Изобретение относится к промышленности строительных материалов, в частности к производству керамических изделий методом пластического формования полнотелого кирпича на ленточных (шнековых) прессах.
К керамическим стеновым изделиям, как к конструкционному строительному материалу ГОСТом предъявляются регламентированные требования по механической прочности, теплозащитным свойствам, морозостойкости, водопоглощению и др. которые обеспечиваются особенностями технологии производства, свойствами исходного сырья, конструктивными элементами формообразования и т.п.
Самым распространенным и универсальным методом улучшения свойств исходного сыpья, оказывающим эффективное влияние на повышение технологических свойств керамической смеси и на качество готовых изделий, является введение в состав различных добавок для улучшения формуемости, сушильных свойств, снижения склонности к трещинообразованию и т.п. например: древесные опилки, уголь, зола и др. Наибольшая объемная часть вводимых в глину добавок относится к категории выгорающих, основным функциональным назначением которых является порообразование (пустотообразование) в полнотелом кирпиче.
Недостатком этого метода является увеличение трудоемкости и себестоимости производства кирпича (затраты на приобретение, транспортировку, хранение, подготовку и дозировку материалов).
Известен способ пластического формования, так называемого, эффективного керамического кирпича (с искусственными пустотами) путем выдавливания керамической массы через мундштук и пустотообразователи (керны), размещенные в его полости.
Этот способ существенно уменьшает пороки и недостатки традиционной технологии формования обыкновенного полнотелого кирпича и создает ряд дополнительных преимуществ: снижается удельный расход керамической массы и, соответственно, вес изделия, улучшаются теплоизоляционные свойства кирпича, уменьшается продолжительность и снижаются энергозатpаты при термической обработке кирпича-сырца.
Этот способ принят в качестве прототипа.
Однако известный способ не лишен недостатков, а именно:
возрастает сопротивление движению керамической массы в полости мундштука в процессе формования кирпича, что снижает производительность пресса и увеличивает нагрузку на его приводной механизм, т.е. увеличиваются энергозатраты на операцию формования керамического бруса.
Другим существенным недостатком является снижение конструкционной прочности изделия из-за наличия в кирпиче искусственно созданных крупных по размерам большого количества пустот, с суммарным объемом в 13-30% и даже выше от объема изделий (см. ГОСТ 530-80), что во многих случаях не позволяет использовать такой кирпич в качестве стенового материала при строительстве высотных зданий и увеличивает процент боя (поломок), особенно на транспортных операциях.
Целью предлагаемого технического решения является получение кирпича с более высокими прочностными свойствами и с более низкими материальными и энергетическими затратами на его производство.
Это в предлагаемом способе достигается тем, что при пластическом формовании полнотелого керамического кирпича на ленточном прессе, включающем выдавливание через мундштук с кернами глиняного бруса с образованием в нем сквозных продольных каналов при перемещении керамической массы в полости прессующего устройства, керны каналообразователи выполняют сужающимися в направлении движения и при этом суммарная площадь сечения каналов на выходе из мундштука составляет 1-7% от площади сечения формуемого бруса.
Отличительными признаками предложенного способа являются:
выполнение каналов сужающимися в направлении движения керамической массы в полости формующего устройства;
на выходе из мундштука суммарная площадь сечения каналов составляет 1-7% от площади сечения глиняного бруса.
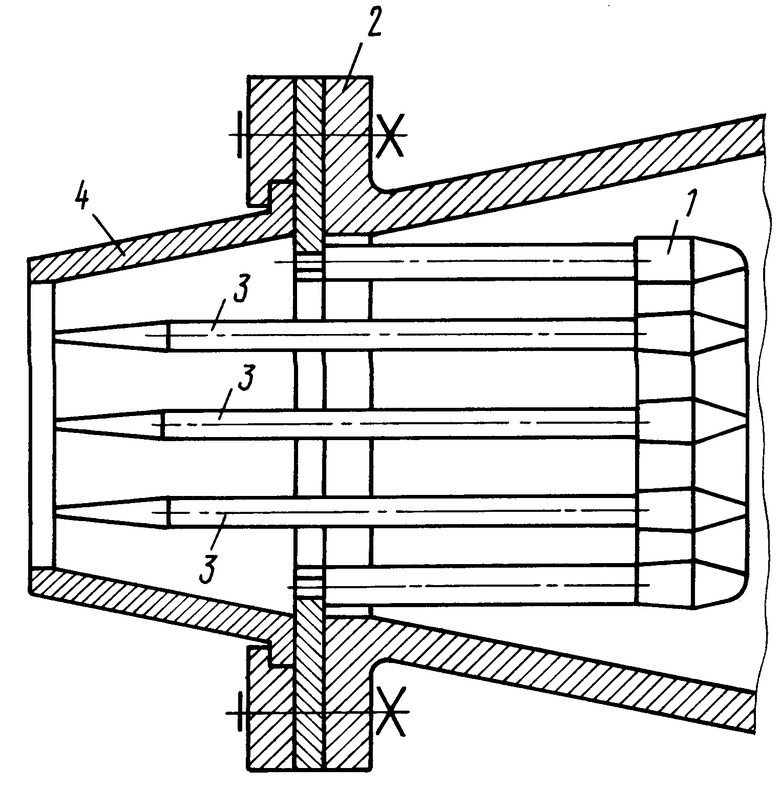
На чертеже схематично изображен вариант устройства для осуществления предлагаемого способа.
Устройство содержит кернодержатель 1, фланцевую плиту прессовой головки ленточного пресса 2, керны-каналообразователи 3, мундштук пресса 4.
В предлагаемом способе выполнение в глиняном брусе сквозных продольных каналов осуществляют непосредственно на прессе путем установки в полости мундштука кернов с уменьшающимся в направлении выходного отверстия сечением.
Формование кирпича по предлагаемому способу осуществляют на шнековом прессе с вакуумированием керамической смеси. Исходное сырье глина проходит все традиционные операции обработки и подготовки, включающие предварительное разрушение ее естественной структуры, удаление посторонних примесей и включений, измельчение, увлажнение, усреднение влаги в массе и получение однородной смеси (шихты), а также введение специальных добавок. Отформованные изделия проходят термическую обработку (сушку, обжиг).
Отличительные особенности предлагаемого способа получения керамического кирпича входят только в операцию формования глиняного бруса на ленточном прессе.
Эти особенности позволяют изготавливать обыкновенный кирпич с новым комплексом технологических и потребительских свойств, объединяющих в одно целое основные преимущества технологий пластического формования полнотельных и пустотелых кирпичей, существенно уменьшив при этом негативные стороны каждой из технологий в отдельности.
Так, предложенный способ формования керамического кирпича позволяет устранить многие, часто встречающиеся и трудноустранимые разновидности скрытых дефектов формования: свилеватость, расслоение, неравноплотность, и при этом значительно сократить количество вводимых в смесь выгорающих добавок (преимущественно древесные опилки), повысить эффективность термической обработки кирпича-сырца. Эта часть нового положительного эффекта очевидна и вполне закономерна, так как создается на базе использования в предлагаемом способе известных ранее приемов выполнения в формуемом брусе продольных сквозных каналов. А вот отличительная особенность предлагаемого способа формования, т.е. выполнение каналов сужающимися, уменьшает сопротивление движению глиняной массы в полости мундштука при формовании бруса.
Новый положительный эффект от предложенного формообразования каналов создается еще и потому, что при прессовании бруса окончательное уплотнение глиняной массы в полости мундштука сопровождается одновременной релаксацией (гашением) упругих напряжений, сжатия, а это, в отличие от всех известных способов пластического формования кирпича на ленточных прессах, снижает склонность сырого изделия к деформированию и трещинообразованию на последующих операциях термической обработки.
Второй существенной отличительной особенностью (признаком) предлагаемого технического решения является необходимая и достаточная для получения нового положительного эффекта регламентация важнейшего параметра процесса формования. Этим параметром является дополнительно создаваемая в кирпиче в процессе его формования искусственная пустотность в виде сквозных продольных каналов, суммарная площадь отверстий которых ограничена пределами 1-7% от площади сечения формуемого бруса.
Известно, что чем меньше пористость керамики, тем выше ее прочность при равных прочих условиях, но и тем хуже ее технологические свойства: влагопроводность, трещиноустойчивость, сушильные свойства и др. Получение искусственных пустот (каналов) в кирпиче в процессе его формования улучшает технологические свойства исходной керамической смеси и многие потребительские свойства готовых изделий, но при этом снижается конструкционная прочность кирпича. Однако при пористости кирпича менее 10% обеспечиваются, как известно, достаточно высокие свойства в сочетании с хорошей технологичностью (см. например, Требования к изделиям высшей категории качества. Д.И.Швайка. Справочник мастера по производству стеновой керамики. Киев, Будивэльник, 1990, с.12).
Предложенные в формуле изобретения пределы суммарной площади выполняемых в формуемом брусе сужающихся каналов (1-7% от площади сечения бруса) являются теми оптимальными пределами, которые практически не приводят к снижению прочностных характеристик кирпича, но обеспечивают достаточно эффективное улучшение технологических свойств керамики. При этом важно учитывать, что наиболее высокий положительный эффект может быть достигнут только при выполнении наибольшего числа равномерно рассредоточенных в плоскости кирпича сквозных каналов с ограниченной площадью сечения каждого отверстия.
Так, экспериментально установлено, что совершенно неэффективно выполнять каналы в керамическом брусе с площадью сечения единичного отверстия менее 7,0 мм2, т.е. диаметром менее 3 мм, так как у таких каналов выходные отверстия в кирпиче-сырце оказываются закупоренными глиной после разрезки бруса на кирпичи. Максимальная площадь сечения единичного канала тоже ограничена и не может превышать 200 мм2, так как эта величина соответствует отверстию диаметром 16 мм, т.е. предельно допустимому сквозному отверстию по ГОСТ 530-80.
Исходя из конструктивных возможностей практического выполнения каналов в формуемом брусе и обеспечения при этом желаемого сочетания улучшенных технологических свойств керамической массы с высокой прочностью готовых изделий, расчетным путем и экспериментальной проверкой установлена оптимальная площадь отверстия единичного канала в формуемом брусе в пределах 12-38 мм2, что соответствует диаметрам отверстий круглого сечения в 4-7 мм.
На основании вышеизложенного, при суммарной площади выполняемых в кирпиче-сырце каналов менее 1% от площади сечения формуемого бруса не происходит заметного (практически наблюдаемого) улучшения сушильных свойств керамики, а при большей величине суммарной площади сечения каналов, чем 7% возникает реальная опасность снижения прочностных свойств полнотелого кирпича.
Одной из разновидностей является каналообразователь, используемый при выполнении 19-ти каналов в формуемом брусе, которые равномерно рассредоточены в пределах площади сечения бруса. Диаметр каждого единичного канала выполняется изменяющимся с 12 мм в основании до 6 мм на выходе. При формовании кирпича по предлагаемому способу в сечении глиняного бруса на выходе из мундштука будет образовано 19 сквозных отверстий с суммарной площадью пустот, равной 537 мм2 или 1,65% от площади сечения бруса (Sбр=260 мм х 125 мм=32500 мм2). Такая суммарная площадь сечения 19-ти сквозных каналов в кирпиче практически совершенно не влияет на изменение (снижение) конструктивной прочности изделия, но их выполнение в кирпиче-сырце существенно улучшает сушильные свойства керамики при значительно уменьшенном объеме вводимых в смесь выгорающих добавок.
Таким образом, в результате выполнения в кирпиче сквозных сужающихся каналов в процессе его формования на ленточном прессе с суммарной площадью 1-7% от площади сечения бруса, обеспечивается возможность уменьшения дозы вводимых в глину выгорающих добавок при сохранении и даже улучшении влаго- и теплопроводимости керамики.
Предложенный способ пластического формования керамического кирпича позволяет изготавливать изделия с новым комплексом технологических и эксплуатационных (потребительских) свойств, объединяющим основные достоинства пустотелого и полнотелого кирпича. При этом кирпичи обладают новым дополнительным положительным комплексом потребительских свойств: более высокими прочностными характеристиками, чем у полнотелого кирпича, изготовленного по традиционной технологии пластического формования, и более высокой сопротивляемостью (устойчивостью) к воздействию локальных динамических и статистических нагрузок. Более высокие прочностные характеристики, чем у обыкновенного полнотелого кирпича, объясняются значительным снижением и даже полным отсутствием скрытых дефектов формования: свиль, трещины, неравноплотность, в результате использования приема выполнения каналов при формовании кирпича. Более высокая устойчивость к местным локальным перегрузкам объясняется созданием искусственных барьеров (аналы) на пути распространения трещин, образующихся в процессе локальных перегрузок. Кирпич, изготовленный по предлагаемому способу, может более эффективно использоваться при строительстве фундаментов, при выкладке несущих колонн зданий и т.д.
Предложенный способ формования полнотелого кирпича позволяет в 2-3 раза уменьшить удельный объем (процент) вводимых в смесь выгорающих добавок (опилок), так как формуемые каналы образуют сквозные отверстия в кирпиче, в отличие от создания закрытых пор, образуемых выгорающими добавками, и при этом сквозные каналы не закупориваются плавящейся керамической составляющей при обжиге кирпича. Уменьшение процента вводимых добавок улучшает товарный вид изделий и снижает их себестоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018443C1 |
| СПОСОБ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА | 1994 |
|
RU2089526C1 |
| СПОСОБ ОБЪЕМНОГО НАГРЕВА И УПРОЧНЕНИЯ ДИЭЛЕКТРИЧЕСКИХ КАПИЛЛЯРНО-ПОРИСТЫХ КОЛЛОИДНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2085535C1 |
| МУНДШТУК ЛЕНТОЧНОГО ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2035298C1 |
| СПОСОБ МАЛОЗАТРАТНОГО ПРОИЗВОДСТВА ПОЛНОТЕЛОГО КЕРАМИЧЕСКОГО КИРПИЧА | 2009 |
|
RU2430066C2 |
| СПОСОБ ПРОИЗВОДСТВА КИРПИЧА | 2018 |
|
RU2700126C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА | 2016 |
|
RU2617659C1 |
| СПОСОБ ПРОИЗВОДСТВА КИРПИЧА | 2000 |
|
RU2204475C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПУСТОТЕЛОГО КИРПИЧА-СЫРЦА | 1998 |
|
RU2151695C1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
Изобретение относится к производству строительных материалов, в частности к формованию керамического кирпича на ленточных прессах. Сущность изобретения: способ включает выдавливание через мудштук глиняного бруса с образованием в нем сквозных продольных каналов. Выполнение в формуемом брусе каналов осуществляют путем установки в прессующей части мундштука сужающихся кернов. 1 ил.
СПОСОБ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКОГО КИРПИЧА, включающий перемещение глиняной массы в полости формующего устройства и выдавливание ее через прессующий мундштук с кернами с образованием глиняного бруса, имеющего сквозные продольные каналы, отличающийся тем, что выдавливание массы осуществляют через прессующий мундштук с сужающимися кернами с образованием каналов в глиняном брусе, суммарное сечение которых составляет 1-7% площади сечения глиняного бруса.
| Кашнаев И.С., Шейман Е.Ш | |||
| Производство глиняного кирпича, м.: Высшая школа, 1978, с | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
