрод 8, соединенный с клеммой "плюс" источника постоянного тока. Полость 7 диэлектрического корпуса 5 выполнена проточной и через подводящий и отводящий штуцеры (на фиг. 2 показаны стрелками) соединена с трубопроводом для циркуляции электропроводной жидкости.
Устройство работает следующим образом.
Перед началом прессования полость 7 диэлектрического корпуса 5 анодного узла 2 подключают к трубопроводу и обеспечивают непрерывное прохождение (циркуляцию) электропроводной жидкости. Источник постоянного тока подключают к электродной системе. Приводной механизм пресса блокируют с источником тока и с включением пресса внутри мундштука создается электростатическое поле. При заполнении рабочего пространства пресса керамической смесью замыкается электрическая цепь между анодом 2 и катодом 1, в результате осуществляется электроосмотическая смазка рабочей поверхности мундштука, т.е. под воздействием постоянного электрического тока электропроводящая жидкость из полости 7 анодного узла 2 через слой капиллярно-пористого материала 6, отделяющий формуемую керамическую массу от положительного электрода 8, направленно перемещается к катоду - мундштуку 1.
Осуществление заявленного способа с помощью заявленного устройства полностью нивелирует отрицательное влияние нагрева контактной поверхности анодного узла на непрерывность течения процесса электроосмотического влагопереноса в полости пресса.
Заявленные способ и устройство могут успешно применяться не только при пластическом формовании керамических изделий на ленточном прессе, но и при обезвоживании различных капиллярно-пористых материалов, как древесина, торф, грунт под котлованы зданий и сооружений, бетонные изделия при формовке и др., с использованием для этой цели электроосмоса.
В этом случае эффективность процесса обезвоживания существенно возрастает, значительно снижаются суммарные энергозатраты и обеспечивается устойчивость процесса электроосмоса на протяжении всего периода до момента существенного обезвоживания всего объема материала, заключенного в межэлектродном пространстве, т. е. до момента резкого повышения электросопротивления материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЪЕМНОГО НАГРЕВА И УПРОЧНЕНИЯ ДИЭЛЕКТРИЧЕСКИХ КАПИЛЛЯРНО-ПОРИСТЫХ КОЛЛОИДНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2085535C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКОГО КИРПИЧА | 1993 |
|
RU2041063C1 |
| СПОСОБ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА | 1994 |
|
RU2089526C1 |
| МУНДШТУК ЛЕНТОЧНОГО ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2035298C1 |
| Способ формования изделий выдавливанием пластичной массы через мундштук ленточного пресса | 1983 |
|
SU1127771A1 |
| СПОСОБ СУШКИ ОТФОРМОВАННОГО КИРПИЧА-СЫРЦА | 2010 |
|
RU2433102C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КОНВЕЙЕРНОЙ ЛЕНТЫ | 1992 |
|
RU2026807C1 |
| СПОСОБ ФОРМОВАНИЯ МАССЫ АКТИВАТОРА АНОДНЫХ ЗАЗЕМЛИТЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2207952C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2174464C1 |
| Устройство для электрохимической обработки жидкости | 1986 |
|
SU1634643A1 |

Использование: формование стенового керамического кирпича на ленточных прессах с применением электроосмоса. Сущность изобретения: мундштук ленточного пресса подключен к катоду постоянного тока. Передачу положительного потенциала от анода к формуемой массе осуществляют посредством электропроводной жидкости, циркулирующей в полости диэлектрического участка корпуса пресса. 2 с.п. ф-лы, 1 з.п. ф-лы, 3 ил.
| Дроздов М.Е | |||
| Механическое оборудование керамических предприятий | |||
| М.: Машиностроение, 1975, с.37. |
