(54) СТАНОК ДЛЯ ОБРАБОТКИ КОПИРОВАНИЕМ ЗУБЧАТЫХ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| Зуборезный станок | 1981 |
|
SU986657A1 |
| Станок для шевингования цилиндрических зубчатых колес | 1978 |
|
SU745613A1 |
| Станок для обработки конических зубчатых колес | 1979 |
|
SU860955A1 |
| Способ обработки зубчатых колес и станок для его осуществления | 1986 |
|
SU1588514A1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| Станок для шлифования зубчатых колес | 1981 |
|
SU971595A1 |
| Станок для контурного кругового строгания зубчатых деталей | 1981 |
|
SU1024188A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
Изобретение огносигся к металлообработке и найцет применение при .обработке зубчатых колес. Известен станок иля обработки копированием зубчатых колес, закрепляемых в размешенном на планшайбе установоч- но-зажимном приспособлении, на станине которого, выполненной кольцевицной формы, размешены по окружности каретки, несушие инструментальные шпиноели fl J Однако возможнбсти этого станка в плане произвоайгельности и качества низкие, так как низка среоняя скорсють врашения планшайбы иэ-за высоких нагру зок в момент вхоца инструмента-в зону обработки, и быстрое затупление . Кроме того, на станке невозможна обра ботка модифицированных зубьев Цель изобретения - повышение произ воцительности и качества при оановременной обработке нескольких зубчатых колес с бочкообразным профилем зуба. Цель достигается тем, что станок снабмсен смонтированными по окружности на планшайбе, когорая помешена в центре станины с введенным в станок индиви дуальным приводом, дополнительными ус- тановочно-зажимными приспособлениями с делительными механизмами, кажаь1й ва которых включает гитару зубчатых колес, расположенную на одной оси с веаушим колесом гитары, обгонную муфту и двуплечий рычаг, смонтированный с возмож нос1ъю качания, и взаимодействия одним плечом, представляющим собой аубчать сектор, с ведушим колесом гитары, а другим - в виде тсткателя с роликом, с введенным в станок и закрепленным неподвижно на станине кулачком -с выо тупами, шаг которых равен шагу распрло жения инструментальных шпинделей и ша ГУ располсжения установочно-чзажимных п жспособлений. Привод планшайбы включает два косо зубых цилиндрических колеса с переда
точным отношением, равным единице, установленных на валах эксцентрично с равным эксцентриситетом.
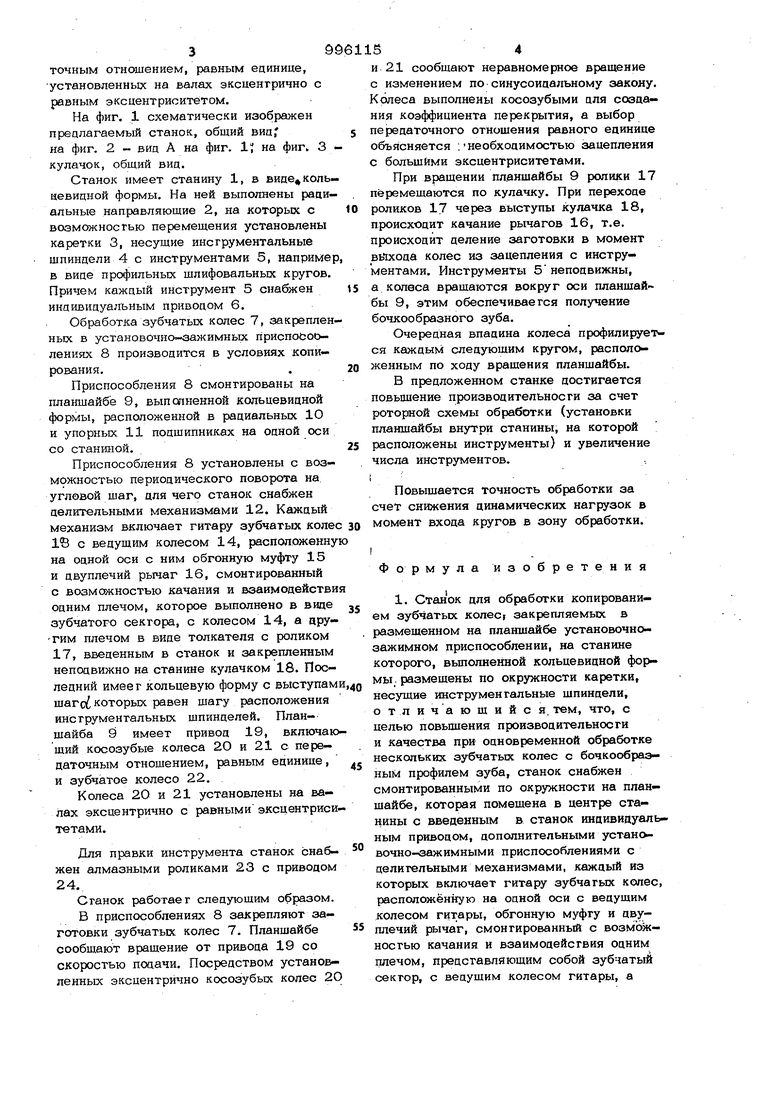
На фиг. 1 схематически изображен предлагаемый станок, общий виц,
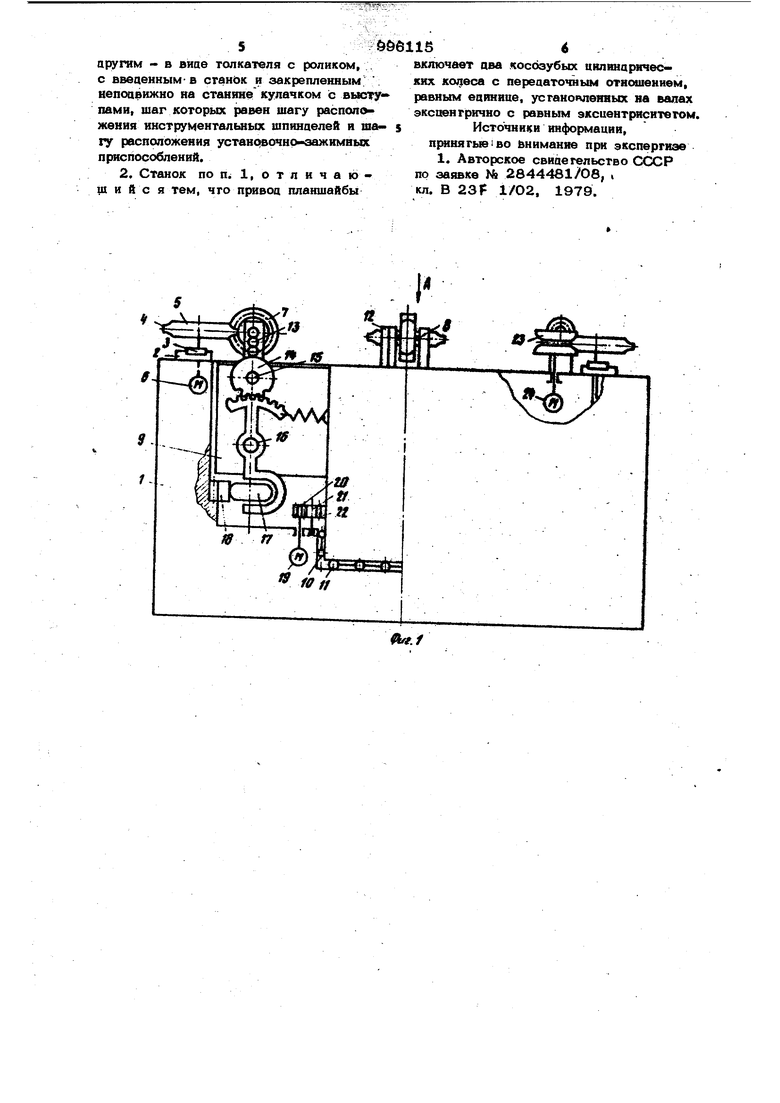
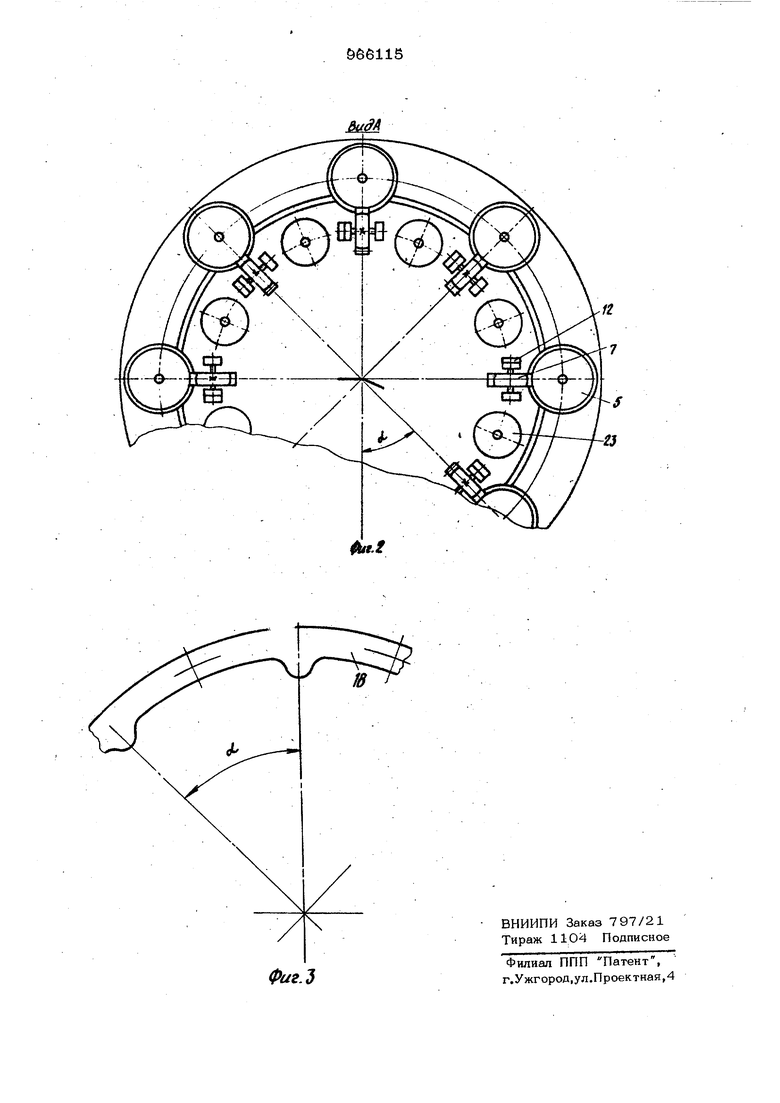
на фиг. 2 вид А на фиг. 1; на фиг. 3 кулачок, общий вид.
Станок имеет станину 1, в виде4 кольиевицной формы. На ней выполнены радиальные направляющие 2, на которых с возможностью перемещения установлены каретки 3, несущие инструментальные щпинцели 4 с инструментами 5, наприме в вице профильных шлифовальных кругов. Причем каждый инструмент 5 снабжен индивидуальным приводом 6.
Обработка чзубчатых колес 7, закрепленных в установочно-зажимных приспосоолениях 8 производится в условиях копирования..
Приспособления 8 смонтированы на планшайбе 9, выполненной кольцевидной формы, расположенной в радиальных 10 и упорных 11 подщипниках на одной оси со станиюй.
Приспособления 8 установлены с возможностью периодического поворота на угловой щаг, для чего станок снабжен делительными механизмами 12. Каждый механизм включает гитару зубчатых коле IS с ведущим колесом 14, расположенну на одной оси с ним обгонную муфту 15 и двуплечий рычаг 16, смонтированный с возможностью качания и взаимодействи одним плечом, которое выполнено в виде зубчатого сектора, с колесом 14, а ару- гим плечом в виде толкателя с роликом 17, введенным в станок и закрепленным неподвижно на станине кулачком 18. Последний имеег кольцевую форму с выступам шаго которых равен щагу расположения инструментальных шпинделей. Планшайба 9 имеет привод 19, включающий косозубые колеса 2О и 21 с передаточным отношением, равным единице, и зубчатое колесо 22.
Колеса 20 и 21 установлены на валах эксцентрично с равными эксцентриситетами.
Для правки инструмента станок снаб- жен алмазными роликами 23 с приводом 24.
Станок работает следующим образом.
В приспособлениях 8 закрепляют заготовки зубчатых колес 7. Планшайбе сообщают вращение от привода 19 со скоростью поцачи. Посредством установленных эксцентрично косозубых колес 2р
и 21 сообщают неравномерное вращение с изменением по синусоидальному закону. Колеса выполнены косозубыми для созаа- ния коэффициента перекрытия, а выбор передаточного отношения равного единице объясняется .необходимостью зацепления с большими эксцентриситетами.
При вращении планшайбы 9 ролики 17 перемещаются по кулачку. При переходе роликов 17 через В|Ыступы кулачка 18, происходит качание рычагов 16, т.е. происходит деление заготовки в момент выхода колес из зацепления с инструментами. Инструменты 5неподвижны, а колеса вращаются вокруг оси планшай бы 9, этим обеспечивается получение бочкообразного зуба.
Очередная впадина колеса профилируется каждым следующим кругом, расположенным по ходу вращения планшайбы.
В предложенном станке достигается повьш ение производительности за счет роторной схемы обработки (установки планшайбы внутри станины, на которой расположены инструменты) и увеличение числа инструментов. i Повышается точность обработки за счет снижения динамических нагрузок в момент входа кругов в зону обработки.
Формула изобретения
