Изобретение относится к области проведения петрографических исследований аргиллитов баженовской свиты Западной Сибири и подобных пород, а именно к технологии изготовления шлифов из мягких (слабых и/или трещиноватых) образцов осадочных горных пород.
В последние десятилетия значительный прирост добычи углеводородов в Западной Сибири связан с так называемыми нетрадиционными коллекторами – породами баженовской свиты (J3, волжский горизонт). Основными породами баженовской свиты являются тонкоплитчатые высокобитуминозные сицилиты, в различной степени кремнистые и известковистые аргиллиты (см. Шилов Г.Я., Основные особенности плея залежей нефти в Баженовской свите Западной Сибири. М. – РГУ нефти и газа имени И.М. Губкина).
Бажениты Западной Сибири являются материнской породой для 85% запасов залежей нефти Западно-Сибирского бассейна (см. Лопатин Н.В., Емец Т.Р., Романова Е.А. “Разведочный риск в тонкозернистых коллекторах из нефтематеринских пород”. Тезисы докладов 64-й конференции EAGE. Флоренция, 2002 год).
Несмотря на всю актуальность исследований подобных пород, данных об их петрографических особенностях не так много. Последнее связано как с трудностью извлечения целостного кернового материала из скважин, вследствие трещиноватости исследуемых пород, так и проблемой изготовления из битуминозных аргиллитов петрографических шлифов.
Известен способ изготовления петрографического шлифа, который предполагает ряд последовательных технологических операций, заключающихся в следующем.
Исследуемый образец режут алмазным диском на заготовки петрографического шлифа размером 25×25 или 25×48 мм, толщиной 3-6 мм. Вырезанную заготовку шлифуют одной плоскостью на абразивных порошках, либо на алмазных планшайбах зернистостью (последовательно) 100/80, 50/40, 28/20, 14/10, 5/3 мкм. Подготовленную пластинку наклеивают специальными эпоксидными клеями или канадским бальзамом на предметное стекло соответствующего размера. После полной полимеризации клея производят последовательную шлифовку заготовки до толщины 30 мкм. Указанная толщина является стандартной для большинства петрографических шлифов, так как только при такой толщине возможны качественные петрографические и минералогические определения исследуемого образца (см. М.П. Джонс, Прикладная минералогия. Количественный подход: Пер. с англ./пер. Е.А. Годовиковой. – М.: Недра, 1991. – 391 с.: ил.).
Однако описанный выше способ практически не применим к битуминозным аргиллитам баженовской свиты. Проблема баженитов и подобных пород в их относительной мягкости и в большом количестве микротрещин. При этом способе изготовления петрографических шлифов в “тело” обрабатываемой заготовки внедряется либо шлам (истираемая часть образца), при обработке алмазным инструментом, либо шлам со свободным абразивом, при обработке абразивными материалами. В результате шлиф получается очень темным (не прозрачным), что значительно затрудняет или делает вообще невозможным его петрографическое описание и минералогические определения.
Наиболее близким к заявляемому является способ изготовления петрографических шлифов, включающий распиловку исходной заготовки, шлифование одной из поверхностей распила, наклейку заготовки шлифованной поверхностью на предметное стекло, отпиливание внешней части заготовки, шлифование внешней поверхности заготовки до нужной толщины, полирование поверхности и наклеивание покровного стекла (см. Ю.В. Михайленко, Изготовление прозрачных и полированных шлифов: методические указания, Ухта: УГТУ, 2012. – 43 с.).
Однако описываемый способ плохо применим к аргиллитам баженовской свиты. Вследствие мягкости и сильной трещиноватости аргиллитов, при стандартной шлифовке с использованием либо алмазных планшайб, либо свободного абразива происходит внедрение в обрабатываемую заготовку образующегося шлама и/или абразивного порошка, что приводит к затемнению поля шлифа и делает его практически “нечитаемым” под микроскопом.
Технической проблемой изобретения является разработка простого способа шлифовки и финишной доводки петрографического шлифа без использования абразивных порошков.
Техническим результатом изобретения является повышение качества заготовки петрографического шлифа за счет исключения использования абразивных порошков.
Указанная техническая проблема решается тем, что в способе изготовления петрографических шлифов, включающем распиловку исходной заготовки, шлифование одной из поверхностей распила, наклейку заготовки шлифованной поверхностью на предметное стекло, шлифование внешней поверхности заготовки до нужной толщины поверхности, согласно изобретению шлифование поверхности распила осуществляют последовательной шлифовкой на яшмовых пластинах: на пластине с шероховатостью 15-20 мкм, на пластине с шероховатостью 8-10 мкм и на пластине с шероховатостью 3-5 мкм; внешнюю поверхность заготовки также последовательно шлифуют на яшмовых пластинах, при этом в качестве заготовки выбирают аргиллиты баженовской свиты или подобные породы.
Заготовку шлифуют на яшмовых пластинах до толщины в 30 мкм.
Изобретение поясняется чертежами.
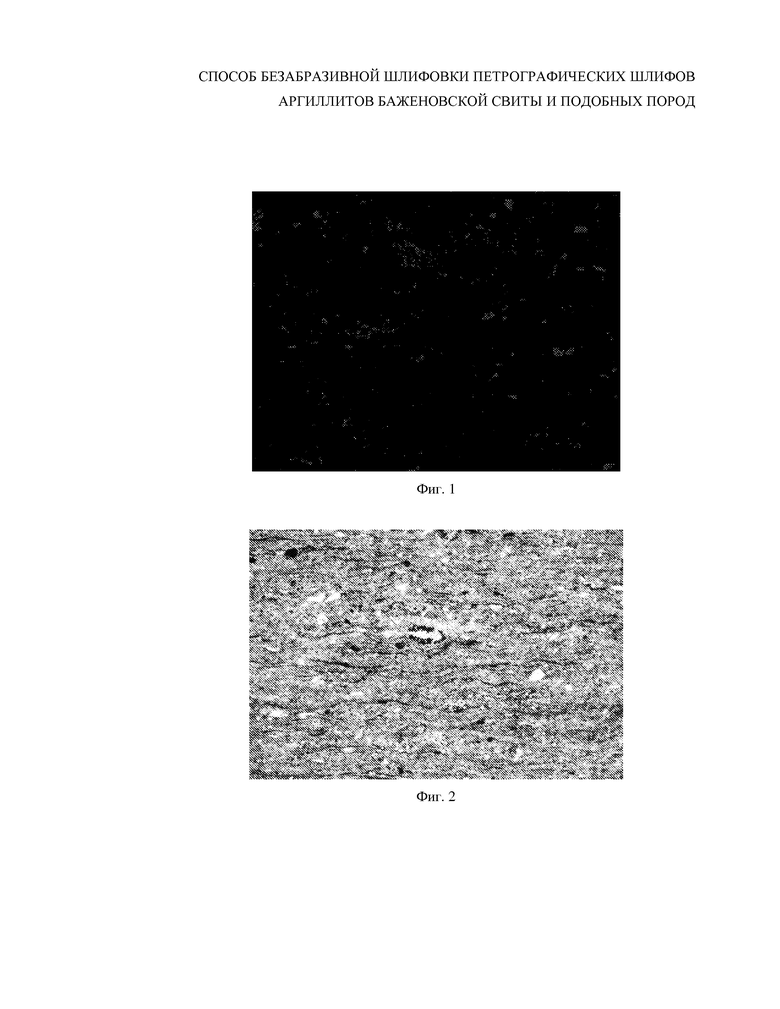
На фиг. 1 представлено фото петрографического шлифа из аргиллита баженовской свиты из скважины Пальяновского лицензионного участка №158 (николи параллельны, проходящий свет), изготовленного по стандартной методике с использованием абразивных порошков.
На фиг. 2 представлено фото петрографического шлифа из аргиллита баженовской свиты из скважины Пальяновского лицензионного участка №158 (николи параллельны, проходящий свет), изготовленного по заявляемому способу.
В заявляемом способе предлагается принципиально новая методика обработки битуминозных аргиллитов, заключающаяся в конечной шлифовке поверхности распила заготовки без абразива.
Шлифовку поверхности распила заготовки осуществляют с помощью яшмовых пластин.
Из цельного блока яшмы на отрезном станке были выпилены четыре пластины размером 15×20 см, толщиной 10-15 мм, одна из которых являлась вспомогательной для подготовки трех рабочих пластин с заданной шероховатостью.
Поверхности пластин доводились на свободном абразиве в следующей последовательности: обе стороны каждой пластины шлифовались на плоской чугунной планшайбе карбидом кремния зернистостью 100, 80, 63, М50 (по ГОСТ 3647-80).
Затем, рабочая поверхность первой пластины притиралась вручную с поверхностью вспомогательной пластины абразивным порошком карбида кремния зернистостью 28/20 мкм (М28). Полученная шероховатость поверхности первой пластины составила 15-20 мкм (приблизительная оценка под микроскопом в сравнении с зернами абразива). Таким образом, была изготовлена пластина №1 для первичной доводки.
Поверхность второй пластины последовательно притиралась вручную с поверхностью вспомогательной пластины абразивным порошком карбида кремния зернистостью 28/20 мкм (М28) и 14/10 мкм (М14). Полученная шероховатость составила около 8-10 мкм. Таким образом, была изготовлена пластина №2 для тонкой доводки.
Поверхность третьей пластины последовательно притиралась вручную с поверхностью вспомогательной пластины абразивным порошком карбида кремния зернистостью 28/20 мкм (М28), 14/10 мкм (М14) и 7/5 мкм (М7). Полученная шероховатость составила около 3-5 мкм. Таким образом, была изготовлена пластина №3 для финишной доводки.
Изготавливают петрографический шлиф следующим образом.
Осуществляют распиловку исходного образца и формирование заготовки шлифа. На алмазной планшайбе (типа 12А2 (6А2) по ГОСТ 24747-90, либо плоским алмазным диском станков Buehler) зернистостью 100/80 формируют плоскость наклейки шероховатостью в 60/50 мкм. Последовательной шлифовкой на яшмовых пластинах №1, №2 и №3 (без абразива) поверхность доводят до необходимого уровня шероховатости в 3-5 мкм. Обработка поверхности происходит за счет истирания относительно мягкого аргиллита микро выступами шероховатости яшмовых пластин. При этом образующийся шлам попадает в отрицательные элементы микронеровностей на пластинах и не внедряется в “тело” заготовки. Шлам с поверхности пластины в процессе работы удаляется влажной тряпкой. Подготовленную поверхность наклеивают эпоксидными смолами либо канадским бальзамом на предметное стекло. После полной полимеризации клея шлифуют внешнюю сторону заготовки на станке до толщины около 100 мкм. После этого последовательно шлифуют внешнюю сторону заготовки на яшмовых пластинах №1, №2, №3 до требуемой толщины в 30 мкм (стандартная толщина петрографического шлифа). При необходимости накрывают шлиф покровным стеклом.
Как видно из приведенных фото, качество шлифов, изготовленных по стандартной методике (фиг. 1) и заявляемым способом (фиг. 2), значительно отличается.
Шлиф очень темный за счет втираемого шлама, под микроскопом практически не определяются содержащиеся в породе минералы (фиг. 1).
На фиг. 2 поле шлифа нормальной прозрачности, под микроскопом все минералы легко диагностируются.
Таким образом, предлагаемый способ позволяет обеспечить изготовление качественных шлифов из аргиллитов баженовской свиты и мягких глинистых пород с использованием яшмовых пластин для безабразивной обработки. Предварительные эксперименты с листовым стеклом также дали положительные результаты, однако низкая стойкость стекла к истиранию не позволила использовать его при массовом изготовлении шлифов. Подготовленных пластин стекла с заданной шероховатостью хватает всего на 3-4 шлифа: имеющиеся в аргиллитах включения мельчайших зерен кварца очень быстро изнашивают рабочие поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕТРОГРАФИЧЕСКИХ ШЛИФОВ ИЗ НЕФТЕНАСЫЩЕННЫХ ПОРОД ИЛИ АСФАЛЬТОБЕТОНОВ | 2017 |
|
RU2662519C1 |
| Способ изготовления плоскопараллельных почвенных шлифов | 2019 |
|
RU2728926C1 |
| Способ изготовления препаратов зубов для морфологических исследований эмалевых призм поверхностного слоя в атомно-силовом (АСМ) и инвертированном микроскопах | 2018 |
|
RU2702903C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КЕРАМИЧЕСКИХ СФЕРИЧЕСКИХ ТЕЛ | 2006 |
|
RU2396160C2 |
| Способ подготовки продольных срезов зубов для морфологических исследований эмали в растровом электронном микроскопе | 2022 |
|
RU2781330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН МОНОКРИСТАЛЛОВ | 2005 |
|
RU2284073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1999 |
|
RU2166429C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАНОПОЛИРОВАННЫХ ПЛАСТИН ИЗ КАРБИДА КРЕМНИЯ | 2006 |
|
RU2345442C2 |
| СПОСОБ ОДНОСТОРОННЕЙ ШЛИФОВКИ ПЛАСТИН КАРБИДА КРЕМНИЯ СВОБОДНЫМ АБРАЗИВОМ | 2022 |
|
RU2790244C1 |
| Способ подготовки препаратов зубов для морфологических исследований цемента зуба в растровом электронном микроскопе | 2023 |
|
RU2804589C1 |
Изобретение относится к области проведения петрографических исследований аргиллитов баженовской свиты и подобных пород и может быть использовано при изготовлении шлифов из мягких слабых и/или трещиноватых образцов осадочных горных пород. Способ включает распиловку исходной заготовки, шлифование одной из поверхностей распила, наклейку заготовки шлифованной поверхностью на предметное стекло и шлифование внешней поверхности заготовки до нужной толщины поверхности. Шлифование поверхности распила заготовки осуществляют последовательно с помощью яшмовых пластин, имеющих, соответственно, шероховатость 15-20 мкм, 8-10 мкм и 3-5 мкм, при этом внешнюю поверхность заготовки также последовательно шлифуют на яшмовых пластинах, а в качестве заготовки используют аргиллиты баженовской свиты. В результате повышается качество петрографического шлифа за счет исключения использования абразивных порошков. 1 з.п. ф-лы, 2 ил.
1. Способ изготовления петрографических шлифов, включающий распиловку исходной заготовки, шлифование одной из поверхностей распила, наклейку заготовки шлифованной поверхностью на предметное стекло, шлифование внешней поверхности заготовки до нужной толщины поверхности, отличающийся тем, что шлифование поверхности распила заготовки осуществляют последовательно с помощью яшмовых пластин, имеющих соответственно шероховатость 15-20 мкм, 8-10 мкм и 3-5 мкм, причем внешнюю поверхность заготовки также последовательно шлифуют на яшмовых пластинах, при этом используют заготовки из аргиллитов баженовской свиты.
2. Способ по п.1, отличающийся тем, что шлифование заготовки с помощью яшмовых пластин производят до толщины 30 мкм.
| МИХАЙЛЕНКО Ю.В | |||
| Изготовление прозрачных и полированных шлифов, методические указания, УХТА:УГТУ, 2012, с.43 | |||
| Шлифовальный станок для изготовления шлифов горных пород | 1960 |
|
SU141011A1 |
| ВСЕСОЮЗНАЯ I _ , .^.-.-^ргмл Trvt*-"'''' if ft ''<'• il^a;:HiHU"iLAH-; .с !*Й;;; | 0 |
|
SU364414A1 |
| CN 105067398 A, 18.11.2015. | |||

