Предлагаемое изобретение относится к области обработки резанием и может быть использовано в производстве цилиндрических зубчатых колес.
Известен способ зубонарезания цилиндрических колес дисковыми резцовыми головками большого диаметра (см. журнал СТИН, 2005, №5, с.24-26).
Суть этого способа заключается в том, что нарезание модифицированных зубьев цилиндрических колес осуществляется вращающейся резцовой головкой большого диаметра (D0>200 мм) при z-кратном обкатывании заготовки вдоль оси инструмента с последовательным делением на один зуб, где z - число зубьев колеса. Отсутствие продольной подачи инструмента вдоль оси заготовки приводит к образованию продольно модифицированных зубьев, имеющих вогнутые боковые поверхности.
Основным недостатком этого способа зубонарезания является ограниченность применения колес с вогнутыми боковыми поверхностями зубьев без дополнительной их обработки шевингованием или прикатыванием только для зацепления с цилиндрическими зубчатыми колесами, имеющими соответствующую бочкообразность зубьев.
Наиболее близким по технической сущности (прототипом) является способ нарезания цилиндрических зубчатых колес обкатными резцами (см. SU 917976, В23F 5/26, 1982).
Суть этого способа состоит в том, что с целью обеспечения прямолинейности контактных линий зубьев обработки колес при рассогласованном вращении выходных звеньев цепи деления станка врезание производят в торцовой плоскости, проходящей через середину зубьев, затем резцам сообщают возвратно-поступательное движение продольной подачи с постоянной глубиной реза в большем его сечении.
Основным недостатком этого способа зубонарезания является необходимость совершения дополнительных движений при формообразовании зубчатых поверхностей цилиндрических колес.
Задачей предлагаемого изобретения является расширение технологических возможностей предложенного способа нарезания бочкообразных зубьев цилиндрических колес за счет возможности обработки одним инструментом зубчатых колес определенного модуля с разным числом зубьев.
В предложенном способе нарезания бочкообразных зубьев цилиндрических колес методом обката вращающимся дисковым инструментом заготовку устанавливают из условия совпадения середины зубчатого венца с осевой плоскостью инструмента, а вращающемуся дисковому инструменту в зоне резания сообщают дополнительное плавное движение относительно обрабатываемой заготовки посредством его установки на эксцентричной переходной оправке, при этом кинематическое согласование вращательных движений шпинделя станка с эксцентричной переходной оправкой и инструмента определяют следующим соотношением:
где nшп - число оборотов шпинделя станка с эксцентричной переходной оправкой, мин-1; n0 - число оборотов вращающегося дискового инструмента, мин-1; z0 - число окружных шагов расположения резцов, включая целое число условных шагов в пределах свободного сектора для деления заготовки на зуб.
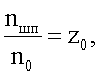
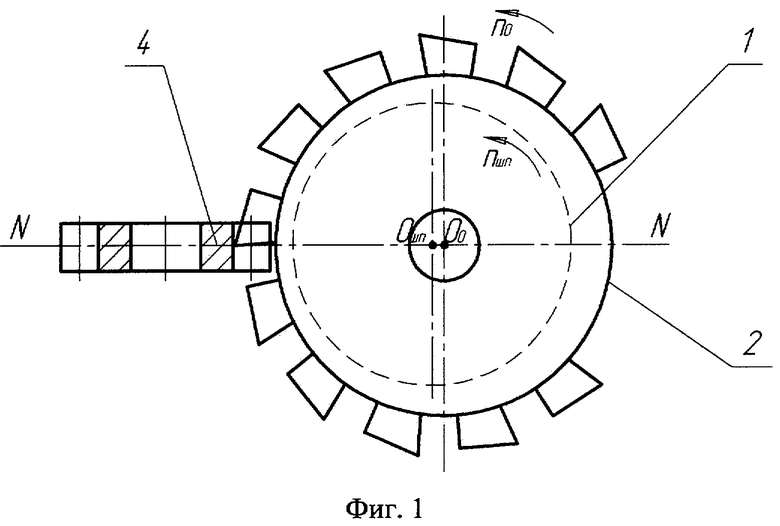
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 представлена схема взаимного расположения осей вращающегося дискового инструмента и шпинделя станка с эксцентричной переходной оправкой, на котором осуществляется процесс зубонарезания; на фиг.2 - схема расположения шпинделя станка с эксцентричной переходной оправкой, вращающегося дискового инструмента, установленного на инструментальной оправке, и двухступенчатой понижающей зубчатой передачи для согласования вращательных движений шпинделя станка и инструмента.
На торце шпинделя станка закреплена цилиндрическая с внутренним эксцентрично расположенным отверстием переходная оправка 1, в которой в подшипниках качения установлен дисковый инструмент 2, получающий согласованное со шпинделем станка вращательное движение, например, через двухступенчатую понижающую зубчатую передачу 3, за счет чего положение оси инструмента О0 периодически изменяется относительно оси шпинделя станка Ошп и обрабатываемой заготовки 4.
Для получения бочкообразной модификации зубьев обрабатываемой заготовки 4 должно быть обеспечено определенное взаимное расположение шпинделя станка с переходной оправкой 1 и вращающегося дискового инструмента 2, при котором ось инструмента О0, совершающего периодические дополнительные плавные движения, находится на максимальном удалении от обрабатываемой заготовки 4 в момент прохождения каждой очередной режущей кромки через осевую плоскость инструмента N-N. Максимальное расстояние между осями инструмента О0 и шпинделя станка Ошп, определяемое эксцентриситетом е, устанавливается исходя из заданной величины бочкообразности зубьев обрабатываемых цилиндрических колес.
Предлагаемый способ может быть реализован на модернизированном серийном горизонтально-фрезерном станке, оснащенном обкатно-делительным устройством, установленным на столе станка и кинематически связанным с вращательным движением шпинделя.
Для зубонарезания заготовку 4, желательно с предварительно оформленным зубчатым венцом, например штамповкой, устанавливают на оправке обкатно-делительного устройства (см. патент РФ на изобретение №2280544, обкатно-делительный механизм) таким образом, чтобы середина зубчатого венца совпадала с осевой плоскостью инструмента N-N.
Обработку зубьев заготовки 4 осуществляют по методу z-кратного обката (z - число зубьев нарезаемого колеса) эталонного зубчатого венца по эталонной рейке указанного устройства при кинематическом согласовании с вращательным движением инструмента 2, резцы которого в зоне резания изменяют траекторию движения с круговой на криволинейную за счет плавного отхода инструмента от заготовки, в результате чего формируются бочкообразные поверхности зубьев.
Анализ технологических возможностей предлагаемого способа нарезания бочкообразных зубьев цилиндрических колес подтверждает реальность их расширения, поскольку одним инструментом могут быть нарезаны зубчатые колеса одного модуля с различным числом зубьев, что является убедительным аргументом целесообразности использования данного способа в условиях не только крупносерийного, но и серийного производства при незначительных затратах на модернизацию серийных горизонтально-фрезерных станков.
Учитывая реальную перспективу широкого использования прогрессивных заготовок цилиндрических колес с предварительно оформленным зубчатым венцом, полученным высокопроизводительными процессами пластического формообразования, накатки, порошковой металлургии, становится очевидной экономическая эффективность предложенного способа нарезания бочкообразных зубьев цилиндрических колес.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТА | 2010 |
|
RU2447974C2 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2011 |
|
RU2471593C2 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
| ОБКАТНО-ДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ | 2005 |
|
RU2280544C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456135C1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2011 |
|
RU2456136C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 2010 |
|
RU2442677C2 |
Способ осуществляют методом обката вращающимся дисковым инструментом. Заготовку устанавливают из условия совпадения середины зубчатого венца с осевой плоскостью инструмента. Для расширения технологических возможностей за счет обработки колес одного модуля с разным числом зубьев вращающемуся дисковому инструменту в зоне резания сообщают дополнительное плавное движение относительно обрабатываемой заготовки посредством его установки на эксцентричной переходной оправке. При этом кинематическое согласование вращательных движений шпинделя станка с эксцентричной переходной оправкой и инструмента определяют в соответствии с приведенным соотношением. 2 ил.
Способ нарезания бочкообразных зубьев цилиндрических колес методом обката вращающимся дисковым инструментом, при котором заготовку устанавливают из условия совпадения середины зубчатого венца с осевой плоскостью инструмента, отличающийся тем, что вращающемуся дисковому инструменту в зоне резания сообщают дополнительное плавное движение относительно обрабатываемой заготовки посредством его установки на эксцентричной переходной оправке, при этом кинематическое согласование вращательных движений шпинделя станка с эксцентричной переходной оправкой и инструмента определяют следующим соотношением:
 ,
,
где nшп - число оборотов шпинделя станка с эксцентричной переходной оправкой, мин-1; n0 - число оборотов вращающегося дискового инструмента, мин-1; z0 - число окружных шагов расположения резцов, включая целое число условных шагов в пределах свободного сектора для деления заготовки на зуб.
| Способ нарезания цилиндрических зубчатых колес обкатными резцами | 1979 |
|
SU917976A1 |
| Устройство для обработки зубчатых колес | 1980 |
|
SU927425A2 |
| Способ изготовления зубчатых колес | 1991 |
|
SU1816574A1 |
| ОБКАТНО-ДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ | 2005 |
|
RU2280544C1 |
| US 3812760 A, 28.05.1974. | |||

