Изобретение относится к технике получения отверстий под вентиль в заготовках камер пневматических шин и может быть использовано в устройствах для получения отверстий в иных изделиях из полуфабрикатов сырых резин на предприятиях шинной и резинотехнической промышленности.
Известен трубчатый режущий инструмент, служащий для получения отверстия под вентиль в плоскосложенных заготовках камер пневматических шин. Данный инструмент имеет непрерывную кольцевую режущую кромку, образованную пересечением цилиндрической поверхности трубчатого торца со специально выполненной на том же торце конической поверхностью (1). Указанный инструмент не содержит конструктивных элементов, которые могли бы обеспечить возможность натяжения прорезаемой стенки на их режущую кромку, что не исключает повреждение стенки камеры, прилегающей в плоскосложенной камерной заготовке к стенке прорезаемой, либо не обеспечивает получение отверстия в прорезаемой стенке сквозным.
В то же время, наличие дополнительных устройств, сопрягаемых с известными инструментами специально для натяжения прорезаемой стенки камеры на режущую кромку этих инструментов, усложняет оборудование, предназначенное для получения отверстия под вентиль в плоскосложенных камерных заготовках.
Из известных инструментов, наиболее близким к заявляемому по технической сущности и достигаемому положительному эффекту является режущий инструмент для получения отверстий, содержащий трубчатый торец с непрерывной кольцевой режущей кромкой, образованной пересечением внешней цилиндрической поверхности трубчатого торца с его внутренней конической поверхностью, имеющей на внутренней поверхности трубчатого торца со стороны конической образующей поверхности режущей кромки в винтовую резьбу, основания канавок которой расположены на цилиндрической образующей.
За счет этого можно обеспечить упругое двухосное (цилиндрическое) сжатие вырезаемого отхода, которое происходит по мере продвижения отхода по внутренней конической поверхности, при внедрении инструмента в толщину прорезаемой стенки.
За счет винтовой резьбы инструмент дает возможность ввинчивать вырезаемый отход в полость трубчатого торца и через воздействие на отход обеспечивать натяжение прорезаемой стенки на режущую кромку без каких-либо дополнительных специальных устройств, что способствует более плотному контакту и более сильному сцеплению отхода с винтовой резьбой инструмента в процессе последующего прохождения по этой резьбе и во взаимодейст- вии с этой резьбой.
Недостатком является сложность конструктивного исполнения винтовой резьбы, а также низкая надежность работы, особенно в том случае, если отверстие под вентиль получают в камерах различного типа, с разной толщиной прорезаемой стенки.
Задачей, решаемой в изобретении, является упрощение конструктивного исполнения и повышение надежности работы известного инструмента.
Это достигается тем, что в режущем инструменте, содержащем трубчатый торец с непрерывной кольцевой режущей кромкой, образованной пересечением внешней цилиндрической поверхности трубчатого торца с его внутренней конической поверхностью, выполненную на внутренней поверхности трубчатого торца со стороны конической образующей поверхности винтовую резьбу с постоянным шагом, основания канавок которой расположены на цилиндрической образующей, выполняют стандартной метрической однозаходной, а наименьший диаметр внутренней конической поверхности, образующей режущую кромку, выполняют равным диаметру цилиндрической образующей поверхности оснований канавок винтовой резьбы.
Конструктивное исполнение инструмента упрощается благодаря тому, что винтовая резьба является стандартной метрической однозаходной и может быть легко выполнена.
Кроме того, в связи с однозаходностью, шаг резьбы минимален, что, во взаимодействии резьбы с боковой поверхностью вырезаемого отхода, позволяет увеличить усилие втягивания отхода в резьбу и уменьшить усилие его поворачивания инструментом. Тем самым, создаются условия для обеспечения максимально возможного натяжения прорезаемой стенки на режущую кромку инструмента и локального пространственного разделения прилегающей и прорезаемой стенок, надежность работы инструмента, выражающаяся в получении отверстия в прорезаемой стенке сквозным, без случаев повреждения прилегающей стенки режущей кромкой инструмента или случаев приваривания вырезаемого отхода к прилегающей стенке, повышается.
За счет того, что наименьший диаметр внутренней конической поверхности, образующей режущую кромку инструмента, выполнен равным диаметру цилиндрической образующей оснований канавок винтовой резьбы, коническая образующая поверхность режущей кромки не пересекает рельефа резьбы и вершины выступов этого рельефа, как и основания его канавок, располагаются по цилиндрической образующей. Поэтому высота рельефа на всем протяжении резьбы является величиной постоянной и усилие натяжения прорезаемой стенки на режущую кромку инструмента меньше зависит от изменения толщины прорезаемой стенки.
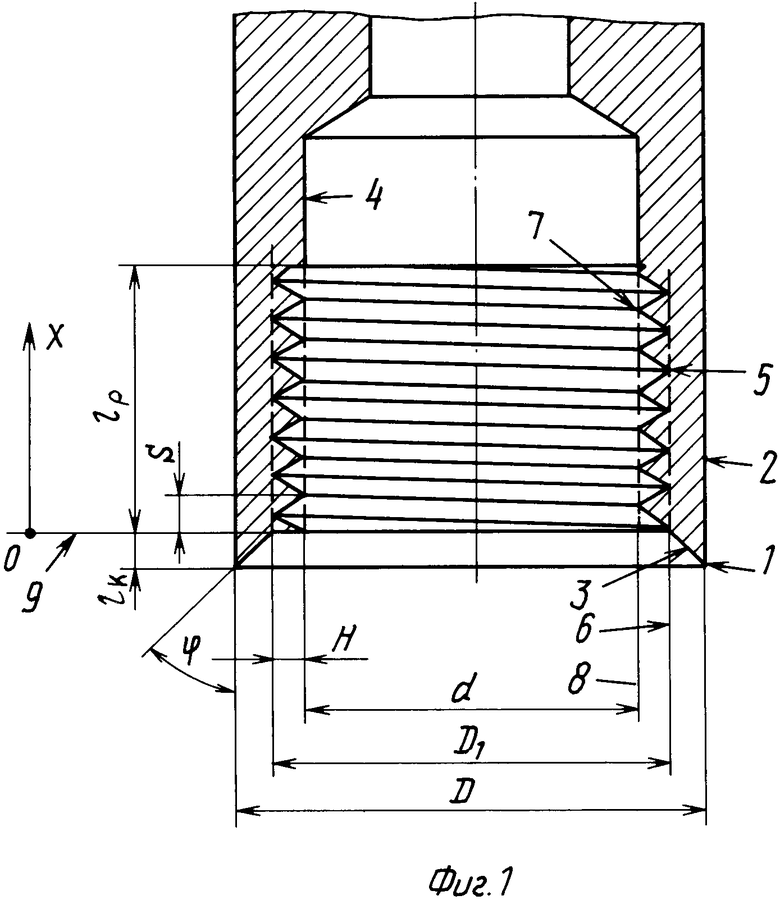
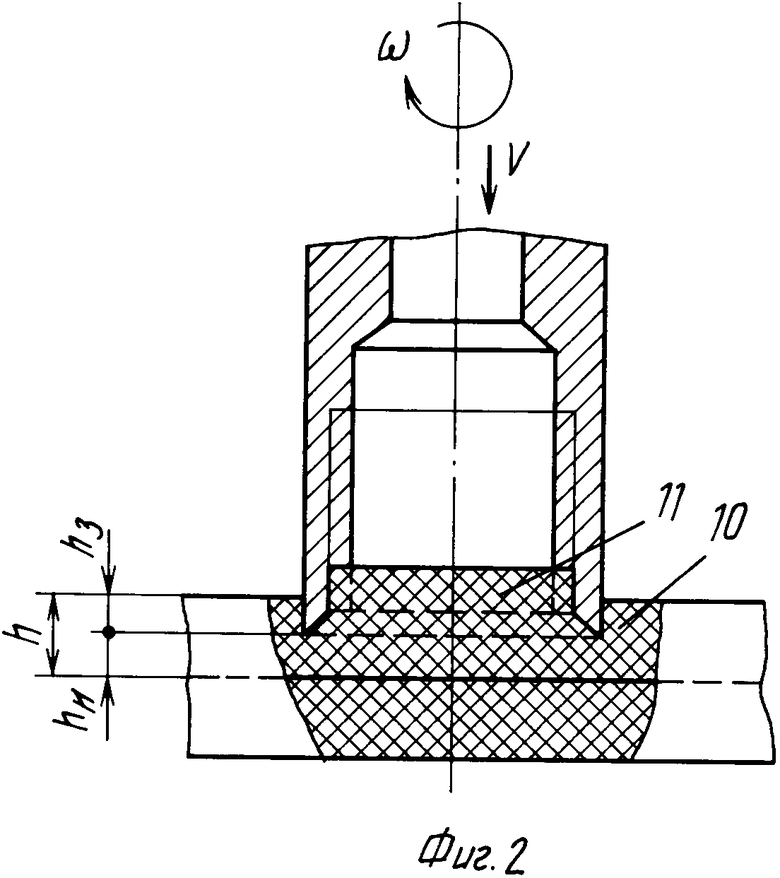
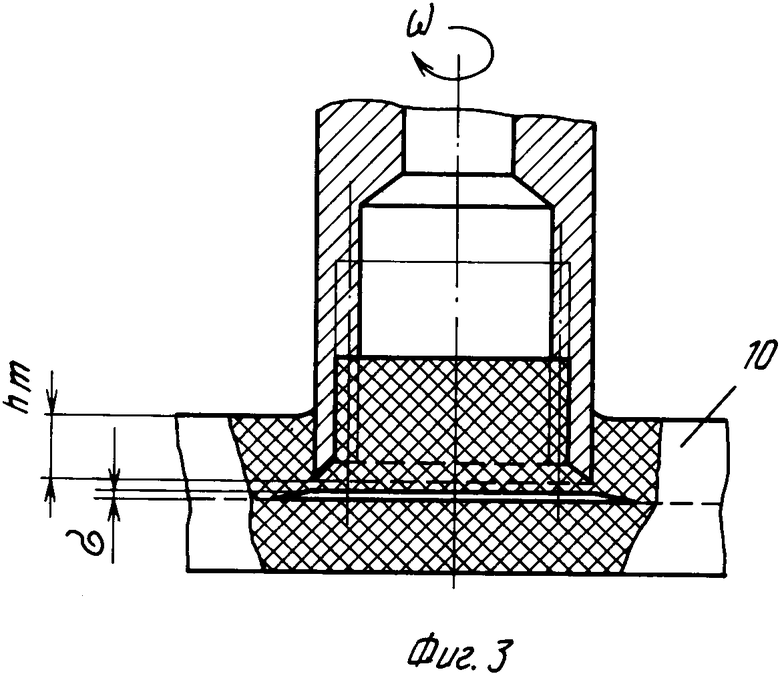
На фиг.1 показан вид трубчатого торца инструмента в разрезе; на фиг.2 - работа инструмента на первой стадии получения отверстия; на фиг.3 - работа инструмента в окончательной стадии.
Режущий инструмент имеет непрерывную кольцевую режущую кромку 1, образованную пересечением внешней цилиндрической поверхности 2 трубчатого торца со специально выполненной на том же торце внутренней конической поверхностью 3. Диаметр кольцевой режущей кромки является одновременно диаметром наружной цилиндрической поверхности трубчатого торца и наибольшим диаметром внутренней конической образующей поверхности режущей кромки.
На внутренней поверхности 4 трубчатого торца со стороны конической образующей режущей кромки, в инструменте, на длине lр выполнена стандартная метрическая однозаходная резьба диаметром D1 с постоянным шагом S. Основания 5 канавок резьбы расположены на цилиндрической образующей поверхности 6. Вершины 7 выступов резьбы расположены на цилиндрической образующей 8.
Так как вершины выступов резьбы и основания ее канавок расположены на цилиндрических образующих, то высота Н рельефа резьбы является постоянной величиной, не зависящей от расстояния Х, отсчитываемого от плоскости 9, в которой пересекаются коническая образующая поверхность 3 режущей кромки и цилиндрическая образующая поверхность 6 оснований канавок винтовой резьбы.
Между диаметром D1 и высотой рельефа Н cтандартной метрической резьбы существует соотношение, определяемое ГОСТом в зависимости от шага S.
Диаметр кольцевой режущей кромки определяется исходя из необходимой величины диаметра получаемого отверстия с учетом его усадки. Так, например, при заданном значении диаметра отверстия 12 ± 1 (мм) и диапазоне прорезаемых толщин 2-8 мм, диаметр кольцевой режущей кромки инструмента для материала камер пневматических шин может быть принят равным 13 мм. При этом все отверстия для любой толщины прорезаемой стенки из выбранного диапазона, попадают в заданное значение поля допуска.
Наименьший диаметр внутренней конической поверхности 3, образующей режущую кромку, равен диаметру цилиндрической образующей поверхности оснований канавок винтовой резьбы с диаметром D1.
Поверхности 3 и 2, образующие собой режущую кромку 1, пересекаются под углом ϕ. Расстояние lк от режущей кромки до начала винтовой резьбы равно высоте конической образующей поверхности режущей кромки.
При известном диаметре D размер диаметра D1 выбирается таким, чтобы толщина стенки трубчатого торца инструмента была невелика, так как в противном случае уменьшается проходное сечение полости и увеличивается сопротивление продвижению вырезаемого отхода. Например, для D=13 мм, оптимальное значение размера D1 лежит в пределах 10-12 мм.
Величина lк при выбранных значениях D2 и D1, определяет угол заострения режущей кромки, а также скорость деформации двухосного сжатия вырезаемого отхода. Максимальная величина lк должна быть меньше толщины прорезаемой стенки, чтобы можно было обеспечить взаимодействие отхода с винтовой резьбой инструмента. Минимально возможная величина lк должна соответствовать условию; ϕ≅ 60о. При невыполнении этого условия режущая кромка становится слишком тупой и отверстие в стенке камеры получается с рваными краями на выходе.
Инструмент работает следующим образом.
На первой стадии получения отверстия инструмент приводится во вращение со скоростью ω и подается в толщину h прорезаемой стенки 10 со скоростью осевой подачи V. При этом скорость подачи V согласована со скоростью вращения ω и шагом S резьбы таким образом, что на боковой поверхности вырезаемого отхода 11 создаются наиболее благоприятные условия для образования резьбы, сопрягающейся с резьбой на инструменте.
Для метрической резьбы оптималь- ное значение скорости может быть определено из условия: V =

 S. Данное условие учитывает, что скорость продвижения отхода по длине lр из-за вытеснения объема резиновой смеси телом режущего инструмента, оказывается выше скорости подачи V и что наиболее благоприятные условия для образования резьбы на боковой поверхности вырезаемого отхода имеют место в случае, когда величина осевого продвижения отхода за один оборот равна шагу резьбы, нарезанной на инструменте.
S. Данное условие учитывает, что скорость продвижения отхода по длине lр из-за вытеснения объема резиновой смеси телом режущего инструмента, оказывается выше скорости подачи V и что наиболее благоприятные условия для образования резьбы на боковой поверхности вырезаемого отхода имеют место в случае, когда величина осевого продвижения отхода за один оборот равна шагу резьбы, нарезанной на инструменте.
Таким образом, например, для ω = 50 об/с, Р=13 мм, D1=12 мм, и S=1,0 мм, оптимальное значение скорости осевой подачи инструмента составляет: V =  50·1=39.1 мм/с .
50·1=39.1 мм/с .
По мере подачи инструмента в толщину h прорезаемой стенки, вырезаемый отход контактирует с конической образующей поверхностью 3 режущей кромки 1, подвергается двухосному сжатию и далее выступает в контакт с рельефом винтовой резьбы. Внутренние напряжения от предварительного двухосного сжатия облегчают течение резиновой смеси отхода относительно рельефа винтовой резьбы и образующаяся при этом на боковой поверхности отхода 11 резьба плотно сопрягается с резьбой на инструменте. Кроме того, упругая деформация, накопленная в объеме вырезаемого отхода 11, способствует поджатию боковой поверхности отхода к резьбовой поверхности инструмента, что обеспечивает усиление взаимодействия отхода и инструмента в винтовом их соединении.
После заглубления инструмента в толщину прорезаемой стенки на величину h3= hm, где hm - максимальная величина заглубления, осевую подачу инструмента прекращают. И, если, реальная толщина h прорезаемой стенки также равна hm, то второй стадии получения отверстия не требуется, так как величина hн непрорезанной части толщины этой стенки в данном случае становится равной нулю, т.е. отверстие получается сквозным уже на первой стадии.
Однако, чаще всего реальная толщина прорезаемой стенки больше минимально допустимого своего значения hm и величина hн по окончанию первой стадии не равна нулю.
Чтобы обеспечить прорезание величины hн, после остановки осевой подачи вращение инструмента со скоростью ω на второй стадии получения отверстия сохраняют. При этом, резьба, полученная на боковой поверхности вырезаемого отхода, начинает взаимодействовать с резьбой на инструменте и отход ввинчивается в полость инструмента, тянет за собой прорезаемую стенку, натягивая ее в непрорезанной части hн толщины h на режущую кромку 1.
В связи с натяжением прорезаемой стенки на режущую кромку инструмента на второй стадии получения отверстия происходит локальное пространственное разделение на расстояние прорезаемой и прилегающей стенок камеры и поэтому независимо от изменения толщины h прорезаемой стенки в пределах поля допуска на ее изготовление при получении отверстия сквозным прилегающая стенка не повреждается режущей кромкой 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент для образования круглых отверстий в стопе листов | 1982 |
|
SU1111858A1 |
| КОНТЕЙНЕР С КРЫШКОЙ | 2004 |
|
RU2342295C1 |
| СИСТЕМА ДЛЯ ФИКСАЦИИ КОСТЕЙ | 2021 |
|
RU2765329C1 |
| ДОЛОТО ДЛЯ БУРЕНИЯ ГОРИЗОНТАЛЬНЫХ СКВАЖИН | 2007 |
|
RU2360096C1 |
| Способ изготовления режущего инструмента | 1982 |
|
SU1085704A2 |
| Инструмент для вырезки сквозных отверстий и способ вырезки отверстий этим инструментом | 1982 |
|
SU1171229A1 |
| Способ изготовления решеток | 1991 |
|
SU1794621A1 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2012 |
|
RU2499881C2 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| КОМБИНИРОВАННОЕ КОЛЬЦЕВОЕ СВЕРЛО ДЛЯ ГЛУХИХ ОТВЕРСТИЙ В КОСТНОЙ ТКАНИ | 2016 |
|
RU2675339C2 |
Использование: получение отверстий под вентиль в заготовках камер пневматических шин. Сущность изобретения: винтовая резьба на образующей конической поверхности выполнена стандартной метрической однозаходной. Наименьший диаметр внутренней конической поверхности, образующей режущую кромку, выполнен равным диаметру цилиндрической образующей поверхности оснований канавок винтовой резьбы. При подаче инструмента в стенку заготовки вырезаемая часть подвергается двухосному сжатию и контактирует с винтовой резьбой, что облегчает ее удаление. 3 ил.
РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ПОЛУЧЕНИЯ ОТВЕРСТИЙ, содержащий трубчатый торец с непрерывной кольцевой режущей кромкой, образованной пересечением внешней цилиндрической поверхности трубчатого торца с его внутренней конической поверхностью, и выполненную на внутренней поверхности трубчатого торца со стороны конической образующей поверхности винтовую резьбу с постоянным шагом, основания канавок которой расположены на цилиндрической образующей, отличающийся тем, что винтовая резьба выполнена стандартной метрической однозаходной, а наименьший диаметр внутренней конической поверхности, образующей режущую кромку, выполнен равным диаметру цилиндрической образующей поверхности оснований канавок винтовой резьбы.
| Режущий инструмент для образования круглых отверстий в стопе листов | 1982 |
|
SU1111858A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
