Изобретение относится к машиностроению и может быть использовано для обработки прямолинейных, цилиндрических, сферических и криволинейных поверхностей с целью получения шероховатости типа "песочной" с заданной размерностью. Необходимость в этом возникает, в частности, при исследованиях, связанных с моделированием трения и теплоотдачи при течении высокоскоростного и высокотемпературного газа или жидкости вдоль шероховатой поверхности.
Известен способ получения шероховатости поверхности типа "песочной", основанный на наклеивании на поверхности абразивных материалов различной зернистости, например, абразивных шкурок.
Недостатком способа является малая надежность сцепления нанесенного слоя шероховатости с основным материалом в условиях высокоскоростных и высокотемпературных газовых потоков, так как абразив уносится потоком газов или жидкости, нарушая заданную (первоначальную) шероховатость поверхности.
Известен способ получения шероховатости на внутренних стенках, основанный на механическом изменении поверхностной геометрии поверхности (методом накатки, пескоструйной обработки и др.).
Известен способ поверхностной обработки деталей путем упрочнения и создания определенной шероховатости, заключающийся в том, что обрабатываемую поверхность фрезеруют, шлифуют, полируют, а затем обрабатывают струйным потоком микрочастиц.
Недостатком указанных способов является неустойчивое сохранение шероховатости в условиях сверхзвукового газового потока при больших температурах и большие трудности, возникающие при получении шероховатостей малых размеров (0,5- 30 мкм).
Техническим результатом, на достижение которого направлено описываемое техническое решение, является создание песочной шероховатости заданной размерности, устойчивой в условиях воздействия высокотемпературных, высокоскоростных агрессивных потоков.
Поставленная цель достигается тем, что в способе, основанном на механическом изменении геометрии поверхности, поверхность шлифуют, затем ведут пескоструйную обработку при условии:
d = 0,9 (Rz -1)2 + 40, где Rz, мкм - величина шероховатости, поверхности;
d, мкм - размер абразива, после чего производят никелирование поверхности до требуемой толщины покрытия.
Шлифовка перед пескоструйной обработкой обеспечивает получение высокой чистоты поверхности, которую затем обрабатывают абразивом при указанных условиях. Экспериментально полученная зависимость размеров песочной шероховатости от параметров зернистости абразивного порошка позволяет получить заданную шероховатость поверхностей. Для предохранения поверхностей от окисления при температурном или химическом воздействии в процессе, например, огневых испытаний, поверхность никелируют. При этом происходит некоторое улучшение параметров шероховатости.
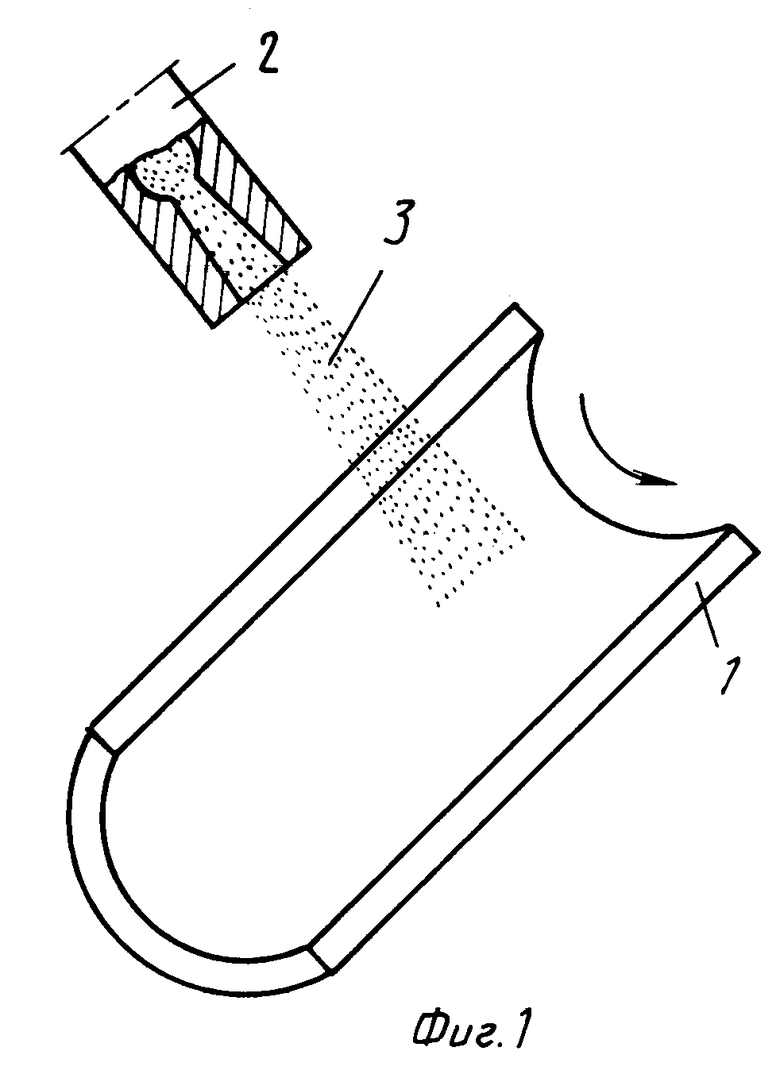
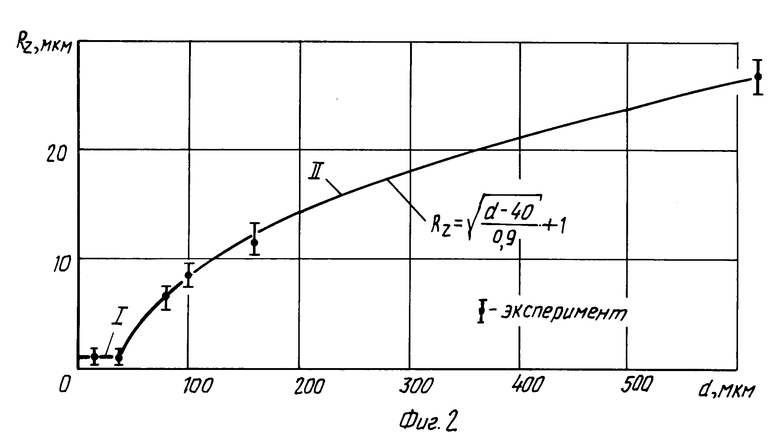
На фиг.1 схематически изображена обработка поверхности полуцилиндрической оболочки с помощью форсунки сухой пескоструйной установки; на фиг.2 - график зависимости получаемой шероховатости от размеров зернистости абразивного порошка.
Проверка способа моделирования шероховатости осуществлялась на внутренних стенках цилиндрических насадков из бронзы БрХО8 (ТУ 48-21-197-72). Насадок предварительно разрезался вдоль продольной оси, после чего токарной обработкой обоих полуцилиндров обеспечивалась чистота поверхности 1,25 мкм. Далее производилось шлифование внутренней поверхности образца 1 для устранения следов токарной обработки, так как исходная шероховатость поверхности образца после механической обработки оказывает большое влияние на величину микронеровностей после пескоструйной обработки микропорошками. Для получения шероховатости в заданном диапазоне Rz = 0,5-30 (мкм) поверхность образца шлифовалась до 7-9 класса чистоты (Ra = 0,2-1,3 мкм).
После шлифования поверхности образца 1 производилась пескоструйная обработка с использованием форсунки 2, создающей поток 3 абразивного материала.
Пескоструйная обработка производилась при постоянном давлении технологического воздуха Рв = 4-6 (атм). Изменение расстояния от среза форсунки 2 до обрабатываемой поверхности образца 1 составляло 100+10 (мм), при данном диапазоне изменения дистанции достигается стабильность заданной шероховатости в пределах от Rz = 1 (мкм) до Rz = 20-30 (мкм). Пескоструйная обработка производилась абразивным порошком с зернистостью от 14 до 630 мкм.
Как очевидно из графика (фиг.2), при размере абразива d < 40 мкм определяющей остается исходная шероховатость (Rz≈ 1 мкм) - участок 1 зависимости. При дальнейшем увеличении размера абразива получающийся размер шероховатости Rz возрастает по параболе, определяемой соотношением d = 0,9 (Rz -1)2 + 40 - участок II зависимости. Вертикальными отрезками на фиг.2 обозначен разброс экспериментальных значений Rz в различных образцах.
Последующее никелирование поверхности, имеющей заданную шероховатость, практически не изменяет исходное значение шероховатости, а стойкость поверхности образца против температурных воздействий и окисления увеличивается; во время проведения испытаний с использованием высокотемпературного газового потока характер и размеры исходной шероховатости не изменяются.
Использование предложенного способа по сравнению с существующими позволяет получить стабильные заданные размеры шероховатости в диапазоне от 1 до 30 мкм и получать поверхности с неизменными характеристиками шероховатости в процессе обтекания поверхности при высоких температурах и больших скоростях рабочей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1999 |
|
RU2152865C1 |
| СПОСОБ БЕЗАБРАЗИВНОЙ ШЛИФОВКИ ПЕТРОГРАФИЧЕСКИХ ШЛИФОВ АРГИЛЛИТОВ БАЖЕНОВСКОЙ СВИТЫ И ПОДОБНЫХ ПОРОД | 2017 |
|
RU2661527C1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2004 |
|
RU2281848C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОЗРАЧНОЙ РАССЕИВАЮЩЕЙ ПОДЛОЖКИ ОСИД И ПОЛУЧЕННАЯ ПОДЛОЖКА | 2013 |
|
RU2638050C2 |
| АГЛОМЕРАТНОЕ АБРАЗИВНОЕ ЗЕРНО | 2018 |
|
RU2792805C2 |
| Способ абразивной обработки и станок для его осуществления | 1989 |
|
SU1701486A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИРОВАННОЙ РИСОВОЙ КРУПЫ | 1999 |
|
RU2166365C2 |
| СПОСОБ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2011 |
|
RU2479403C1 |
| ПЕЧЬ ДЛЯ НЕПРЕРЫВНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2039854C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СЛИТКОВ СО СВЕРХМЕЛКИМ ЗЕРНОМ В ГЛУБОКОМ ВАКУУМЕ | 1995 |
|
RU2095428C1 |
Использование: поверхностное пластическое деформирование, может быть использовано для обработки прямолинейных, цилиндрических, сферических и криволинейных поверхностей с целью получения шероховатости типа "песочной" с заданной размерностью. Сущность изобретения: способ заключается в том, что поверхность шлифуют, затем подвергают пескоструйной обработке при условии d=0,9(Rz-1)2+40 , где Rz , мкм - величина шероховатости поверхности; d, мкм - размер абразива, после чего поверхность никелируют. 2 ил.
СПОСОБ СОЗДАНИЯ ШЕРОХОВАТОСТИ НА ПОВЕРХНОСТЯХ ДЕТАЛЕЙ, основанный на механическом изменении геометрии поверхности, включающем шлифование и последующую пескоструйную обработку, отличающийся тем, что пескоструйную обработку ведут при условии
d = 0,9 (RZ - 1)2 + 40 ,
где Rz - величина шероховатости поверхности, мкм;
d - размер абразива, используемого при пескоструйной обработке, мкм,
после чего производят никелирование поверхности.
| Обзорная информация, серия 63, Технология металлообрабатывающего производства, ВНИИТЭМР | |||
| Технологические возможности и перспективы применения различных методов упрочнения деталей машин, выпуск 3, Москва, 1985, с.19, табл.12, вар.2. |
