Изобретение относится к машиностроению, а именно к смазочно-охлаждающим технологическим средствам (СОТС), применяемым при обработке металлов резанием.
Среди применяемых СОТС известны пластичные (консистентные) смазочные материалы (ПСМ) густые мазеобразные продукты, занимающие по консистенции промежуточное положение между твердыми и жидкими смазочными материалами. Пластичные смазочные материалы получают загущением минеральных или синтетических масел с помощью загустителей различного вида: мыльных, углеводородных, неорганических и органических.
Широко используются мыльные пластичные смазки с различным мыльным загустителем (натриевые, литиевые, кальциевые и другие мыла) для механической обработки металлов. Пластичные смазки применяют в основном при операциях с малыми скоростями резания, при которых достаточно периодическое смазывание инструмента. Их используют в мелкосерийном производстве при нарезании резьбы метчиками и плашками, особенно когда ведут обработку вручную, на отдельных операциях протягивания, развертывания, дорнирования и т.д. В то же время известно, что пластичные смазки на основе мыльных загустителей не соответствуют современным требованиям, предъявляемым к стойкости режущего инструмента.
Целью изобретения является повышение стойкости инструмента за счет реализации избирательного переноса при резании.
Поставленная цель достигается тем, что смазка для обработки металлов резанием, содержащая мыльную пластичную смазку, дополнительно содержит триэтаноламмониевые соли 0,0-диалкилдитиофосфорных кислот на основе первичных жирных спиртов фракции С7-С22 общей формулы
-+
(RO)2PSSHN(CH2CH2OH)3, где R алкил-С7-С22 при следующем соотношении компонентов, мас. Триэтаноламмо- ниевые соли 0,0-диалкилди- тиофосфорных кислот на основе первичных жирных спиртов фракции С7-С22 2-11 Мыльная пластичная смазка 89-98
Состав поверхностно-активного вещества (ПАВ)-триэтаноламмониевых солей 0,0-диалкилдитиофосфорных кислот гарантируется способом их получения, заключающимся во взаимодействии 0,0-диалкил С7-С22-дитиофосфорной кислоты на основе первичных жирных спиртов (С7-С22) с триэтаноламином.
Предлагаемый состав смазки для обработки металлов резанием отличается от известных введением дополнительно нового компонента триэтаноламмониевых солей указанной формулы.
Результаты испытаний предлагаемой смазки для обработки металлов резанием показали значительное (в 19 раз) увеличение стойкости режущего инструмента, что является скачком в развитии техники. Увеличение стойкости инструмента почти в 20 раз, которое обеспечивает применение предлагаемой смазки для обработки металлов резанием, можно объяснить тем, что в зоне резания молекулы химического соединения, содержащие углерод, кислород, серу, фосфор и азот, могут вступать во взаимодействие между собой, с кислородом воздуха и эмитированными электронами ювениальной поверхности. В результате происходит распад молекул с образованием атомов и радикалов, которые вступают в химическую реакцию с металлом, образуя смазочный слой.
В условиях высоких давлений, напряжений и температур они не только реагируют с поверхностью металла с образованием граничной смазочной пленки, организуя и поддерживая режим трения при граничной смазке, но и диффундируют в тончайшие поверхностные слои трущихся поверхностей, образуя эвтектические сплавы (вторичные структуры) с более низким коэффициентом трения, сопротивлением на сдвиг и температурой плавления, тем самым обеспечивая переход от трения при граничной смазке к трению в режиме избирательного переноса, в результате чего облегчаются процессы трения и пластической деформации.
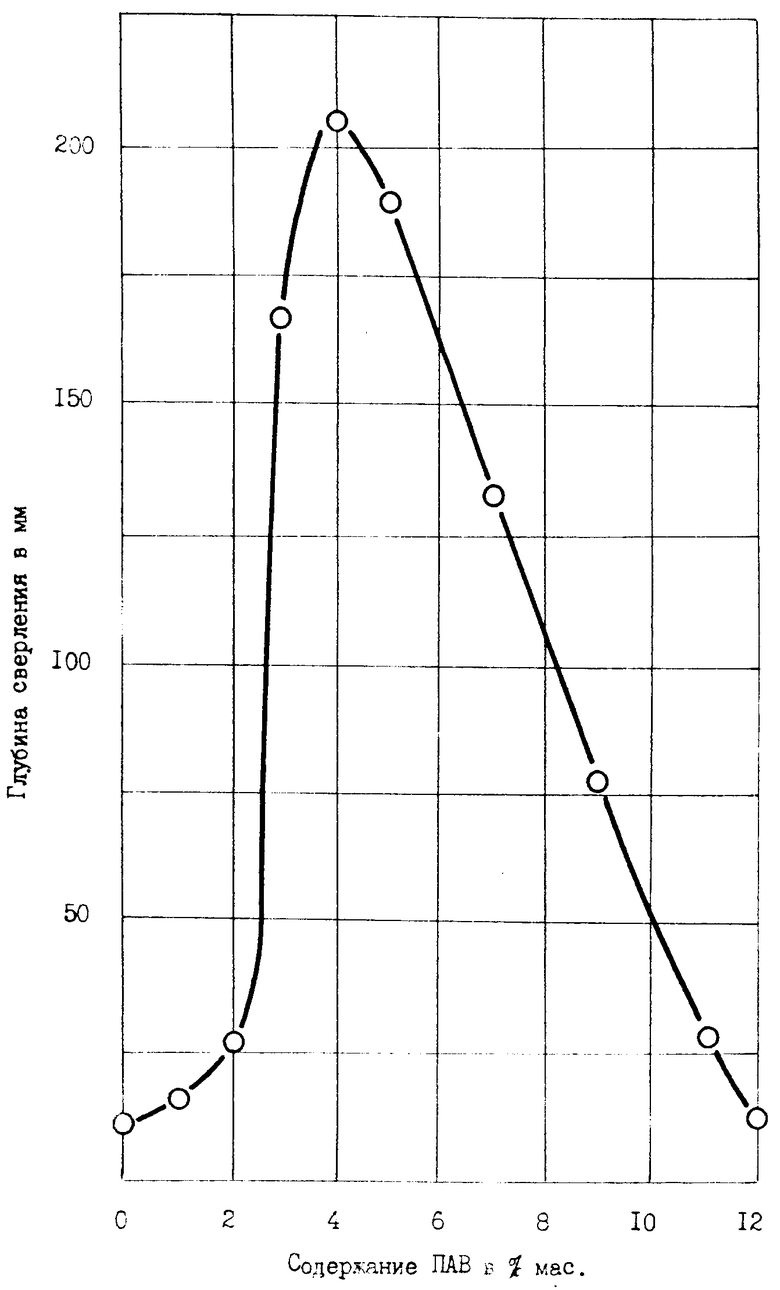
На чертеже изображен график зависимости глубины сверления от содержания ПАВ, в мас. в предлагаемой смазке.
Предлагаемую смазку для обработки металлов резанием готовят перемешиванием мыльной пластичной смазки с необходимым количеством ПАВ триэтаноламмониевыми солями 0,0-диалкилдитиофосфорных кислот при комнатной температуре в краскотерке.
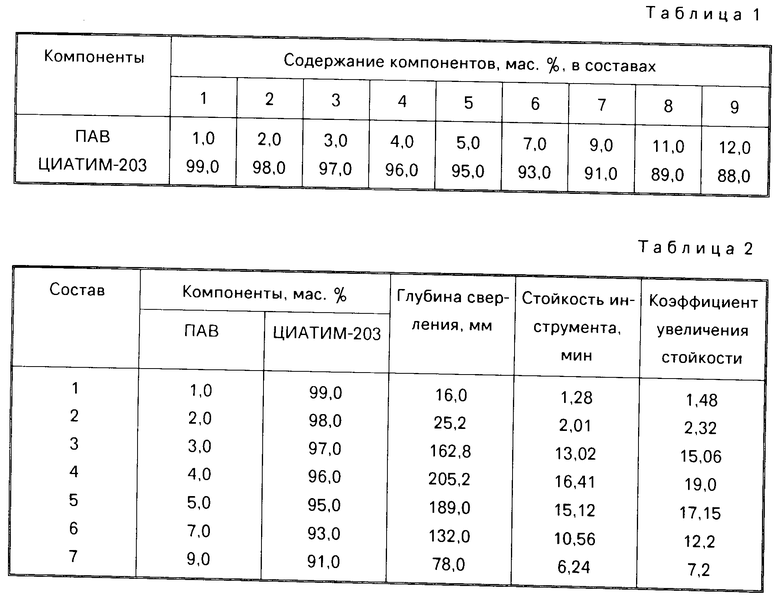
Испытания по изучению влияния процентного содержания ПАВ на стойкость режущего инструмента проводились на 9 составах предлагаемой смазки, приготовленной путем введения ПАВ в пластичную смазку ЦИАТИМ-203 (ГОСТ 8773-73) при следующем соотношении компонентов, приведенном в табл.1.
Указанные составы предлагаемой смазки для обработки металлов резанием (составы 1.9) были испытаны в сравнении с известным ПСМ пластичной смазкой ЦИАТИМ-203 (состав 10), применяемой при обработке металлов резанием.
Испытания проводились на операции сверления на вертикально-сверлильном станке модели 2Н135 высокопрочной стали 30ХГСН2А-вд с σв=170 кгс/мм2. Режущий инструмент спиральное сверло диаметром 4,5 мм из быстрорежущей стали Р6М5. Режим резания: скорость резания V=1,8 м/мин (n=125 об/мин), подача S= 0,1 мм/об, глубина сверления около 3 диаметра сверла. За критерий износа было принято появление характерного скрипа и практическое прекращение резания.
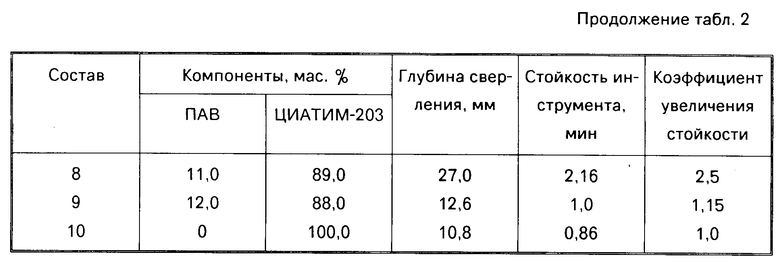
Результаты испытаний сведены в табл.2.
Как видно из графика и табл.2 смазка для обработки металлов резанием, содержащая поверхностно-активное вещество триэтаноламмониевые соли 0,0-диалкилдитиофосфорных кислот на основе первичных жирных спиртов фракции С7-С22, значительно уменьшает износ и повышает стойкость режущего инструмента.
Повышение стойкости режущего инструмента проявляется при содержании в предлагаемой смазке 2-11 мас. ПАВ; оптимальное содержание ПАВ в смазке равно 4 мас. при этом стойкость инструмента возрастает в 19 раз.
Результаты испытаний предлагаемой смазки для обработки металлов резанием показывают значительное повышение стойкости режущего инструмента, достигаемое за счет реализации избирательного переноса, обусловленного содержанием в смазке поверхностно-активного вещества триэтаноламмониевых солей 0,0-диалкилдитиофосфорных кислот на основе первичных жирных спиртов фракции С7-С22.
Использование изобретения позволит значительно повысить стойкость режущего инструмента и увеличить производительность труда за счет уменьшения количества переточек и смены инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОПЛАКИРУЮЩАЯ СМАЗКА | 1991 |
|
RU2021331C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1989 |
|
RU2028371C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2021334C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2017 |
|
RU2650525C1 |
| КОНЦЕНТРАТ ВОДОЭМУЛЬСИОННОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2005 |
|
RU2293759C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2144944C1 |
| КОНЦЕНТРАТ СИНТЕТИЧЕСКОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 1992 |
|
RU2086613C1 |
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1998 |
|
RU2148622C1 |
| КОНЦЕНТРАТ ВОДОЭМУЛЬСИОННОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2107715C1 |
| ПЛАСТИЧНАЯ СМАЗКА | 1999 |
|
RU2169171C2 |
Сущность изобретения: смазка содержит триэтаноламмониевые соли 0,0-диалкилдитиофосфорных кислот на основе первичных жирных спиртов фракции C7-C22 2 - 11% и мыльную пластичную смазку 89 - 98%. 1 ил., 2 табл.
СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ, содержащая мыльную пластичную смазку, отличающаяся тем, что, с целью повышения стойкости инструмента за счет реализации избирательного переноса при резании, смазка дополнительно содержит триэтаноламмониевые соли О,О-диалкилдитиофосфорных кислот на основе первичных жирных спиртов фракции C7-C22 общей формулы
где R C7-C22 алкил,
при следующем соотношении компонентов, мас.
Триэтаноламмониевые соли О,О-диалкилдитиофосфорных кислот на основе первичных жирных спиртов фракции C7-C22 2 11
Мыльная пластичная смазка 89 98
| Курчик Н.Н | |||
| и др | |||
| Смазочные материалы для обработки металлов резанием | |||
| М.: Химия, 1972, с.169-177. |
