Изобретение относится к энергетическому машиностроению и может быть использовано при изготовлении теплообменных аппаратов, в частности при изготовлении теплообменных блоков блочных или блочно-секционных теплообменных аппаратов типа регенеративных воздухоподогревателей.
Известен способ изготовления на стапеле объемных агрегатов, состоящих из центральной панели и боковых панелей, с помощью монтажного стапеля, предназначенного для установки в заданном взаимном положении центральной панели и монтажных секторов, образованных путем соединения боковых панелей между собой, совместной разделки отверстий под болты и соединения центральной панели с монтажными секторами с установкой перестыковочных пластин по периметру изделия (RU, патент №2019010, 1994).
Известен стапель для сборки объемных агрегатов, содержащий нижние регулируемые ложементы, стапельную плиту со штырями-фиксаторами и раздвижные технологические штанги со стойками-упорами и винтовыми домкратами, при этом перед установкой в стапель на элементы верхней секции собираемого объемного агрегата устанавливают раздвижные штанги, снабженные сориентированными вниз стойками-упорами, на которых установлены винтовые домкраты, затем к ответным элементам нижней секции собираемого агрегата крепят стыковочные пластины, закрепляют верхнюю секцию в стапеле, обеспечивая совпадение элементов верхней и нижней секций и соприкосновение всех стоек-упоров с балками пола, закрепляют верхнюю секцию на стапельной плите, причем совмещение установочных базовых отверстий в стыкуемых элементах верхней и нижней секции ведут регулировкой длины раздвижных штанг и перемещением посредством домкрата стоек-упоров (RU №2123965, В 64 F 5/00, 1998).
Известен также способ изготовления и монтажа блока теплообменного аппарата воздухоподогревателя с V-образными трубками, включающий изготовление двухпакетного блока V-образных трубок с коллекторами подвода и отвода воздуха и с перепускной камерой между двумя пакетами трубок, монтаж на трубной решетке с помощью развальцовки трубок и сварки, закрытие теплообменного блока покрывающими стенками, при этом двухпакетный блок V-образных трубок изготавливают из отдельных двухпакетных теплообменных модулей из V-образных трубок с перепускными камерами и с покрывающими стенками (RU №2176051, F 23 L 15/04, 2001).
Задачей настоящего изобретения является повышение эффективности изготовления теплообменных блоков блочных или блочно-секционных теплообменных аппаратов типа регенеративных воздухоподогревателей и входящих в его состав отдельных технологически связанных устройств.
Поставленная задача в части первого заявленного объекта изобретения решается за счет того, что способ изготовления промежуточных и/или верхнего блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя предусматривает поэлементное выполнение на технологических постах заготовок обечаек корпусов коллекторов подвода и отвода подогреваемого воздуха, труб и трубных досок, элементов каркаса блока, гибку труб на трубогибочном оборудовании с получением многоходовых плоскоизогнутых с последовательно изменяющимися параметрами ветвей и соединяющих их колен, опрессовку изогнутых труб, сборку коллекторов подвода и отвода воздуха с ввариванием в них трубных досок, монтаж каркаса блока и коллекторов подвода и отвода воздуха, набивку пучка труб и их повторную опрессовку совместно с коллекторами в составе блока, причем монтаж каркаса блока и коллекторов 4 и 5 подвода и отвода воздуха производят на стапеле путем установки на плиту стапеля имеющей стойки и съемную верхнюю балку портальной рамы, дополнительных стоек со съемными балками, имеющими координатные элементы с опорно-маячными вертикальными, выверенными по плоскости поверхностями для фиксации и контроля положения трубных досок коллекторов подвода и отвода воздуха, дополнительных стоек для технологической фиксации монтируемых стоек каркаса блока, при этом при монтаже коллекторов подвода и отвода воздуха производят технологическую фиксацию контура их торцов и пространственного положения корпуса каждого коллектора с помощью координатно-опорных дисков, которые крепят с нижней стороны съемной верхней балки портальной рамы соосно центральным вертикальным осям коллекторов подвода и отвода воздуха.
Портальную раму могут располагать на плите стапеля в вертикальной плоскости, проходящей через центральные вертикальные оси монтируемых коллекторов подвода и отвода воздуха блока, причем стойки портальной рамы и их опорные части размещают вне габаритов монтируемого блока теплообменного аппарата.
Для возможности фиксации и контроля положения трубных досок коллекторов подвода и отвода воздуха съемные балки могут устанавливать на дополнительных стойках с возможностью технологического контакта верхней из балок с внешней поверхностью верхнего приторцевого участка трубной доски, а нижней из балок - с внешней поверхностью нижнего приторцевого участка трубной доски.
На дополнительных стойках могут устанавливают, по крайней мере, одну промежуточную съемную балку для фиксации и контроля положения трубных досок.
Промежуточные съемные балки располагают по высоте трубных досок монтируемого блока предпочтительно эквидистантно.
Координатные элементы с опорно-маячными поверхностями, по крайней мере, на части съемных балок могут устанавливать с разнесением по длине съемной балки, причем на каждой балке устанавливают не менее четырех координатных элементов с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски монтируемого блока.
Координатные элементы с опорно-маячными вертикальными поверхностями, выверенными по плоскости, могут закреплять на съемных балках с возможностью регулирования их положения.
Поставленная задача в части второго заявленного объекта изобретения решается за счет того, что способ изготовления нижнего блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя предусматривает поэлементное выполнение на технологических постах заготовок обечаек корпусов коллекторов подвода и отвода подогреваемого воздуха, труб и трубных досок, элементов каркаса блока, гибку труб на трубогибочном оборудовании с получением многоходовых плоскоизогнутых с последовательно изменяющимися параметрами ветвей и соединяющих их колен, опрессовку изогнутых труб, сборку коллекторов подвода и отвода воздуха с ввариванием в них трубных досок, монтаж каркаса блока и коллекторов подвода и отвода воздуха, набивку пучка труб и их повторную опрессовку совместно с коллекторами в составе блока, причем монтаж каркаса блока и коллекторов подвода и отвода воздуха производят на стапеле путем установки на двухуровневую плиту стапеля имеющей стойки и съемную верхнюю балку портальной рамы, дополнительных стоек со съемными балками, имеющими координатные элементы с опорно-маячными вертикальными, выверенными по плоскости поверхностями для фиксации и контроля положения трубных досок коллекторов подвода и отвода воздуха, дополнительных стоек для технологической фиксации монтируемых стоек каркаса блока, при этом при монтаже коллекторов подвода и отвода воздуха производят технологическую фиксацию контура их торцов и пространственного положения корпуса каждого коллектора с помощью координатно-опорных дисков, которые крепят с нижней стороны съемной верхней балки портальной рамы соосно центральным вертикальным осям коллекторов подвода и отвода воздуха.
Портальную раму могут располагать на плите стапеля в вертикальной плоскости, проходящей через центральные вертикальные оси монтируемых коллекторов подвода и отвода воздуха блока, причем стойки портальной рамы и их опорные части размещают вне габаритов монтируемого блока теплообменного аппарата.
Коллекторы блока могут монтировать в зоне расположения более высокого участка плиты стапеля, который выполняют предпочтительно прямоугольным в плане с осевым размером вдоль продольной оси блока, не меньшим соответствующего осевого размера проекции каждого из коллекторов подвода и отвода воздуха в плане, а в поперечном направлении не менее расстояния между крайними внешними, наиболее удаленными друг от друга точками проекции в плане обоих коллекторов подвода и отвода воздуха блока.
Более высокий участок плиты стапеля могут выполнять с превышением над опорной поверхностью остальной части плиты, соответствующем высоте дополнительных нижних опор нижнего блока аппарата, а стойки портальной рамы выполняют высотой, превышающей суммарную высоту нижнего блока аппарата и его дополнительных нижних опор на величину, соответствующую высотному интервалу между нижней контурной контактной поверхностью координатно-опорного диска и верхней поверхностью опирания съемной верхней балки портальной рамы на стойку.
Для возможности фиксации и контроля положения трубных досок коллекторов подвода и отвода воздуха съемные балки могут устанавливать на дополнительных стойках с возможностью технологического контакта верхней из балок с внешней поверхностью верхнего приторцевого участка трубной доски, а нижней из балок - с внешней поверхностью нижнего приторцевого участка трубной доски.
На дополнительных стойках могут устанавливать, по крайней мере, одну промежуточную съемную балку для фиксации и контроля положения трубных досок.
Промежуточные съемные балки могут располагать по высоте трубных досок монтируемого блока предпочтительно эквидистантно.
Координатные элементы с опорно-маячными поверхностями по крайней мере на части съемных балок могут устанавливать с разнесением по длине съемной балки, причем на каждой балке устанавливают не менее четырех координатных элементов с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски монтируемого блока.
Координатные элементы с опорно-маячными вертикальными поверхностями, выверенными по плоскости, могут закреплять на съемных балках с возможностью регулирования их положения.
Технический результат, обеспечиваемый изобретением, состоит в повышении эффективности изготовления теплообменных блоков блочных или блочно-секционных теплообменных аппаратов типа регенеративных воздухоподогревателей и входящих в его состав отдельных технологически связанных устройств за счет разработанного в изобретении оптимального расположения изогнутых труб в блоке, формы теплообменных труб, а также указанного соотношения длин участков теплообменных труб, по-разному ориентированных к направлению движения теплоносителя, обеспечивающих высокую технологичность сборки, снижение трудозатрат при изготовлении, а также хорошую омываемость труб поверхности теплоносителем.
Изобретение поясняется чертежами, на которых изображено:
на фиг.1 изображен блочно-секционный регенеративный воздухоподогреватель, вид сбоку;
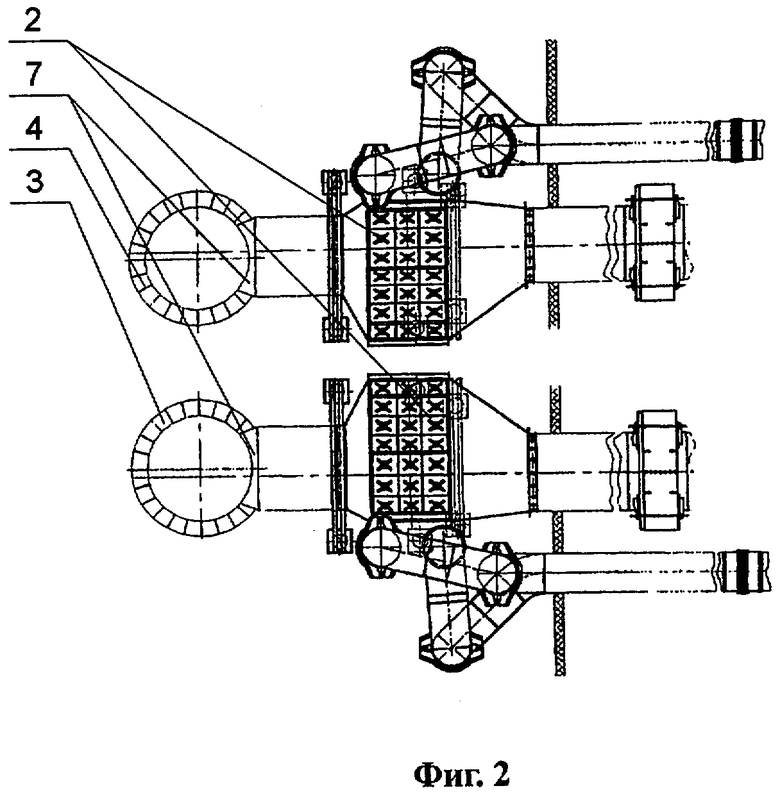
на фиг.2 - то же, вид сверху;
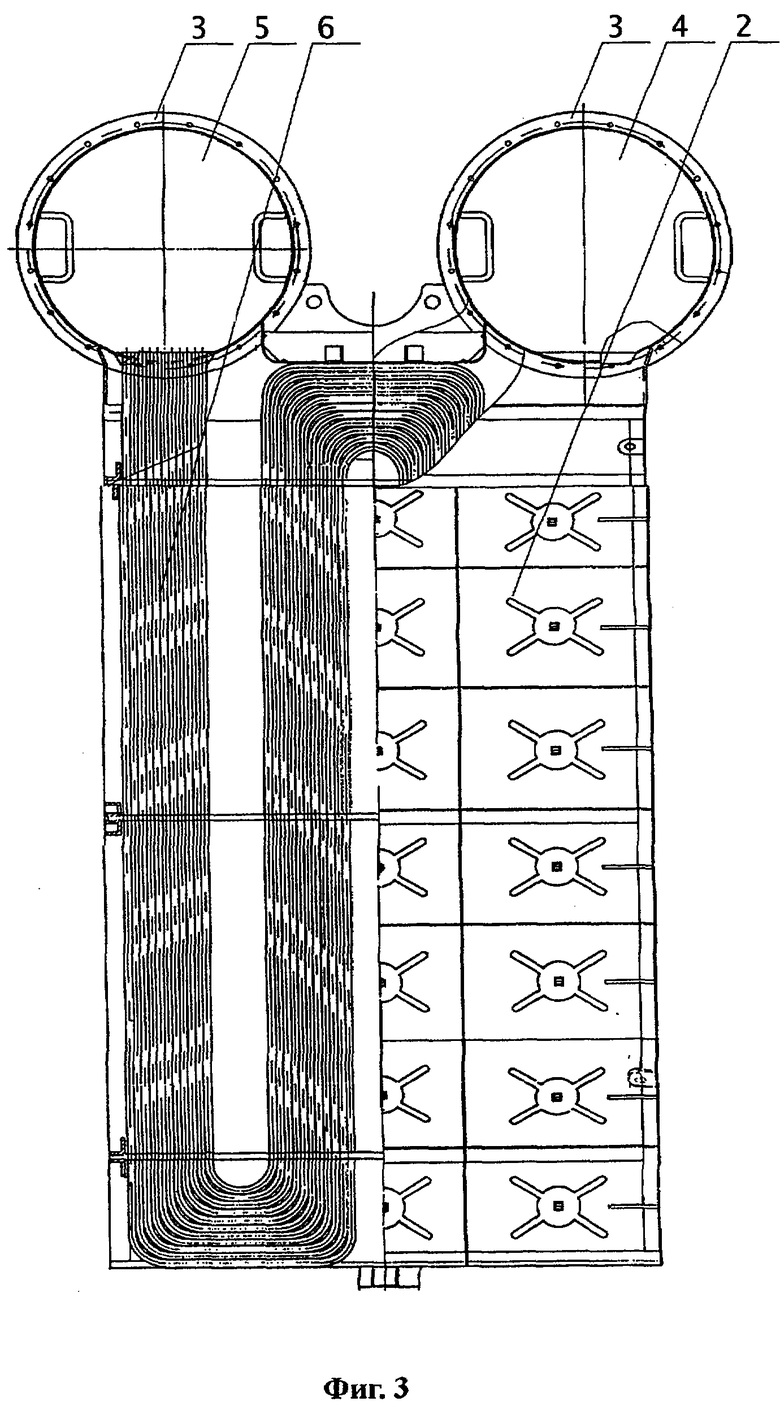
на фиг.3 - теплообменный блок регенеративного воздухоподогревателя, вид сверху;
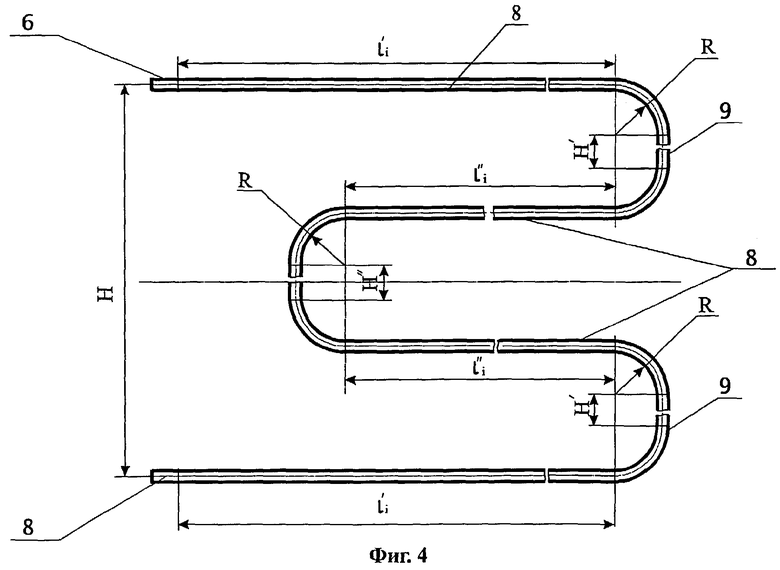
на фиг.4 - четырехветвевая изогнутая теплообменная труба, вид сверху;
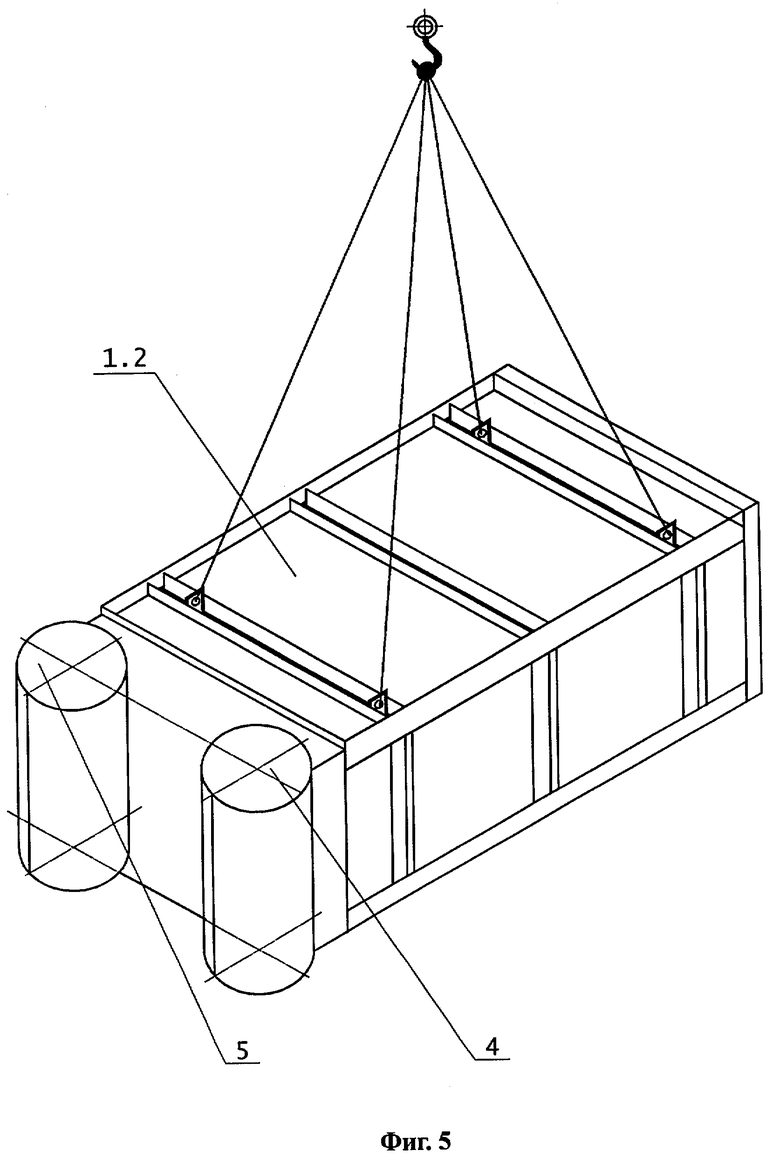
на фиг.5 - теплообменный блок регенеративного воздухоподогревателя в аксонометрии;
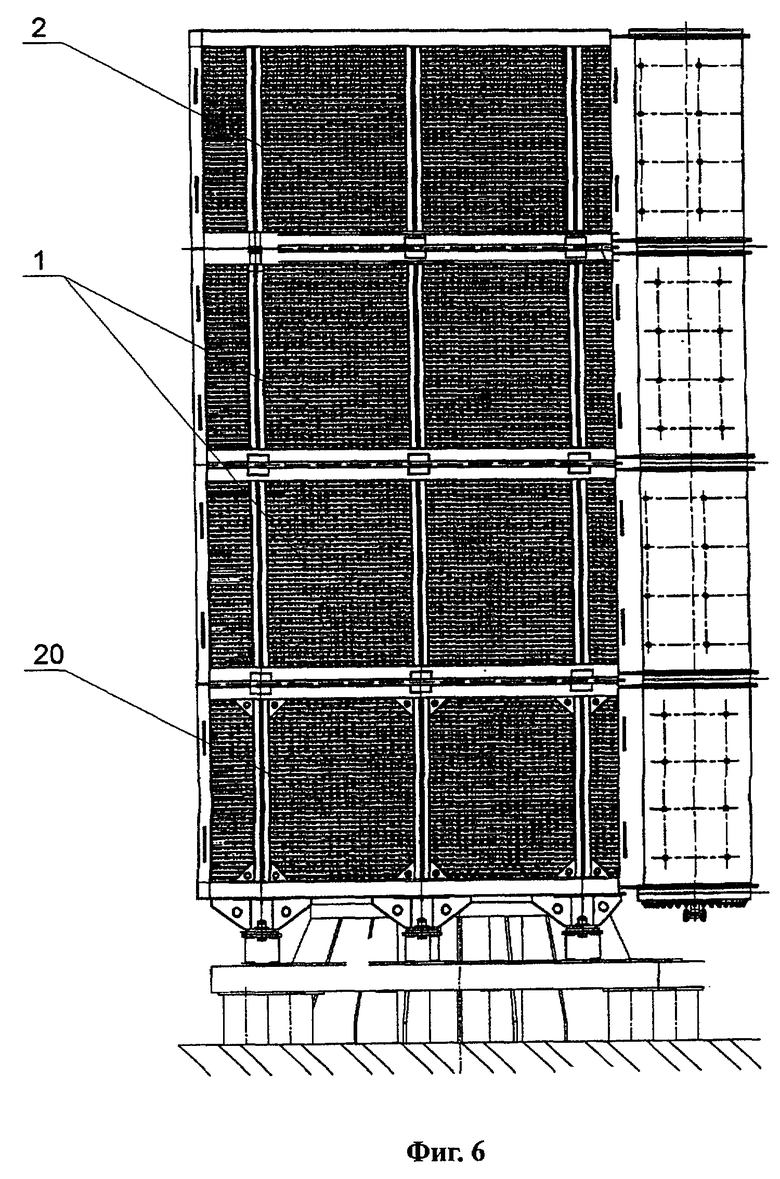
на фиг.6 - секция регенеративного воздухоподогревателя, главный вид;
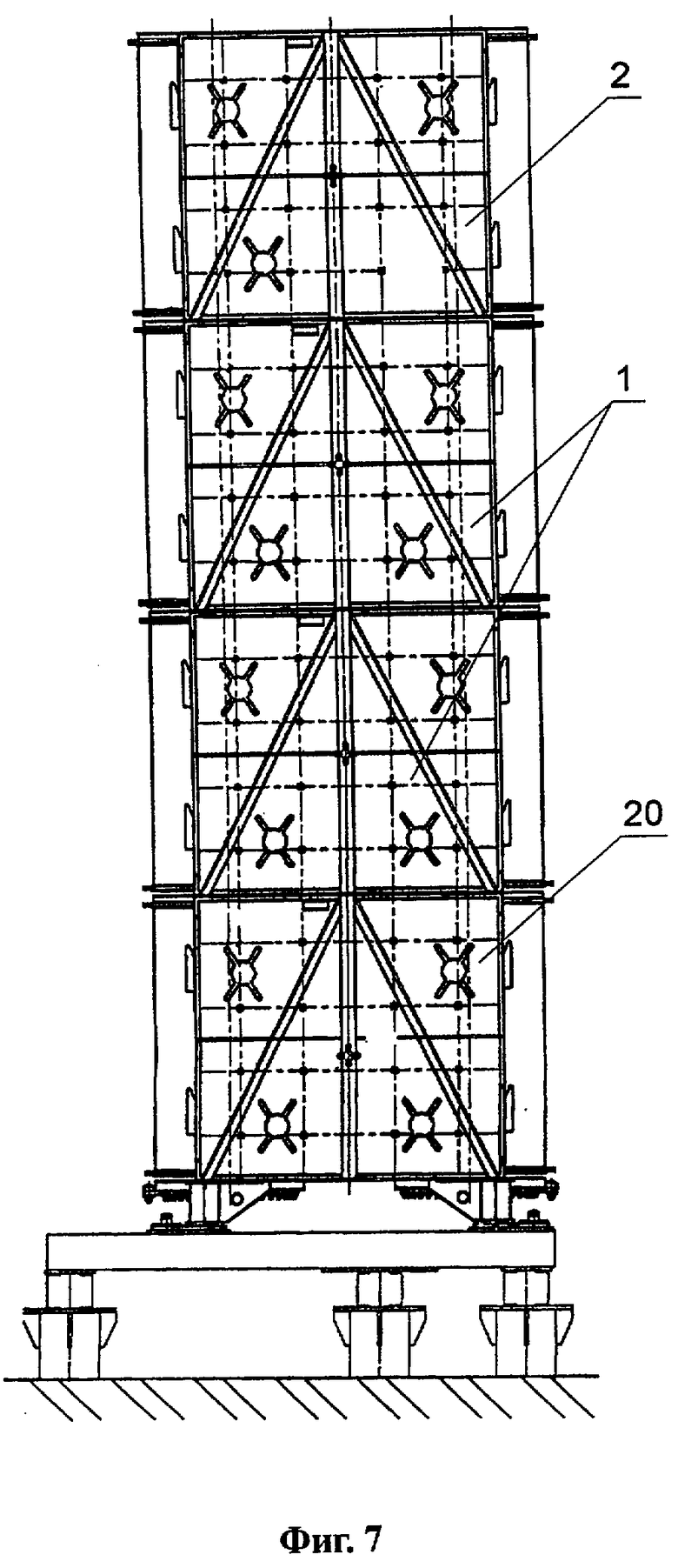
на фиг.7 - то же, вид сбоку;
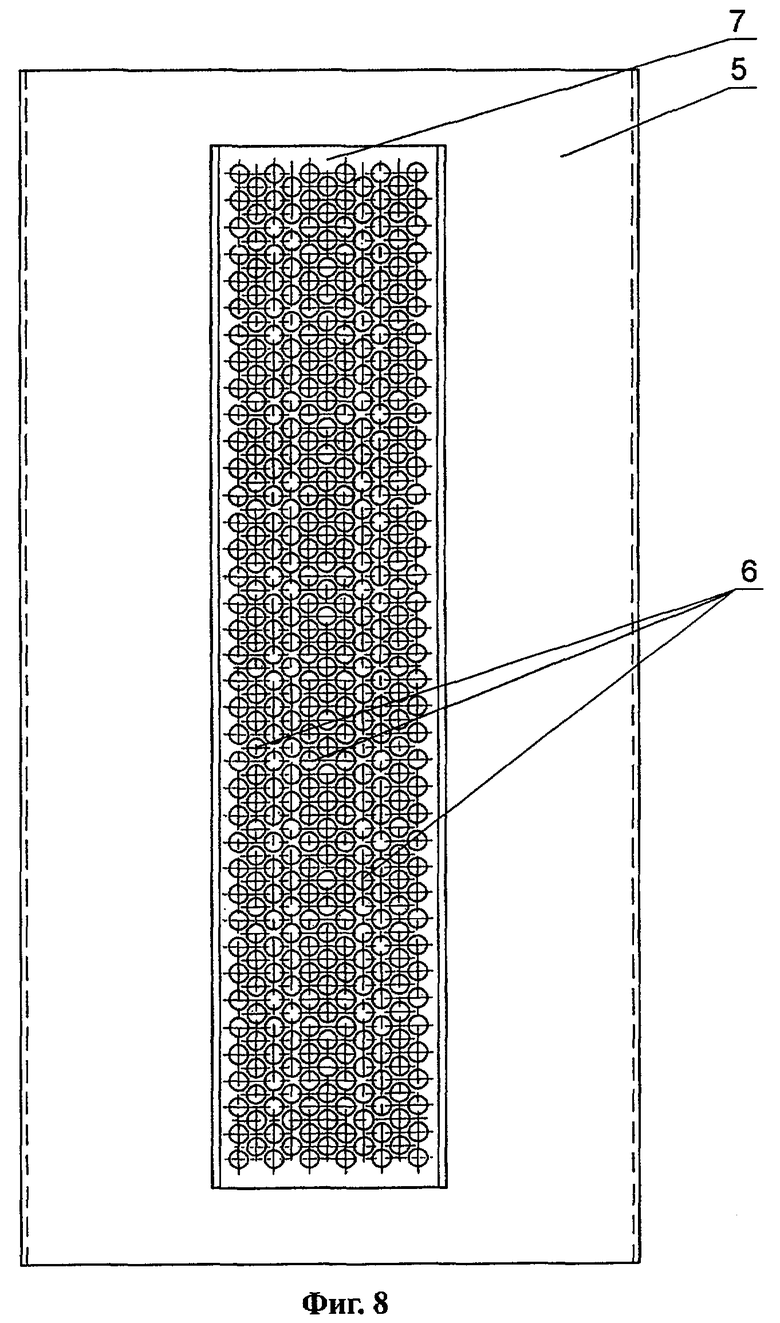
на фиг.8 - коллектор подвода или отвода воздуха с трубной доской, главный вид;
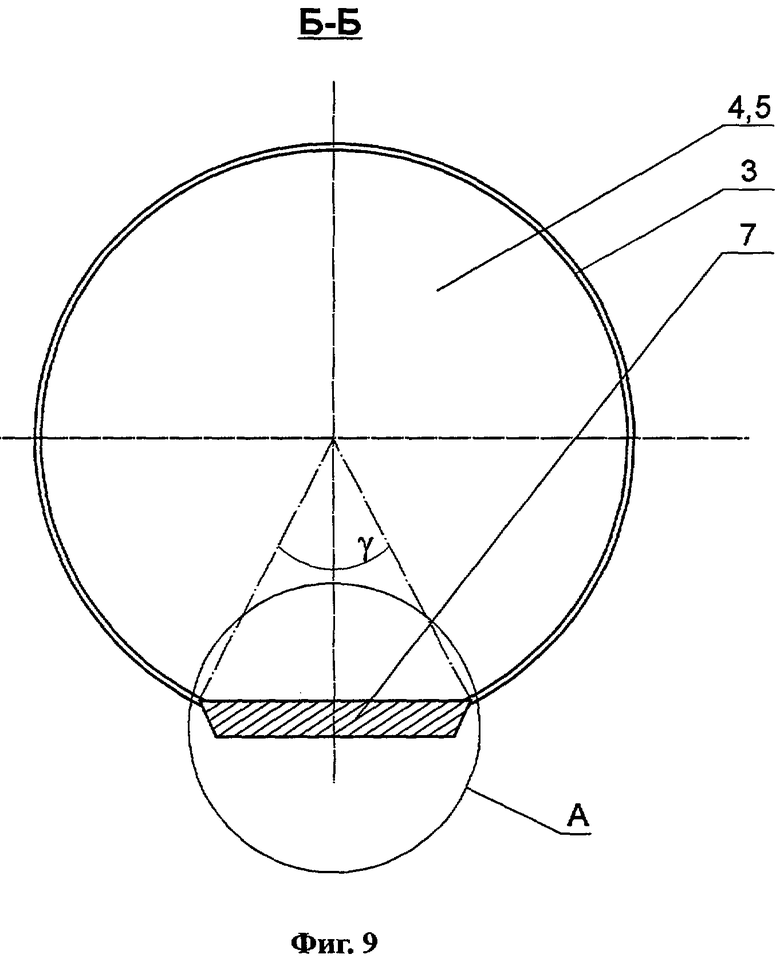
на фиг.9 - то же, в плане;
на фиг.10 - узел А на фиг 9;
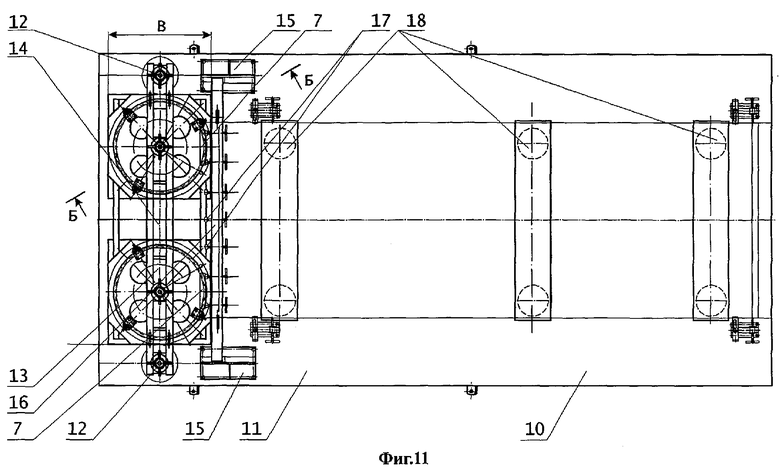
на фиг 11 - стапель для монтажа промежуточных и/или верхнего теплообменного блока теплообменного аппарата, вид сверху;
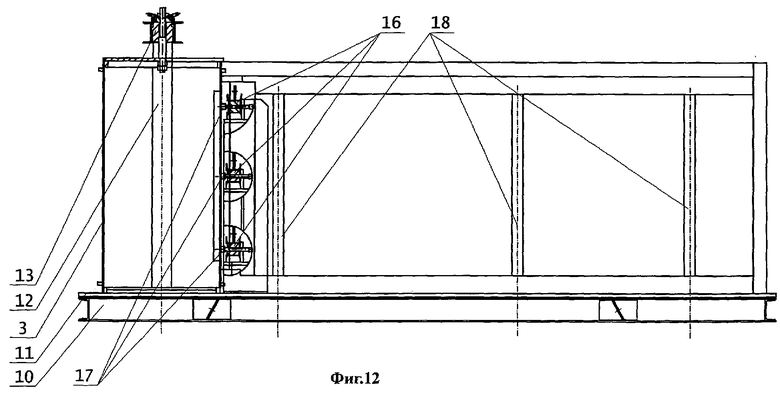
на фиг 12 - то же вид, сбоку;
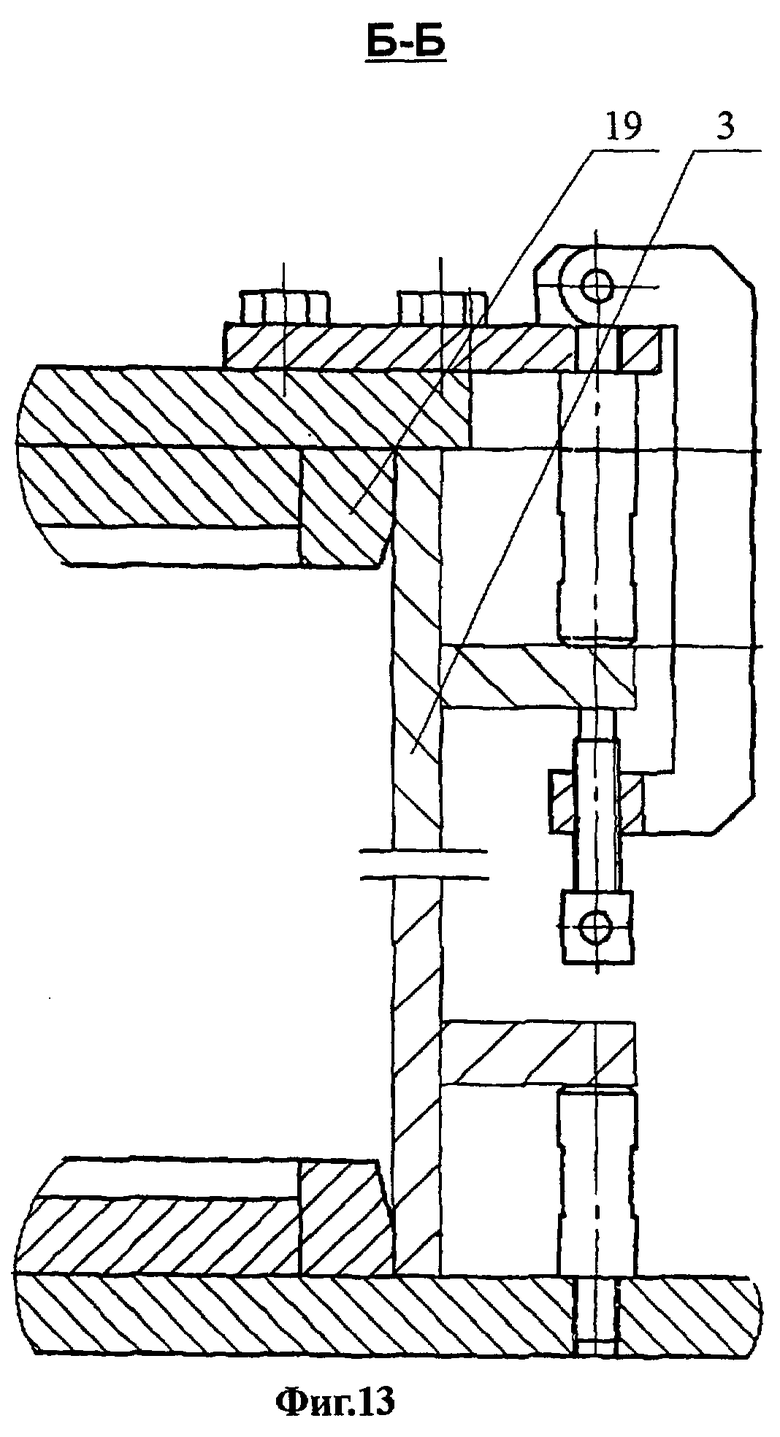
на фиг.13 - вид по Б-Б на фиг.11;
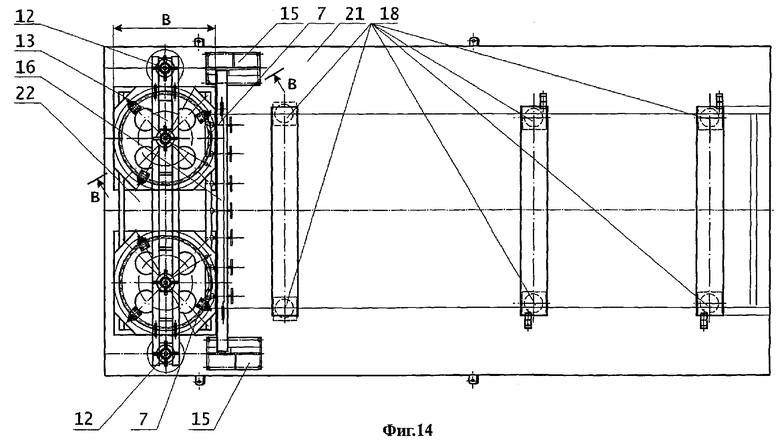
на фиг.14 - стапель для монтажа нижнего теплообменного блока теплообменного аппарата, вид сверху;
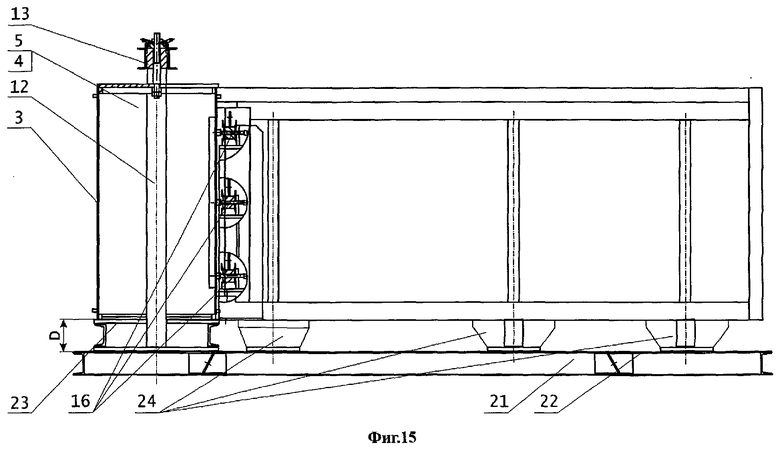
на фиг.15 - то же, вид сбоку;
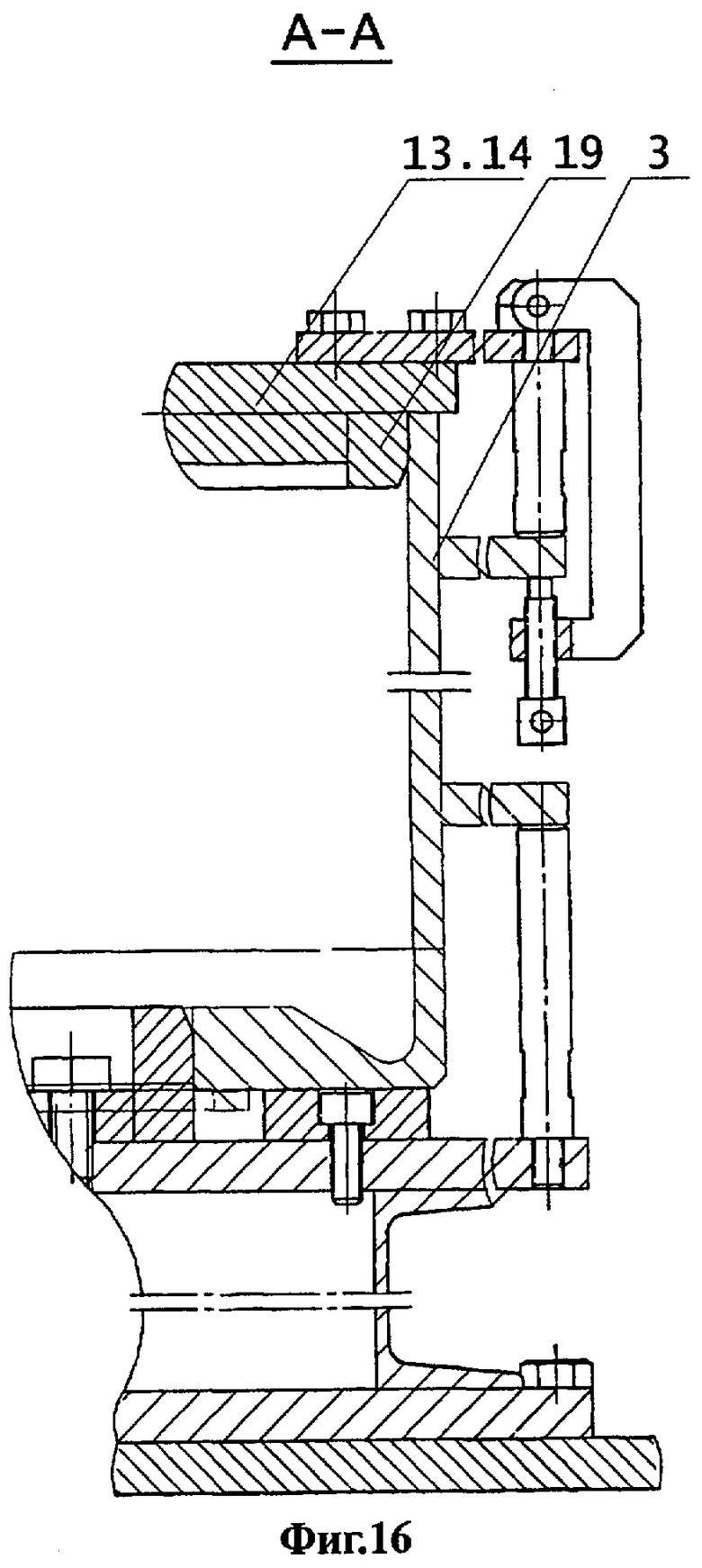
на фиг.16 - вид по В-В на фиг.14.
Способ изготовления промежуточных 1 и/или верхнего 2 теплообменного блока теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя он предусматривает поэлементное выполнение на технологических постах (на чертежах не показано) заготовок обечаек корпусов 3 коллекторов подвода 4 и отвода 5 подогреваемого воздуха, труб 6 и трубных досок 7, элементов каркаса блока 1, 2, гибку труб 6 на трубогибочном оборудовании (на чертежах не показано) с получением многоходовых плоскоизогнутых с последовательно изменяющимися параметрами ветвей 8 и соединяющих их колен 9, опрессовку изогнутых труб 6, сборку коллекторов 4 и 5 подвода и отвода воздуха с ввариванием в них трубных досок 7, монтаж каркаса блока 1, 2 и коллекторов 4 и 5 подвода и отвода воздуха, набивку пучка труб 6 и их повторную опрессовку совместно с коллекторами 4 и 5 в составе блока 1, 2, причем монтаж каркаса блока 1, 2 и коллекторов 4 и 5 подвода и отвода воздуха производят на стапеле 10 путем установки на плиту 11 стапеля 10 имеющей стойки 12 и съемную верхнюю балку 13 портальной рамы 14, дополнительных стоек 15 со съемными балками 16, имеющими координатные элементы 17 с опорно-маячными вертикальными, выверенными по плоскости поверхностями для фиксации и контроля положения трубных досок 7 коллекторов 4 и 5 подвода и отвода воздуха, дополнительных стоек 18 для технологической фиксации монтируемых стоек каркаса блока 1, 2, при этом при монтаже коллекторов 4 и 5 подвода и отвода воздуха производят технологическую фиксацию контура их торцов и пространственного положения корпуса 3 каждого коллектора 4 и 5 подвода или отвода воздуха с помощью координатно-опорных дисков 19, которые крепят с нижней стороны съемной верхней балки 13 портальной рамы 14 соосно центральным вертикальным осям коллекторов 4 и 5 подвода и отвода воздуха.
Портальную раму 14 располагают на плите 11 стапеля 10 в вертикальной плоскости, проходящей через центральные вертикальные оси монтируемых коллекторов 4 и 5 подвода и отвода воздуха блока 1, 2, причем стойки 12 портальной рамы 14 и их опорные части размещают вне габаритов монтируемого блока 1, 2 теплообменного аппарата.
Для возможности фиксации и контроля положения трубных досок 7 коллекторов 4 и 5 подвода и отвода воздуха съемные балки 16 устанавливают на дополнительных стойках 15 с возможностью технологического контакта верхней из балок 16 с внешней поверхностью верхнего приторцевого участка трубной доски 7, а нижней 16 из балок - с внешней поверхностью нижнего приторцевого участка трубной доски 7.
На дополнительных стойках 15 устанавливают, по крайней мере, одну промежуточную съемную балку 16 для фиксации и контроля положения трубных досок 7.
Промежуточные съемные балки 16 располагают по высоте трубных досок 7 монтируемого блока предпочтительно эквидистантно.
Координатные элементы 17 с опорно-маячными поверхностями, по крайней мере, на части съемных балок 16 устанавливают с разнесением по длине съемной балки 16, причем на каждой балке 16 устанавливают не менее четырех координатных элементов 17 с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски 7 монтируемого блока 1, 2.
Координатные элементы 17 с опорно-маячными вертикальными поверхностями, выверенными по плоскости, закрепляют на съемных балках 16 с возможностью регулирования их положения.
Способ изготовления нижнего теплообменного блока 20 теплообменного аппарата типа блочного или блочно-секционного регенеративного воздухоподогревателя предусматривает поэлементное выполнение на технологических постах (на чертежах не показано) заготовок обечаек корпусов 3 коллекторов 4 и 5 подвода и отвода подогреваемого воздуха, труб 6 и трубных досок 7, элементов каркаса блока 20, гибку труб 6 на трубогибочном оборудовании (на чертежах не показано) с получением многоходовых плоскоизогнутых с последовательно изменяющимися параметрами ветвей 8 и соединяющих их колен 9, опрессовку изогнутых труб 6, сборку коллекторов 4 и 5 подвода и отвода воздуха с ввариванием в них трубных досок 7, монтаж каркаса блока 20 и коллекторов 4 и 5 подвода и отвода воздуха, набивку пучка труб 6 и их повторную опрессовку совместно с коллекторами 4 и 5 в составе блока 20, причем монтаж каркаса блока 20 и коллекторов 4 и 5 подвода и отвода воздуха производят на стапеле 21 путем установки на двухуровневую плиту 22 стапеля 21 имеющей стойки 12 и съемную верхнюю балку 13 портальной рамы 14, дополнительных стоек 15 со съемными балками 16, имеющими координатные элементы 23 с опорно-маячными вертикальными, выверенными по плоскости поверхностями для фиксации и контроля положения трубных досок 7 коллекторов 4 и 5 подвода и отвода воздуха, дополнительных стоек 18 для технологической фиксации монтируемых стоек каркаса блока 20, при этом при монтаже коллекторов 4 и 5 подвода и отвода воздуха производят технологическую фиксацию контура их торцов и пространственного положения корпуса 3 каждого коллектора 4 и 5 с помощью координатно-опорных дисков 19, которые крепят с нижней стороны съемной верхней балки 13 портальной рамы 14 соосно центральным вертикальным осям коллекторов 4 и 5 подвода и отвода воздуха.
Портальную раму 14 располагают на плите 22 стапеля 21 в вертикальной плоскости, проходящей через центральные вертикальные оси монтируемых коллекторов 4 и 5 подвода и отвода воздуха блока 20, причем стойки 12 портальной рамы 14 и их опорные части размещают вне габаритов монтируемого блока 20 теплообменного аппарата.
Коллекторы 4 и 5 подвода и отвода воздуха блока 20 монтируют в зоне расположения более высокого участка 23 плиты 22 стапеля 21, который выполняют предпочтительно прямоугольным в плане с осевым размером вдоль продольной оси блока 20, не меньшим соответствующего осевого размера проекции каждого из коллекторов 4 и 5 подвода и отвода воздуха в плане, а в поперечном направлении не менее расстояния между крайними внешними наиболее удаленными друг от друга точками проекции в плане обоих коллекторов 4 и 5 подвода и отвода воздуха блока 20.
Более высокий участок 23 плиты 22 стапеля 21 выполняют с превышением над опорной поверхностью остальной части плиты 22, соответствующим высоте дополнительных нижних опор 24 нижнего блока 20 аппарата, а стойки портальной рамы 14 выполняют высотой, превышающей суммарную высоту нижнего блока 20 аппарата и его дополнительных нижних опор 24 на величину, соответствующую высотному интервалу между нижней контурной контактной поверхностью координатно-опорного диска 19 и верхней поверхностью опирания съемной верхней балки 13 портальной рамы 14 на стойку 12.
Для возможности фиксации и контроля положения трубных досок 7 коллекторов 4 и 5 подвода и отвода воздуха съемные балки 16 устанавливают на дополнительных стойках 15 с возможностью технологического контакта верхней из балок 16 с внешней поверхностью верхнего приторцевого участка трубной доски 7, а нижней из балок 16 - с внешней поверхностью нижнего приторцевого участка трубной доски 7.
На дополнительных стойках 15 устанавливают, по крайней мере, одну промежуточную съемную балку 16 для фиксации и контроля положения трубных досок 7.
Промежуточные съемные балки 16 располагают по высоте трубных досок 7 монтируемого блока 20 предпочтительно эквидистантно.
Координатные элементы 17 с опорно-маячными поверхностями по крайней мере на части съемных балок устанавливают с разнесением по длине съемной балки 16, причем на каждой балке 16 устанавливают не менее четырех координатных элементов 17 с расположением, по крайней мере, каждой пары крайних из них в пределах трубной доски 7 монтируемого блока 20.
Координатные элементы 17 с опорно-маячными вертикальными поверхностями, выверенными по плоскости, закрепляют на съемных балках 16 с возможностью регулирования их положения.
Изобретения относятся к энергетическому машиностроению и могут быть использованы при изготовлении теплообменных аппаратов, в частности теплообменных блоков блочных или блочно-секционных теплообменных аппаратов типа регенеративных воздухоподогревателей. При изготовлении промежуточных, верхних и нижних теплообменных блоков поэлементно на технологических постах получают заготовки обечаек корпусов коллекторов, труб, трубных досок и элементов каркаса блока. Производят гибку труб с получением многоходовых плоскоизогнутых труб, опрессовку изогнутых труб, сборку коллекторов подвода и отвода воздуха с ввариванием в них трубных досок, монтаж каркаса блока и коллекторов, набивку пучка труб и их повторную опрессовку. Каркас блока и коллекторов подвода и отвода воздуха монтируют на стапеле путем установки на плиту стапеля портальной рамы со стойками и верхней балкой, дополнительных стоек со съемными балками, имеющими координатные элементы с опорно-маячными вертикальными поверхностями, и дополнительных стоек для технологической фиксации монтируемых стоек каркаса блока. При изготовлении нижнего блока теплообменного аппарата используют двухуровневую плиту стапеля. При монтаже коллекторов подвода и отвода воздуха производят технологическую фиксацию контура их торцов и пространственного положения корпуса каждого коллектора с помощью координатно-опорных дисков, которые крепят с нижней стороны съемной верхней балки портальной рамы соосно центральным вертикальным осям коллекторов подвода и отвода воздуха. В результате обеспечивается повышение эффективности изготовления. 2 н. и 14 з.п. ф-лы, 16 ил.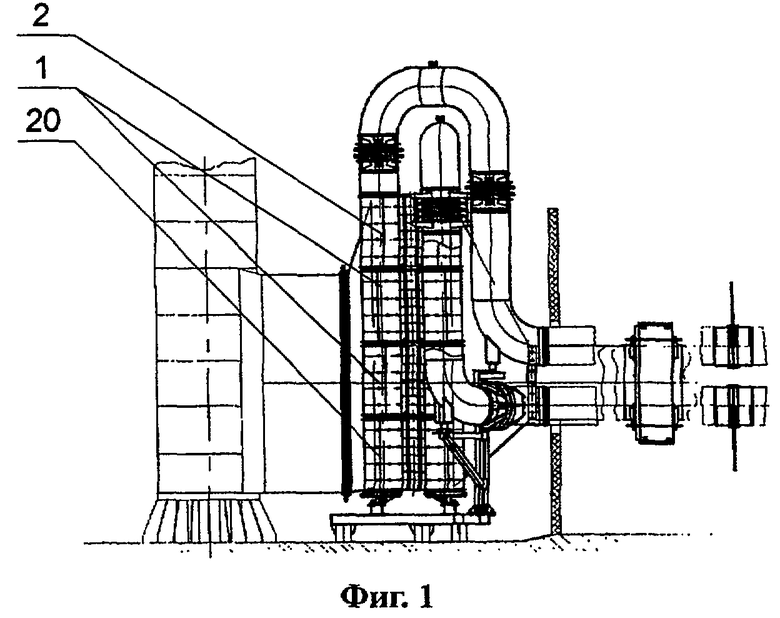
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА ЧЕТЫРЕХХОДОВОГО ВОЗДУХОПОДОГРЕВАТЕЛЯ С V-ОБРАЗНЫМИ ТРУБКАМИ | 2000 |
|
RU2176051C1 |
| Способ изготовления кожухотрубного теплообменника | 1988 |
|
SU1632729A1 |
| Способ изготовления теплообменников для печей | 1988 |
|
SU1585627A1 |
| ДЕЭМУЛЬГАТОР ДЛЯ ОБЕЗВОЖИВАНИЯ И ОБЕССОЛИВАНИЯ НЕФТИ | 1995 |
|
RU2076134C1 |

