Изобретение относится к антенной технике и может быть использовано преимущественно в технологии изготовления параболических рефлекторов для наземных антенн спутникового телевидения.
Известен способ изготовления параболического рефлектора, который включает изготовление боковых панелей путем штамповки листовых заготовок с образованием радиальных и торцевых отбортовок, изготовление центральной панели, сборку монтажных секторов из нескольких боковых панелей путем соединения болтами смежных радиальных отбортовок, а монтаж рефлектора - путем соединения болтами монтажных секторов между собой и с центральной панелью.
Однако этот способ не обеспечивает изготовление рефлекторов разного диаметра на едином технологическом оборудовании.
Предложенный способ изготовления параболического рефлектора устраняет эти недостатки.
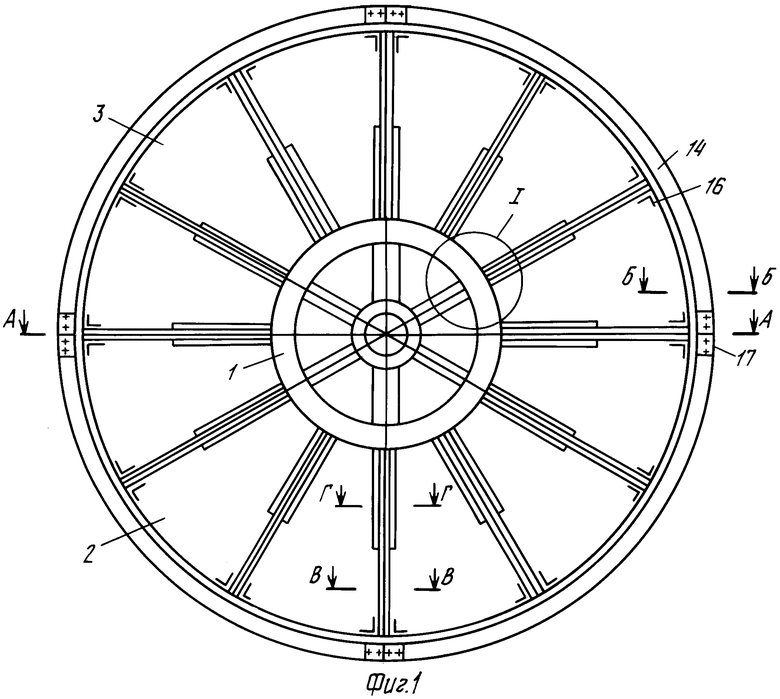
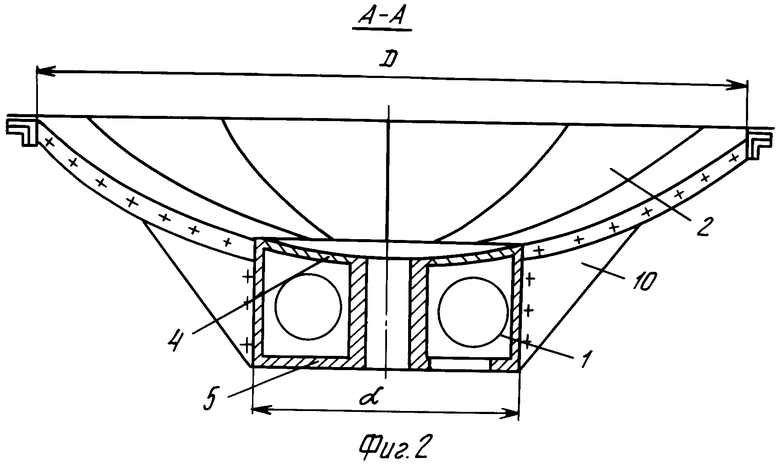
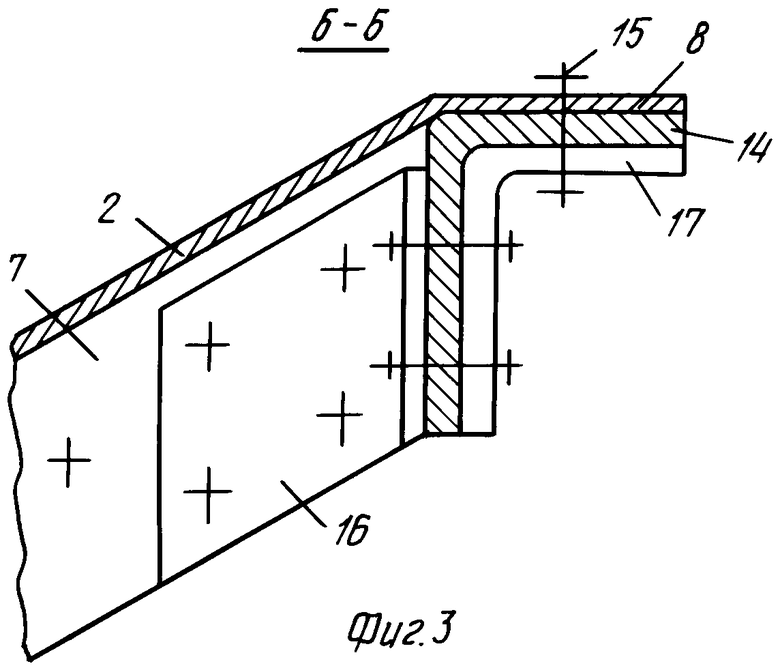
На фиг. 1 изображен предложенный рефлектор, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг. 1; на фиг.5 - сечение Г-Г на фиг.1; на фиг.6 - узел I на фиг.1; на фиг.7 - боковая панель; на фиг.8 - монтажный сектор; на фиг.9 - сечение Д-Д на фиг.8; на фиг.10 - схема разбивки ряда рефлекторов диаметром отт 2,5 до 5,0 м на группы А и Б.
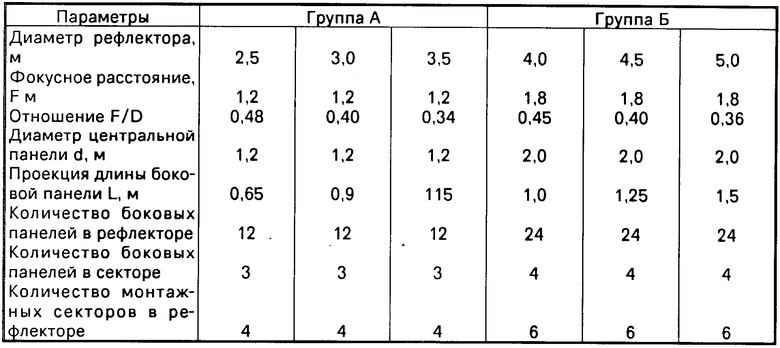
Рассмотрим предложенный способ изготовления параболического рефлектора на примере изготовления рефлекторов диаметром 2,5, 3,0, 3,5, 4,0, 4,5 и 5,0 м. Конструкция всех рефлекторов однотипна и включает центральную панель 1 и боковые панели 2, из которых собирают четыре-пять монтажных секторов 3.
При подготовке производства рефлекторы разделяют по диаметру на группы, в каждой из которых рефлекторы выполняют с одинаковым фокусным расстоянием и с одинаковыми центральными панелями 1. При разделении рефлекторов на группы учитывают следующие соотношения:
0,3Dimax ≅Fi≅ 0,5Dimin
di ≅ (Dimax-2L)
Первое соотношение обеспечивает оптимальную величину F/D = 0,3-0,5 для каждой группы рефлекторов, второе соотношение учитывает технологические возможности производства (размер пресс-формы L = 1,5 м). Кроме того, из условия монтажа рефлекторов на крыше зданий и ручной переноски центральной панели и монтажных секций по лестницам здания необходимо обеспечить их габариты не более 2 м.
В таблице приведены результаты конкретной разбивки ряда рефлекторов на группы А и Б.
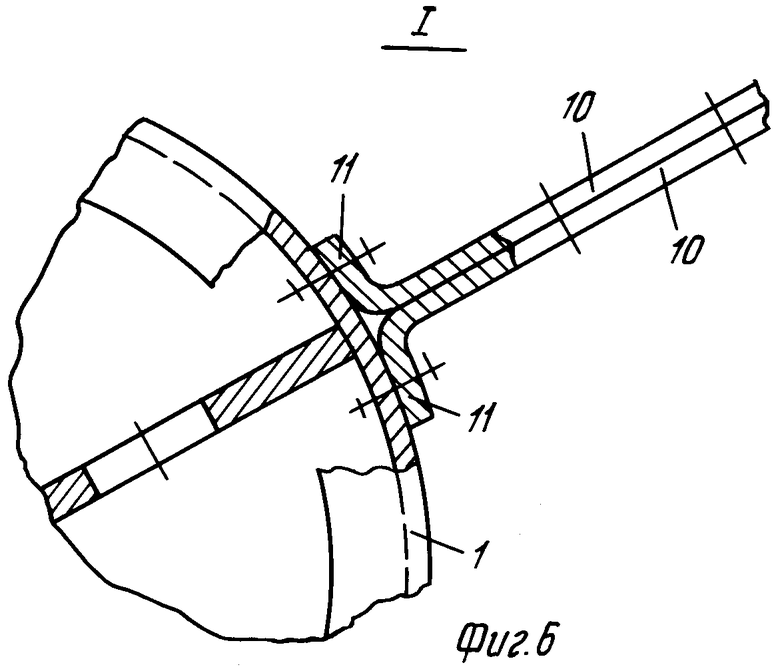
Для каждой группы рефлекторов изготавливают одинаковые центральные панели 1 с соответствующим фокусным расстоянием 1,2 м или 1,8 м. Центральную панель 1 выполняют сварной из листовых и профильных элементов в виде кругового барабана с последующим после двойного отжига течением на станке с ЧПУ отражающей поверхности 4. По оси центральной панели 1 вварена втулка 5 для крепления штанги облучателя антенны. На тыльном торце центральной панели 1 выполнены отверстия для доступа внутрь барабана и имеются опорные элементы для крепления рефлектора на опору. Материалом для центральной панели 1 выбран сплав AMг.
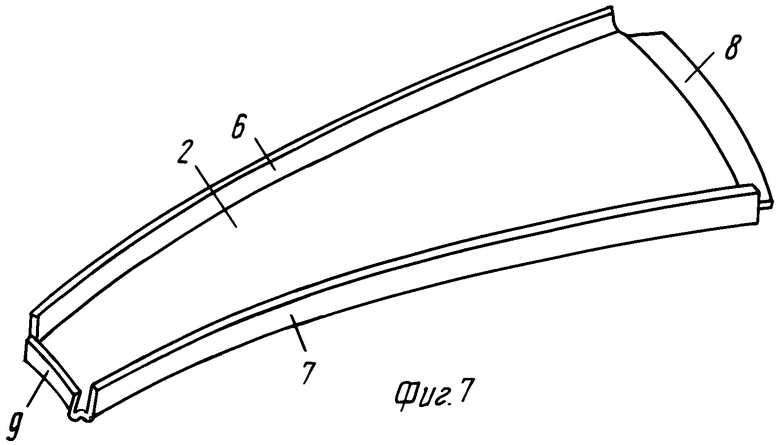
Каждую боковую панель 2 для всех рефлекторов одной группы изготавливают из листовой заготовки (сплав АМцМ толщина 2 мм) с использованием одного набора технологического оборудования: формовка для обтяжки листовых заготовок, пресс-формы для окончательного формования боковых панелей 1, монтажного стапеля для сборки монтажных секторов 3 и контрольной сборки рефлекторов.
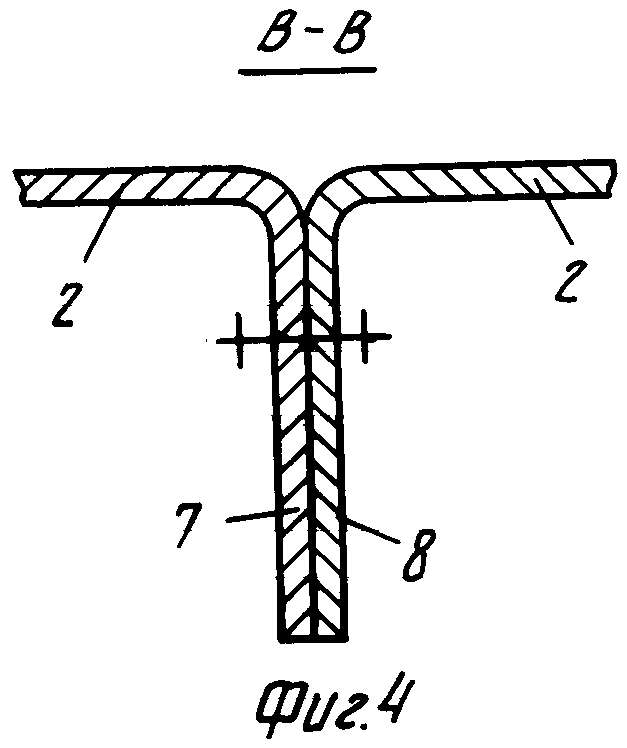
Сначала листовую заготовку обтягивают на соответствующем формблоке и получают выпуклую заготовку, которую обрезают по контуру с необходимым припуском на образование отбортовок 6, 7, 8, 9. Затем выпуклую заготовку размещают в пресс-форме и штампуют с окончательным оформлением параболической поверхности и с образованием радиальных отбортовок 6 и 7, внешней торцевой отбортовки 8 и внутренней торцевой отбортовки 9, причем эти отбортовки ориентированы к тыльной стороне боковой панели 2.
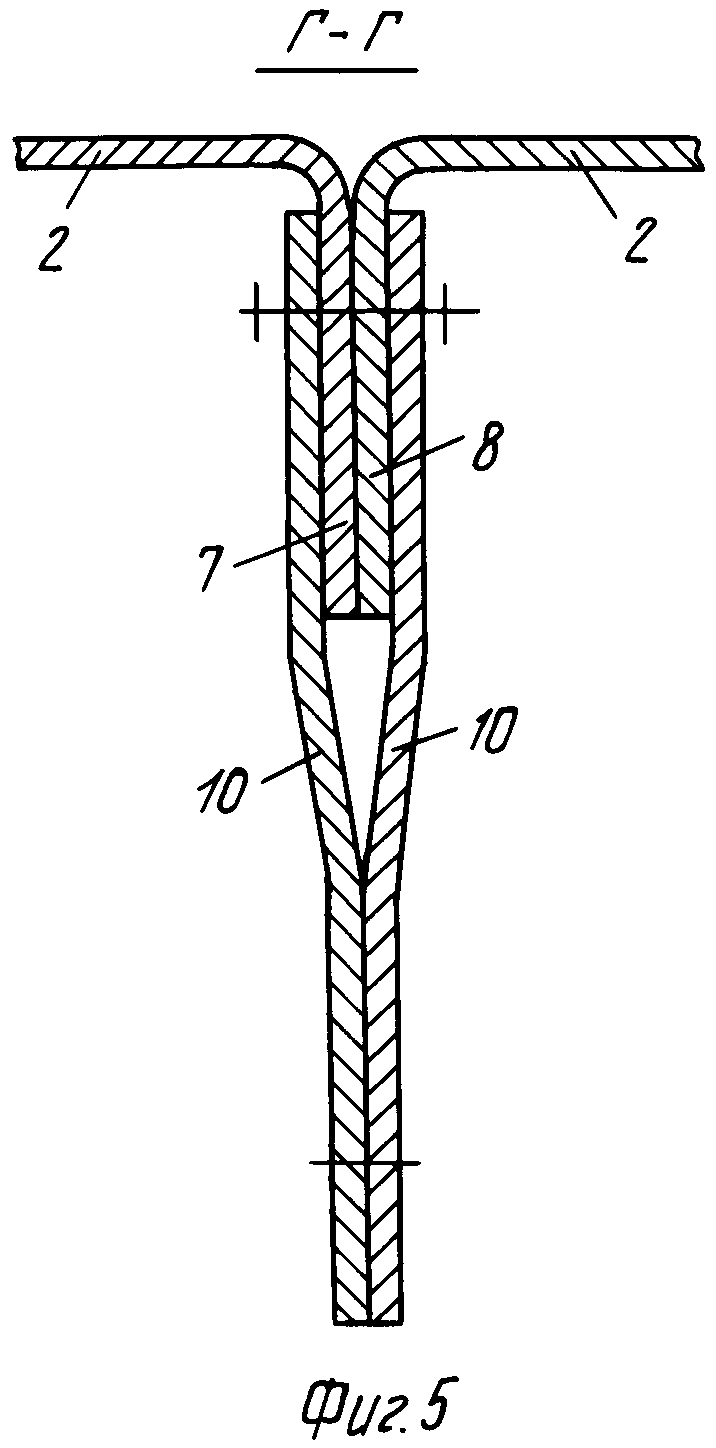
Изготавливают одинаковые для каждой группы рефлекторов радиальные ребра в виде треугольных силовых пластин 10 с торцевыми отбортовками 11 (см. фиг. 8, 9).
Сборку монтажных секторов 3 производят на монтажном стапеле из нескольких (3-4 шт) боковых панелей 2 путем соединения болтами 12 их смежных радиальных отбортовок 6 и 7 между собой и с пластинами 10. Пластины 10 устанавливают парами, на каждый стык отбортовок 6 и 7, а на крайних отбортовках устанавливают по одной пластине 10. При этом на крайних отбортовках 6 и 7 и в пластинах 10 оставляют несколько отверстий для болтовых соединений при монтаже рефлектора. На отбортовки 8 боковых панелей 2 каждого монтажного сектора 3 накладывают кольцевой фрагмент 13 контурного кольца 14 и присоединяют его болтами 15. Для повышения жесткости устанавливают на болтах стыковочные уголки 16.
Контрольную сборку каждого рефлектора одной группы производят на монтажном стапеле. После высокоточной взаимной установки центральной панели 1 и монтажных секторов 3 производят совместную разделку точных отверстий под болты, соединение частей рефлектора, устанавливают перестыковочные пластины 17 на концы кольцевых фрагментов 13 контурного кольца 14. После этого контролируют форму отражающей поверхности рефлектора, маркируют части рефлектора и разбирают его.
Монтаж рефлектора на опору, размещенную на крыше здания, производят путем закрепления на опору центральной панели 1 и последовательного скрепления с нею и между собой монтажных секторов 3, установки перестыковочных пластин 17.
Способ обеспечивает уменьшение технологической оснастки, снижение объема монтажных работ на месте эксплуатации антенн, повышение технологичности рефлекторов и их конструктивной жесткости.
Использование: изготовление параболических рефлекторов для антенн спутникового телевидения и связи. Сущность изобретения: рефлекторы изготавливают с одинаковыми центральными панелями. При изготовлении боковых панелей используют единый формблок для обтяжки листовых заготовок и единую пресс-форму для отключительного формования. Сначала листовую заготовку для боковой панели обтягивают на формблоке и получают выпуклую заготовку, которую обрезают по контуру с припусками на образование радиальных и торцевых отбортовок. Затем выпуклую заготовку размещают в пресс-форме и штампуют с окончательным образованием параболической поверхности и с образованием радиальных и внутренней торцевой отбортовок. Наружная торцевая отбортовка наибольшей по длине боковой панели образуется в штампе одновременно с другими отбортовками, а у боковых панелей с меньшей длиной отбортовку не делают. Перед монтажом рефлектора собирают в объемном стапеле монтажные секторы из нескольких боковых панелей. 10 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПАРАБОЛИЧЕСКОГО РЕФЛЕКТОРА, включающий изготовление боковых панелей путем штамповки листовых заготовок с образованием радиальных и торцевых отбортовок, изготовление центральной панели, сборку монтажных секторов из нескольких боковых панелей путем соединения болтами смежных радиальных отбортовок, монтаж рефлектора путем соединения болтами монтажных секторов между собой и с центральной панелью, отличающийся тем, что центральную панель изготавливают сварной из листовых и профильных элементов в виде кругового барабана с последующим формированием отражающей поверхности на торце кругового барабана методом точения, сборку монтажных секторов осуществляют в объемном стапеле, причем к соединенным радиальным отбортовкам присоединяют болтами треугольные силовые пластины, а наружные торцевые отбортовки соединяют кольцевыми фрагментами контурного кольца, далее при монтаже рефлектора кольцевые фрагменты контурного кольца соединяют болтами с перестыковочными пластинами, а треугольные силовые пластины соединяют с центральной панелью.
| Reffector Assembly instructions | |||
| Mount assemblu instruction are iniluted in the mount carton | |||
| London | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
