Изобретение относится к металлообработке и может быть использовано для изготовления фрез и зенкеро.
По основному авт.св. № 818772. известен способ изготовления режущего инструмента,согласно которому на трубчатой заготовке прорезают щелевидные пазы в количестве, равном числу зубьев, нагревают заготовку в зоне щелевидных пазов, сжимают в осевом направлении и профилируют режущие зубья с образованием стружечных канавок pj .
Недостатками известного способа являются невозможность получением фрезы сложного профиля, например для однопроходной обработки широких пазов, ширина поперечного сечения которых больше ширины зубьев и описана несколькими радиусными поверхностями, невозможность использования внутренней полости зубьев для расположения в них элементов крепления режущих пластин из инструментальных материалов невозможность получения инструментов, работающих с осевой подачей, например фрезы для торцовог фрезерования.
Цель изобретения - расширение технологических возможностей способа изготовления режущего инструмента.
Поставленная цель достигается .тем, что .при изготовлении режущего инструмента по способу, заключающемуся в использовании трубчатых заготовок, заготовительных, механообрабатывающих и термических операциях, прорезке щелевидных пазов в количестве, равном числу зубьев, нагреве заготовки в зоне щелевидных пазов, сжатии заготовки в осевом направлени и профилировании режущих зубьев с образованием стружечных канавок, nepers, операцией прорез ания щелевидных пазов на внутренней поверхности заготовки выполняют канавки криволинейной формы и затем после операции формообразования зубьев зенкеруют полученные отверстия и нарезают в них резьбу, а в случае изготовления торцовой фрезы заготовку используют в виде стакана, канавку выполняют у дна, а щелевидные пазы прорезают и на дне стакана.
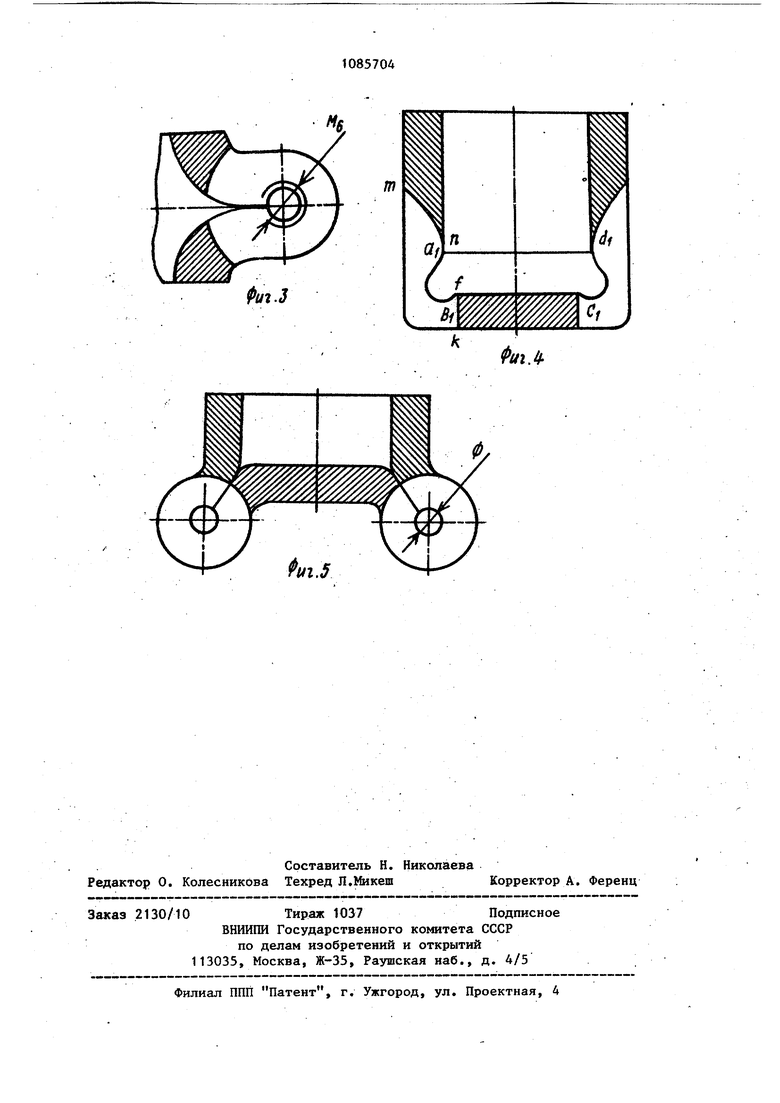
На фиг.1 изображено сечение заготовки с выполненной на внутренней цилиндрической поверхности винтовой канавкой (a,bjC,d - винтовая канавка
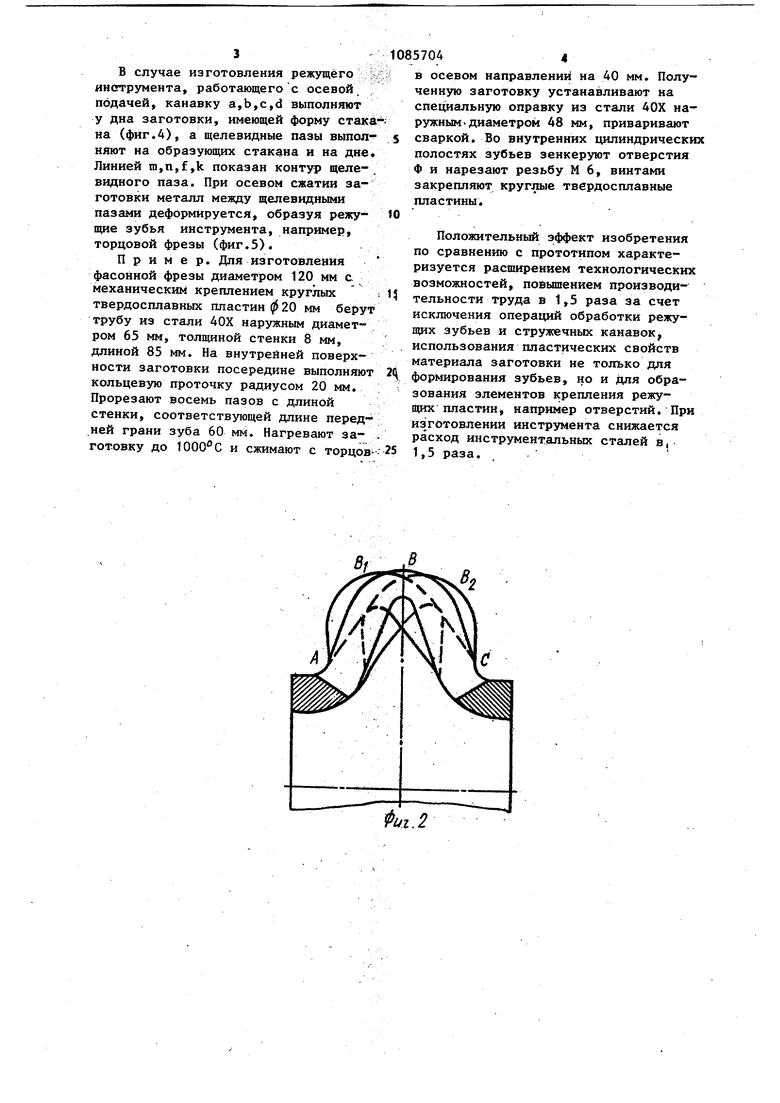
на половине заготовки), на фиг.2 совмещенный профиль режущего инструмента (ABC - профиль 1-го зуба, канавка расположена посередине заготовки, АВ2С - профиль 2-го зуба, канавк расположена у верхнего торца заготовки, - профиль 3-го зуба, канавка расположена у нижнего торца заготовки); на фиг.З - зуб режущего инструмента с внутренней полостью в виде резьбовой поверхности (канавк выполняют по радиусу и после формообразования зубьев внутри обрабатывают поверхности для размещения элементов крепления - нарезают резьбу)J на фиг.4 - заготовка в виде стакана с расположением канавки у дна (щелевидные пазы прорезают на образующей стакана и на дне); на фиг.5 - корпус режущего инструмента для торцового фрезерования, полученный из заготовки, показанной на фиг.4.
Способ изготовления режущего инструмента осуществляют следующим образом. .
Трубу из инструментальной стали режут на заготовки длиной 2 , учитывая периметр режущего зуба. Затем выполняют на поверхности заготовки канавку, например, токарной расточкой кольцевой или винтовой. Остальные операции выполняют по известному способу.
При сжатии заготовки в осевом направлении металл между щелевидными пазами деформируется в местах утонения стенок и вершины зубьев располагаются по винтовой линии. Причем величины боковь х сторон режущих зубьев будут неодинаковы: у зубьев АВ(С стоРОНЫ AB-J меньше , у зубьев ABgC ABj более В2С и так далее. Таким образом, получают инструмент с нужным расположением зубьев на корпусе. В случае изготовления режущего инструмента из конструкционной стали с механическим креплением режущих пластин канавку на внутренней поверхности заготовки выполняют криволинейной например, по радиусу, тогда при формообразовании- зубьев металл между щелевидными пазами деформируется, образуя на их внутренней поверхности цилиндры, которые затем зенкеруют и нарезают резьбу, например, метчиком. С помощью специальных гнезд на гранях зубьев и винтов крепят режущие пластины к корпусу.
в случае изготовления режущего инструмента, работающего с осевой, подачей, канавку a,b,c,d выполняют у дна заготовки, имеющей форму стакана (фиг. 4), а щелевидные пазы выполняют на образующих стакана и на дне Линией ro,n,f,k показан контур щеле-. видного паза. При осевом сжатии заготовки металл между щелевидными пазами деформируется, образуя режущие зубья инструмента, например, торцовой фрезы (фиг.5).
Пример. Для изготовления фасонной фрезы диамет ром 120 мм с механическим креплением круглых твердосплавных пластин 20 мм берут трубу из стали 40Х наружным диаметром 65 мм, толщиной стенки 8 мм, длиной 85 мм. На внутрейней поверхности заготовки посередине выполняют кольцевзш проточку радиусом 20 мм. Прорезают восемь пазов с длиной стенки, соответствующей длине передней грани зуба 60 мм. Нагревают заготовку до и сжимают с торцов108570А4
в осевом направлении на 40 мм. Полученную заготовку устанавливают на специальную оправку из стали 40Х наружным-диаметром 48 мм, приваривают
S сваркой. Во внутренних цилиндрически полостях зубьев зенкеруют отверстия Ф и нарезают резьбу Мб, винтами закрепляют круглые твердосплавные пластины.
Положительный эффект изобретения по сравнению с прототипом характеризуется распшрением технологических возможностей, повышением производительности труда в 1,5 раза за счет исключения операций обработки режущих зубьев и стружечных канавок, использования пластических свойств материала заготовки не только для формирования зубьев, но и для образования элементов крепления режущих пластин например отверстий. При изготовлении инструмента снижается расход инструментальных сталей в, 1,5 раза.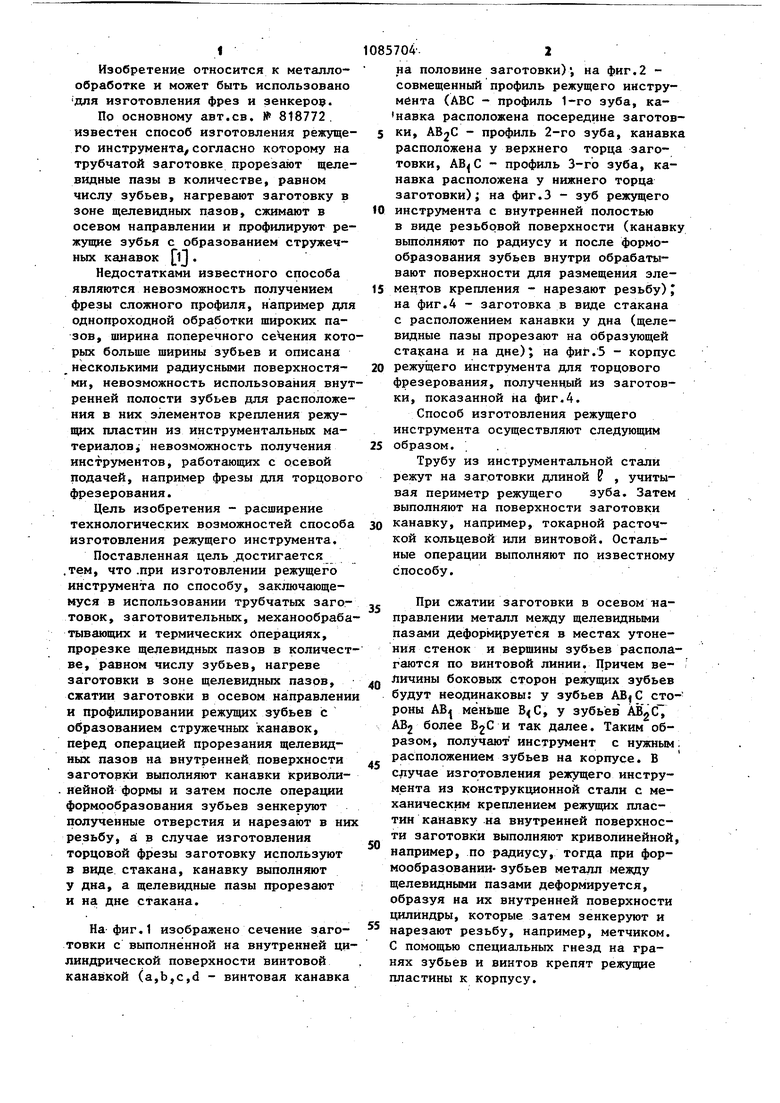
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления режущегоиНСТРуМЕНТА | 1978 |
|
SU818772A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕВОГО ИНСТРУМЕНТА | 1996 |
|
RU2098254C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Инструмент для накатывания зубчатых профилей | 1983 |
|
SU1228952A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| Способ изготовления режущего инструмента | 1980 |
|
SU921716A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА по авт.св. Г i .. . ., ,.. / Х:./ № 818772, отличающийся тем, что, с целью расширения технологических возможностей, на внутренней поверхности заготовки выполняют канавки криволинейной формы и затем после формообразования зубьев з€(икеруют полученные отверстия и нарезают в них резьбу. 2. Способ по п. 1, о т ли ч а ющ и и с я тем, что, заготойку используют в виде стакана, канавку выполняют у дна, а щелевидные пазы прорезают на образующей и на дне стакана. (Л с: 00 СП sl
В,
Фи1.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления режущегоиНСТРуМЕНТА | 1978 |
|
SU818772A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
