Изобретение относится к металлобработке, в частности к производству зубчатых изделий типа реек с бочкообразными зубьями, а также к производству зубчатых колес с бочкообразной формой зубьев и может быть использовано в автомобилестроении, станкостроении, редукторостроении и т.п.
Известны способы обработки бочкообразных зубьев долбяком в условиях обката или червячным инструментом, когда обрабатываемой детали сообщают дополнительные вращательные движения.
Недостатками этих способов является сложность кинематики станка, его настройки, применение конструктивно сложных режущих инструментов, какими являются долбяк или червячная фреза, низкая производительность, ограниченные технологические возможности.
Известны также способы обработки бочкообразных зубьев копированием дисковыми или пальцевыми профильными инструментами, предусматривающие перемещение инструмента по криволинейной траектории.
Однако эти способы также имеют низкую производительность, что делает их рациональными только для мелкосерийного и единичного производства. Кроме этого технологические возможности упомянутых способов ограничиваются условиями формообразования поверхностей деталей дисковыми и пальцевыми инструментами в связи со значительными погрешностями, вносимыми этими инструментами, опасностью подрезания профилей и т.д.
Частично недостатки перечисленных способов обработки бочкообразных зубьев копированием устраняются при сообщении обрабатываемым деталям планетарного движения по окружности и применении дискового инструмента охватывающей конструкции при внутреннем касании с заготовкой.
Применение этих способов позволяет увеличить производительность за счет интенсификации режимов и возможности многопозиционной обработки.
Однако при этом существенно усложняются оборудование и инструмент, особенно в способах, использующих дисковый инструмент с внутренним касанием, и сохраняются ограничения технологических возможностей использования дисковых инструментов, упомянутые выше, которые наиболее значительны при применении инструментов с внутренним касанием. Производительность этих способов, достигаемая в основном за счет многопозиционной обработки, ограничивается допустимой скоростью перемещения заготовок (скоростью подачи) относительно дискового инструмента (или дискового инструмента относительно заготовок).
Наиболее близким по технической сущности к заявляемому способу является упомянутый выше способ, который принят за прототип в данной заявке. Этот способ предусматривает многопозиционную обработку копированием зубчатых изделий несколькими профильными дисковыми инструментами при планетарном непрерывном вращении обрабатываемых заготовок со скоростью, равной скорости подачи.
Недостатками способа, как и предыдущих, являются ограниченные технологические возможности: способ не позволяет обрабатывать зубчатые рейки, зубчатые профили с поднутрением, сложность станка, низкий показатель объемной производительности.
Решить же вопросы увеличения производительности обработки копированием бочкообразных зубьев зубчатых изделий дисковыми профильными инструментами практически невозможно.
Это обусловлено тем, что дальнейшее увеличение производительности при кинематике, свойственной указанному способу, когда скорость результирующего движения инструмента равна скорости резания, а заготовка движется со скоростью подачи, потребует весьма существенных изменений конструкций станков и инструментов и применения технический решений, которые в настоящее время неизвестны. Обработка же зубчатых профилей с поднутрениями указанным способом вообще теоретически невозможна.
Целью изобретения является повышение производительности зубообработки изделий с бочкообразной формой зуба за счет реализации кинематической схемы точения.
Указанная цель достигается тем, что в отличие от известного способа обработки зубчатых изделий с бочкообразной формой зуба методом единичного деления несколькими профильными инструментами в условиях планетарного непрерывного относительного вращения заготовок, в заявляемом способе при реализации кинематической схемы точения инструментам сообщают относительно оси планетарного вращения заготовок радиальное поступательное движение, величину скорости которого задают в соответствии с зависимостью
V

 ·V2 где V1 - скорость движения инструмента;
·V2 где V1 - скорость движения инструмента;
V2 - скорость движения заготовки;
a1 - толщина срезаемого слоя за один оборот планетарного вращения заготовки;
e - величина бочкообразности по толщине зуба;
b - ширина зуба изделия;
ϕ - угол профиля зуба изделия.
Реализация в процессе обработки бочкообразных зубьев кинематической схемы точения в условиях планетарного непрерывного вращения заготовок при радиальном поступательном движении инструментов со скоростью V

 ·V2 относительно оси вращения заготовок позволяет вследствие того, что скорость планетарного вращения заготовок V2 более чем на два порядка превышает скорость движения инструментов V1 существенно увеличить по сравнению с известными способами объемные съемы обрабатываемого материала (см. табл. 2), достичь оптимальных по производительности скоростей резания современными инструментальными материалами. Упомянутые свойства приводят к существенному повышению производительности обработки зубчатых изделий с бочкообразными зубьями.
·V2 относительно оси вращения заготовок позволяет вследствие того, что скорость планетарного вращения заготовок V2 более чем на два порядка превышает скорость движения инструментов V1 существенно увеличить по сравнению с известными способами объемные съемы обрабатываемого материала (см. табл. 2), достичь оптимальных по производительности скоростей резания современными инструментальными материалами. Упомянутые свойства приводят к существенному повышению производительности обработки зубчатых изделий с бочкообразными зубьями.
Изобретение поясняется графическими изображениями.
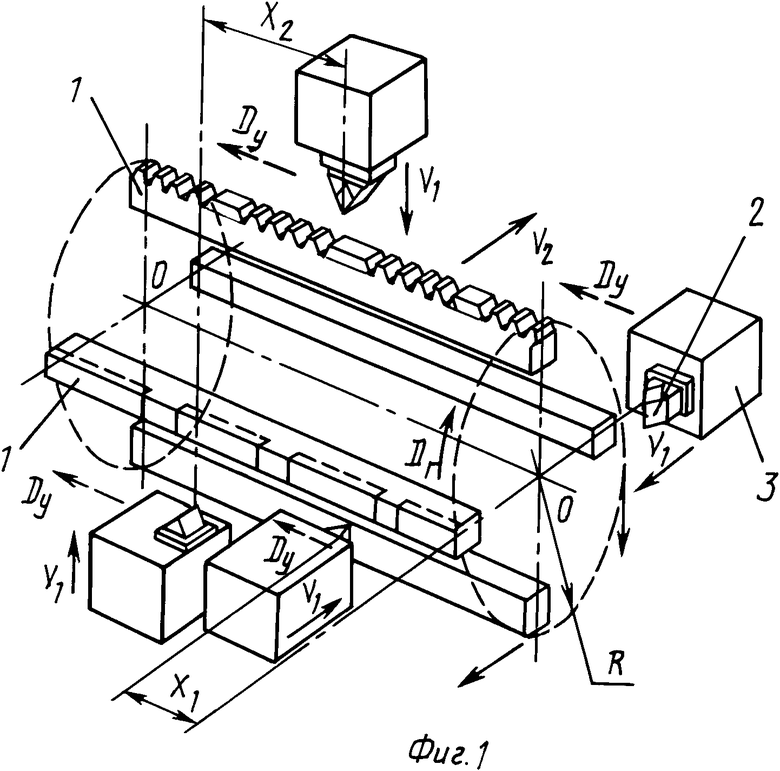
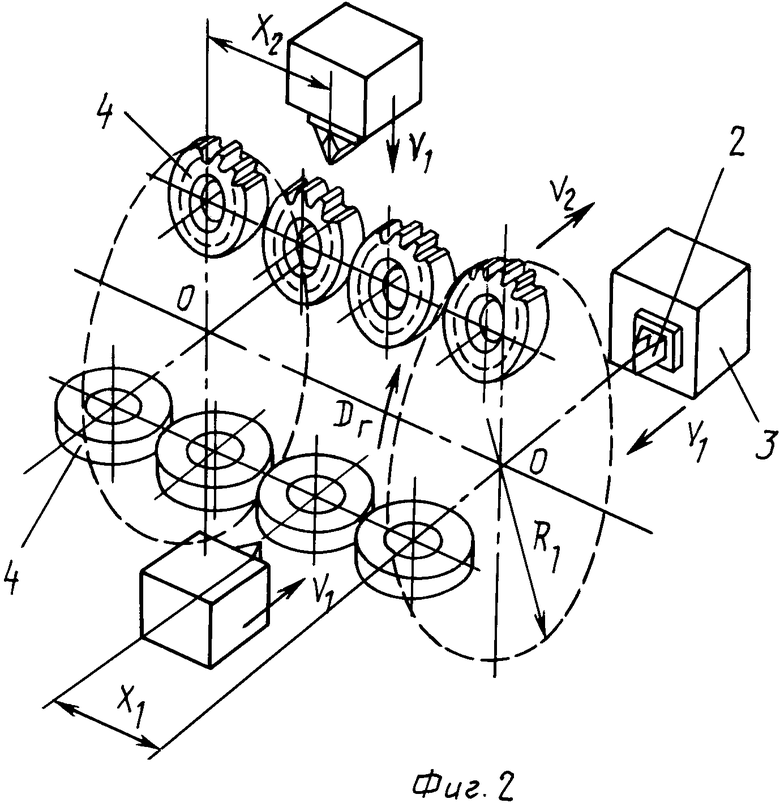
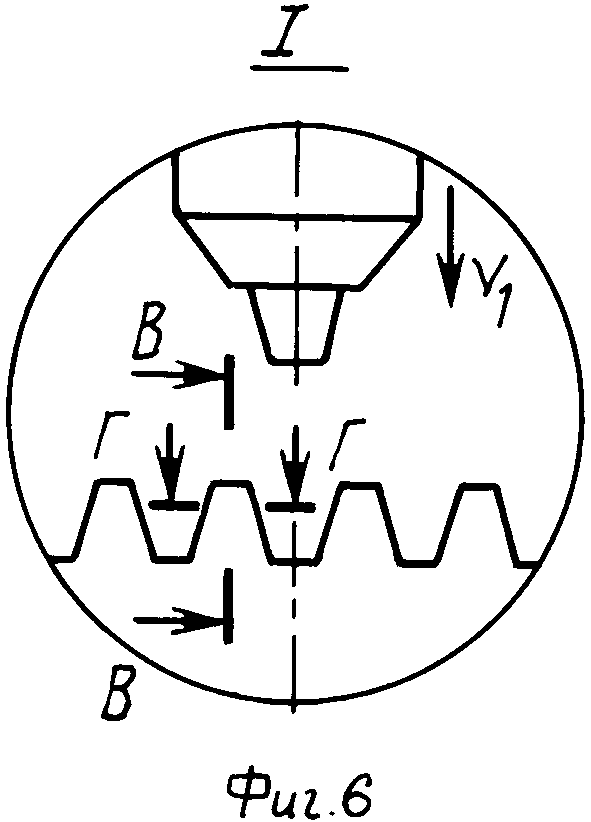
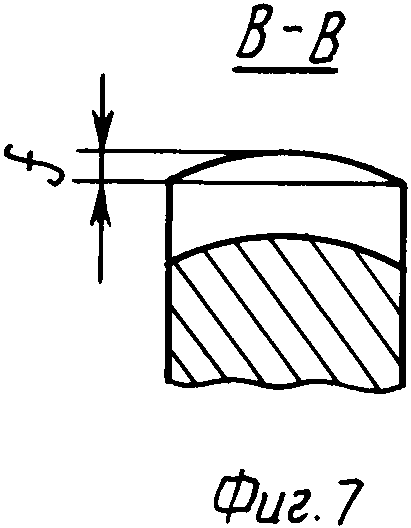
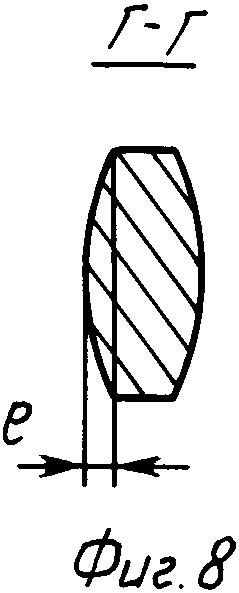
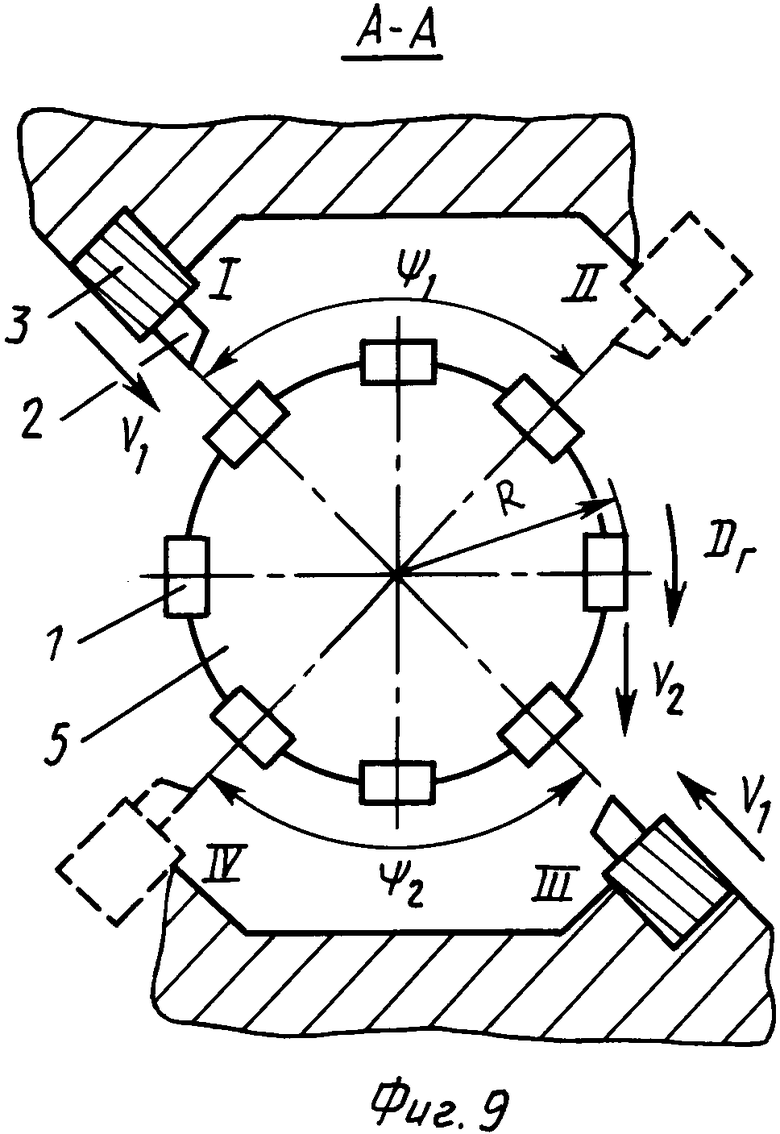
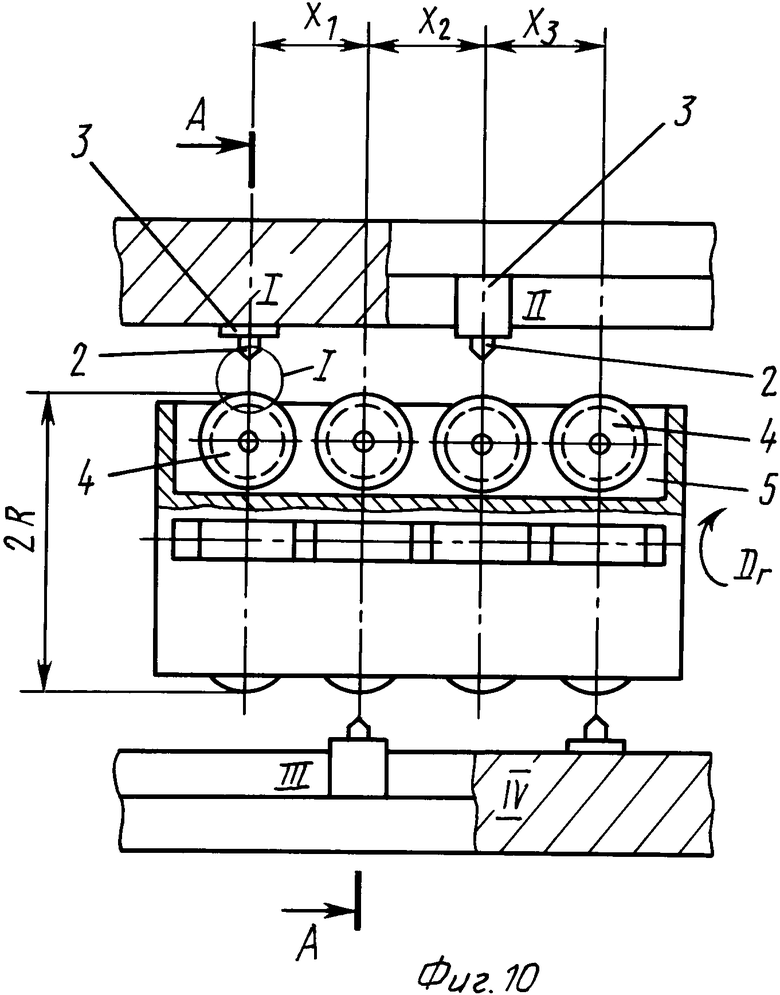
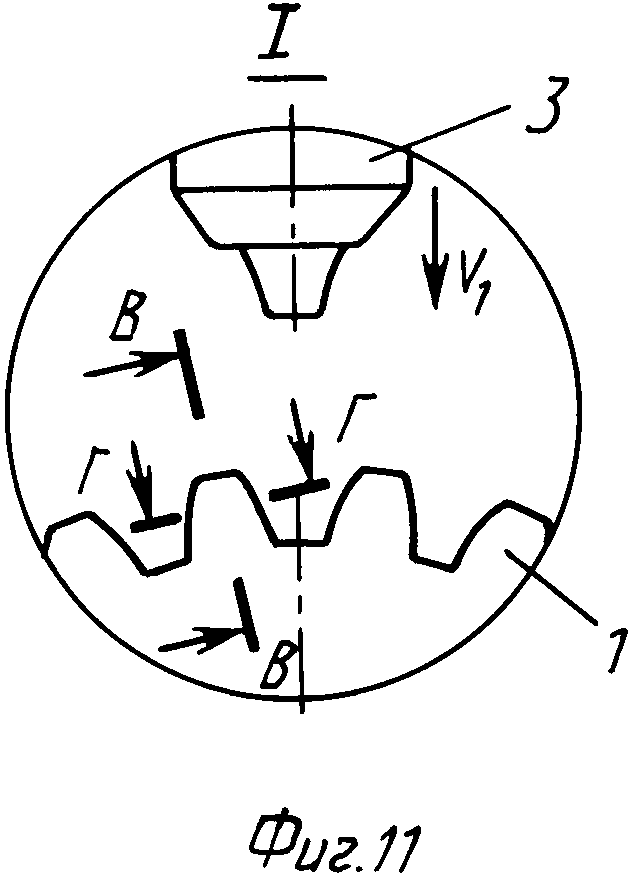
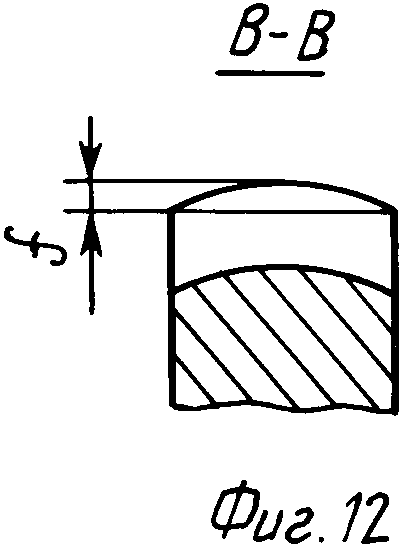
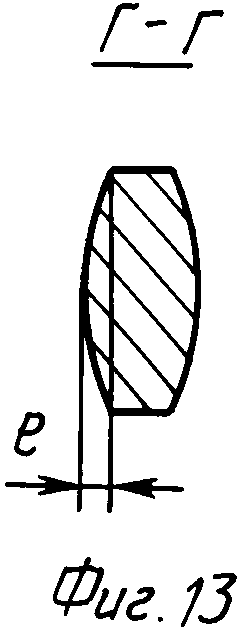
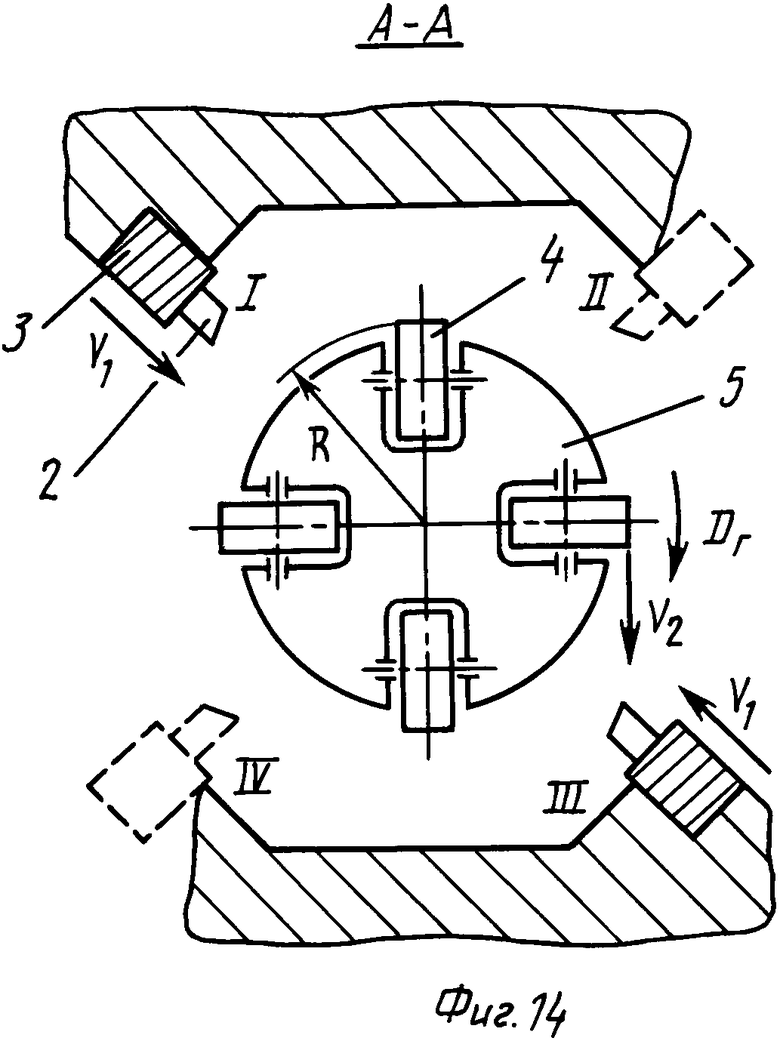
На фиг. 1 изображена общая схема заявляемого способа при обработке зубчатых реек; на фиг. 2 - общая схема заявляемого способа при обработке зубчатых колес; на фиг.3 - параметры бочкообразных зубьев зубчатых реек, обработанных по предложенному способу; на фиг.4 - схема к расчету радиуса планетарного вращения заготовки; на фиг.5 - схема обработки зубчатых реек; на фиг.6 - место I на схеме обработки зубчатых реек; на фиг.7 - сечение В-В на фиг. 6; на фиг.8 - сечение Г-Г на фиг.6; на фиг.9 - радиальное сечение схемы обработки зубчатых реек на фиг.5; на фиг.10 - схема обработки цилиндрических зубчатых колес; на фиг.11 - место I на фиг.10; на фиг.12 - сечение В-В на фиг.11; на фиг.13 - сечение Г-Г на фиг.11; на фиг.14 - радиальное сечение изображения на фиг.10.
В соответствие с приведенной на фиг.1 и 2, общей схемой заявляемого способа заготовки 1 устанавливают в зоне обработки параллельно оси О-О планетарного вращения, обеспечиваемого роторным устройством. Инструменты, в качестве которых используются резцы 2, устанавливают в инструментальные головки 3 и смещают в осевом направлении планетарного вращения друг относительно друга на расстоянии x1, x2 и т.д., выставляя по шагу зубчатого профиля изделий, например, при обработке зубчатых реек (фиг.1) резцы выставляют в соответствии с расположением зубчатых секций, а при обработке цилиндрических зубчатых колес (фиг.2) резцы выставляют в соответствии с расположением заготовок колес. Каждому инструменту 2 сообщают направленное к заготовке 1 поступательное радиальное движение со скоростью v1, а заготовкам планетарное вращение со скоростью v2 и дискретные установочные перемещения Dy, позволяющее по окончании обработки одного зуба устанавливать инструмент для обработки следующего зуба в секции зубчатой рейки или следующей заготовки при обработке цилиндрических зубчатых колес. Движение заготовок Dг со скоростью v2является основным движением резания, движение инструмента со скоростью v1 является движением подачи.
Соотношение скоростей перемещения инструмента и заготовки получено при сопоставлении зависимости:
V1 = n ˙ai, где V1 - скорость перемещения инструмента, мм/мин;
n - число оборотов при планетарном вращении заготовки, об/мин;
ai - толщина срезаемого слоя при 1-том обороте заготовки, мм; и зависимости:
V2 = 2πRn, где V2 - скорость перемещения заготовки мм/мин;
R - радиус планетарного вращения, мм.
Получаем следующее соотношение: =
= 
Обозначая максимальную толщину среза при врезании инструмента aм и учитывая, что минимальная практически применяемая толщина среза равна 0,04 мм (см. напр. Развитие науки о резании металлов. - М.: Машиностроение, 1967), получаем: ≅
≅  ≅
≅  ·
· 
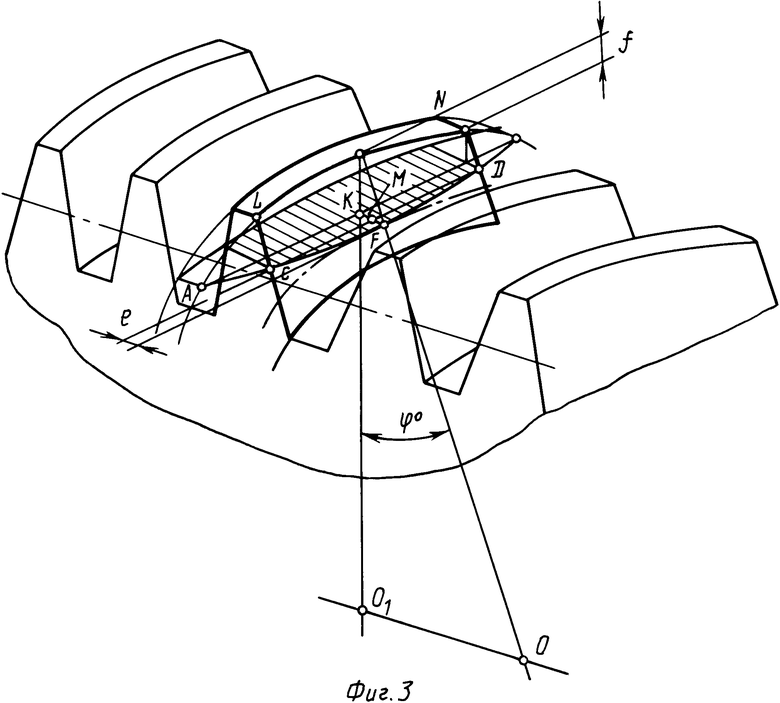
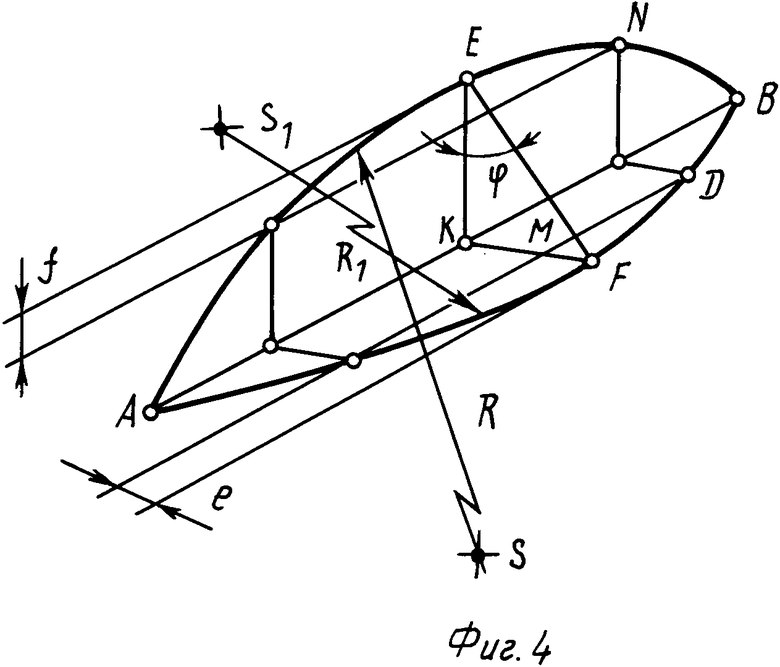
Соотношение для расчета радиуса планетарного вращения заготовки получено из геометрии бочкообразного зуба (см. фиг.3,4).
Обозначим: f - величина бочкообразности по ширине венца зуба, e - величина бочкообразности по толщине зуба, ϕ - угол профиля зуба, R = O1E - радиус планетарного вращения заготовки вокруг оси О-О1.
Обозначим также AB = B
CD = b - ширина зуба по делительной поверхности
KF = h
KT = m - модуль зубчатого профиля.
Из геометрии бочкообразного зуба следуют соотношения (см. фиг.4):
B = 2 ;
;
h = m˙tgϕ ;
R1=  ;
;
f = R - 
 ;
;
e = R1- 
 .
.
Из этих соотношений путем преобразований получаем
R =  etgϕ+m-tgϕ+
etgϕ+m-tgϕ+ 
 .
.
Пренебрегая весьма малыми величинами, получаем: R 
 ·tgϕ, что дает погрешность расчета не более 1%.
·tgϕ, что дает погрешность расчета не более 1%.
Подставляя это выражение в соотношение, связывающее скорости V1 и V2, получаем зависимость, позволяющую задавать скорость радиального поступательного движения инструментов
V
 ·
·  ·V2
·V2
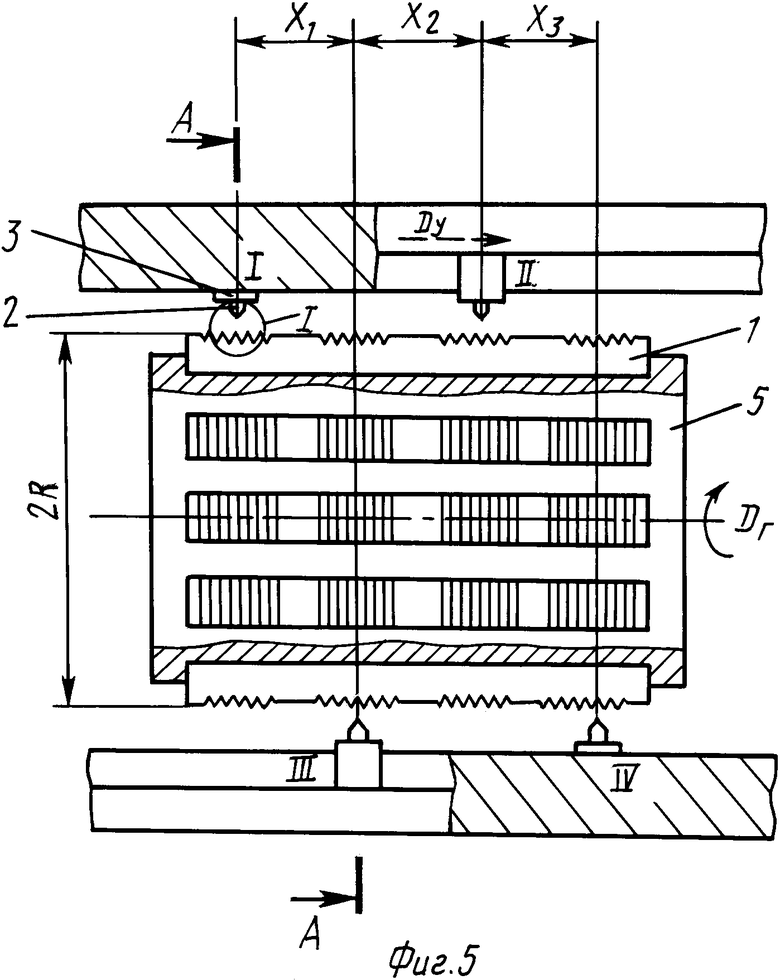
Более подробно обработка зубчатых реек по заявляемому способу показана на фиг.5-9.
Обрабатываемые рейки 1 устанавливают в роторном устройстве 5, а инструменты 2 устанавливают в инструментальных головках 3 (позиции I, II, III, IV) и смещают вдоль оси планетарного вращения, обеспечиваемого роторным устройством, на расстоянии x1, x2, x3 и т.д., выставляя их в соответствии с расположением зубчатых секций на рейке. Заготовкам рейки сообщают планетарное вращение Dr радиусом R со скоростью V2, а инструменту - поступательное движение со скоростью V1 в направлении заготовок. Радиальные сечения зоны обработки, расположенные на фиг.9, показывают, что инструмент установлен попарно в каждом радиальном сечении с учетом компенсации сил резания. При наложении радиальных сечений (см. А-А на фиг.9) инструмент расположен по окружности планетарного вращения с угловым смешением друг относительно друга с углами Ψ1 и Ψ2 . В процессе нарезания зубьев инструментам сообщают дискретные установочные перемещения с целью настроечного смещения (деления) для обработки последующих зубьев, что позволяет обработать полностью зубчатый профиль.
Обработка цилиндрических зубчатых колес по заявляемому способу показана на фиг.10-14.
Обрабатываемые цилиндрические зубчатые колеса 4 устанавливают в роторном устройстве 5, а инструменты 2 устанавливают в инструментальных головках 3 (позиции I, II, III, IV) и смещают вдоль оси планетарного вращения, обеспечиваемого роторным устройством, на расстоянии x1, x2, x3и т.д., выставляя их в соответствии с расположением зубчатых колес вдоль образующей их планетарного вращения. Заготовкам зубчатых колес сообщают планетарное вращение Dг радиусом R со скоростью V2, а инструменту - поступательное движение со скоростью V1 в направлении заготовок. Радиальные сечения зоны обработки, расположенные на фиг.14, показывают, что инструмент установлен попарно в каждом радиальном сечении с учетом компенсации сил резания. При наложении радиальных сечений (А-А на фиг.14) инструмент расположен по окружности планетарного вращения с угловым смещением друг относительно друга с углами Ψ1 и Ψ2 . Полная обработка зубчатого венца обеспечивается делительными дискретными поворотами заготовок вокруг своих осей после окончания цикла обработки каждого зуба.
Заявляемый способ позволяет обрабатывать различные зубчатые профили:
- прямобочные и выпукло-вогнутые профили зубчатых реек,
- эвольвентные профили зубчатых колес,
- зубчатые профили с прямоугольными впадинами,
- профили зубьев режущих инструментов (протяжки, фрезы),
- зубчатые профили с поднутрениями.
Наибольшая эффективность заявляемого способа достигается при обработке мелкомодульных зубчатых изделий (m < 1 мм) или заготовок мелкозубых инструментов.
В качестве конкретного примера использования предложенного способа приведена обработка партии деталей "Рейка" топливной аппаратуры дизельных двигателей FL-413 ("УралАЗ") и ГАЗ-544 на ярославском заводе дизельной аппаратуры (ЯЗДА). Эта деталь входит в узел регулятора топливного насоса высокого давления.
Она имеет от 6 до 8 зубчатых секций с числом зубьев равным 12 в каждой секции.
Параметры обрабатываемых зубьев детали "Рейка":
- модуль m = 0,75 мм,
- угол профиля ϕ= 15о,
- величина бочкообразности по толщине зуба e = 0,03 мм,
- ширина зуба b = 9 мм.
Материал детали - сталь АС14.
Инструменты - резцы с механически закрепляемыми многогранными профильными пластинами из сплава ТТ20К9.
Оборудование - станок с ЧПУ, оснащенный роторным устройством.
Заготовки устанавливались в роторное устройство станка, обеспечивающее их планетарное вращение. Устанавливались одновременно 8 деталей параллельно оси планетарного вращения. Радиус планетарного вращения по вершинам зубьев, обеспечиваемый роторным устройством, был рассчитан по соотношению R =  tgγ и составлял 94 мм.
tgγ и составлял 94 мм.
Инструменты устанавливались в инструментальные головки станка и с помощью системы ЧПУ смещались в осевом направлении планетарного вращения и выставлялись в соответствии с расположением зубчатых секций на детали.
Нарезание зубьев проводилось по режимам:
- Скорость резания (скорость движения заготовок) V1 = 100 м/мин,
- Число оборотов роторного устройства n = 180 об/мин.
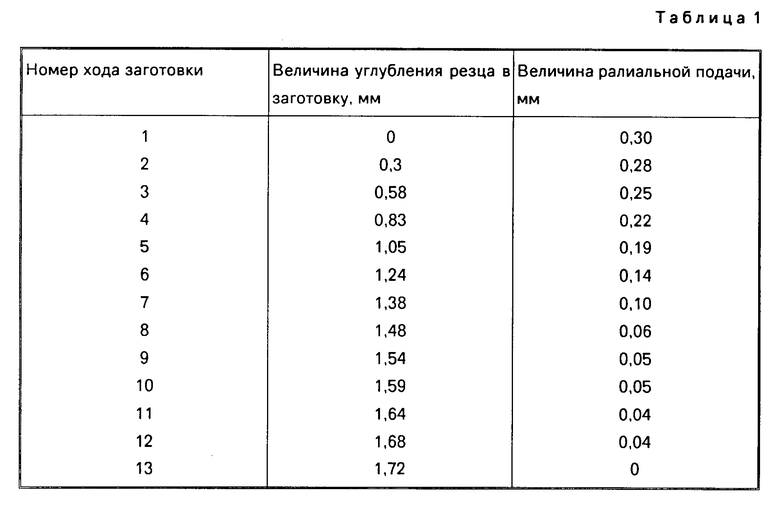
Обработка проводилась с уменьшающейся скоростью движения инструмента в соответствии с уменьшающейся величиной толщины среза a1 по мере углубления инструмента в заготовку. В таблице 1 приведены значения толщины среза a1 (радиальной подачи резца) при каждом обороте заготовки (ходе заготовки) по мере углубления инструмента.
Величина скорости перемещения инструментов соответствовала зависимости:
V1=  ·
·  ·V2 и изменялась в пределах: V1 = 5,4-7,2 мм/мин
·V2 и изменялась в пределах: V1 = 5,4-7,2 мм/мин
Соотношение скоростей движения инструмента и заготовки составило: = 5.4·10-4-0.72·10-4
= 5.4·10-4-0.72·10-4
То есть в данном случае скорость движения инструмента меньше скорости движения детали примерно на 4 порядка.
Объемная производительность резания (см. Справочник по технологии резания металлов. Кн. 2. Под ред. Г.Шпура, Т.Штеферле. - М.: Машиностроение, 1985, с.125) для заявляемого способа определяется по формуле:
Qw=  , мм3/с где R - радиус планетарного вращения заготовок, мм,
, мм3/с где R - радиус планетарного вращения заготовок, мм,
H3 - ширина впадины зуба по делительной прямой, мм,
V1 - скорость движения инструмента, мм/мин.
При подстановке соответствующих значений получим:
Qw = 86-640 мм3/с
Время обработки 8-ми последовательно расположенных зубьев в радиальном направлении планетарного вращения - 6 с. Время обработки 8-ми реек (число зубьев в каждой рейке z = 92) на станке с ЧПУ с четырьмя инструментальными головками составило 2 мин 36 с.
В результате обработки партии 100 деталей получены следующие результаты:
- Контрольный размер (высота) зубчатой рейки по ролику, устанавливаемому во впадину зуба (по чертежу 9,9-0,07 мм) - 9,83-9,89 мм
- Шаг зубьев (по чертежу 2,36-0,01 мм) - 2,355-2,357 мм
- Бочкообразность (по чертежу max 0,03 мм) - 0,028 мм
- Шероховатость боковых поверхностей зубьев (по чертежу Ra = 4,0 мкм) - Ra = 2,5 мкм.
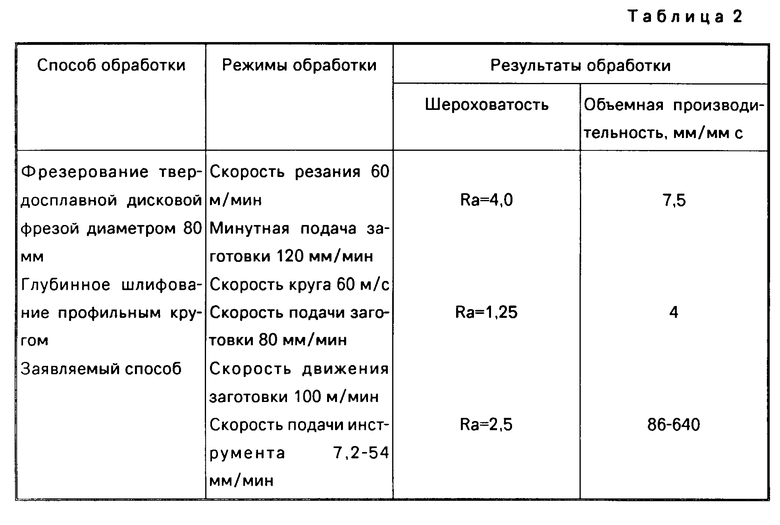
Использование предлагаемого способа обработки бочкообразных зубьев зубчатых изделий обеспечивает по сравнению с существующими способами более широкие технологические возможности, т.е. обработку профилей зубьев различной формы, в том числе с поднутрениями, в деталях различного конструктивного исполнения из различных материалов, которые дисковыми и пальцевыми инструментами обрабатываются с искажениями, либо их обработка этими инструментами теоретически невозможна. Одновременно существенно увеличивается производительность обработки. Сравнительная оценка производительности при обработке упомянутых деталей "Рейка" различными способами по производственным данным ЯЗДА приведена в табл.2.
Показатели объемной производительности, приведенные в таблице, для способов фрезерования твердосплавной дисковой фрезой и глубинного шлифования рассчитывались по формуле:
Qw=  , мм3/с где Fв - площадь сечения обрабатываемой впадины зуба рейки, мм,
, мм3/с где Fв - площадь сечения обрабатываемой впадины зуба рейки, мм,
Vпод - скорость подачи заготовки, мм/мин.
Данные таблицы 2 свидетельствуют о том, что производительность заявляемого способа значительно выше существующих. При этом шероховатость обработанной поверхности в сравнении с фрезерованием улучшается на 2 квалитета. Одновременно, как следует из приведенных на стр.8 данных, обеспечивается высокая и стабильная точность обработки. Возможности способа расширяются при использовании инструментов, оснащенных керамикой и сверхтвердыми материалами. Преимущества по производительности заявляемого способа в наиболее значительной степени проявляются при обработке зубчатых изделий с малыми модулями (особенно с m < 1). Это следует из анализа формулы для объемной производительности и особенностей кинематики способа. Реализация способа возможна при создании соответствующего по кинематике и компоновке станка с ЧПУ или при модернизации существующих высокоточных станков с ЧПУ токарной группы. Внедрение способа планируется на Ярославском заводе дизельной аппаратуры с 1991 г. при изготовлении деталей "Рейка" с бочкообразными зубьями топливной аппаратуры двигателей FL-413 ("УралАЗ") и ГАЗ-544.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ ПОДАЧИ ТОПЛИВА ДИЗЕЛЯ | 1997 |
|
RU2154187C2 |
| РЕГУЛЯТОР АВТОМОБИЛЬНОГО ДИЗЕЛЯ С КОРРЕКТОРОМ ПО НАДДУВУ | 1998 |
|
RU2144997C1 |
| ЭЛЕКТРОННО-МЕХАНИЧЕСКИЙ РЕГУЛЯТОР ЧАСТОТЫ ВРАЩЕНИЯ ДИЗЕЛЯ | 1997 |
|
RU2159860C2 |
| РАСПЫЛИТЕЛЬ ФОРСУНКИ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1998 |
|
RU2156376C2 |
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ ЭЛЕКТРОННОЙ СИСТЕМЫ РЕГУЛИРОВАНИЯ ЧАСТОТЫ ВРАЩЕНИЯ ДИЗЕЛЯ | 2002 |
|
RU2231663C2 |
| СПОСОБ НАРЕЗАНИЯ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2009 |
|
RU2406595C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ЦИКЛОВОЙ ПОДАЧИ ТОПЛИВА В ДИЗЕЛЬ | 2002 |
|
RU2230215C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
Использование: машиностроение, в частности производство зубчатых изделий с бочкообразной формой зубьев. Сущность: реализация в процессе обработки бочкообразного непрерывного вращения заготовок при радиальном поступательном движении инструментов со скоростью v1 относительно оси вращения заготовок позволяет вследствие того что на два порядка превышает скорость движения инструментов существенно увеличить по сравнению с известными способами объемные съемы обрабатываемого материала, достичь оптимальных по производительности скоростей резания современными инструментами материалами. 14 ил.
СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ С БОЧКООБРАЗНОЙ ФОРМОЙ ЗУБА методом единичного деления несколькими инструментами в условиях планетарного непрерывного относительного вращения заготовок, отличающийся тем, что, с целью повышения производительности зубообработки за счет реализации кинематической схемы точения, инструментам сообщают относительно оси планетарного вращения заготовок радиальное поступательное движение, величину скорости которого задают в соответствии с зависимостью
V1

 ·V2 ,
·V2 ,
где a1 - толщина срезаемого слоя за один оборот планетарного вращения заготовки;
V1 - скорость движения инструмента;
V2 - скорость движения заготовки;
e - величина бочкообразности по толщине зуба;
b - ширина зуба изделия;
ϕ - угол профиля зуба изделия.
| Станок для обработки копированием зубчатых колес | 1980 |
|
SU996115A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

