Изобретение относится к машиностроению, а именно к пластичным смазочным материалам, обеспечивающим работу машин и механизмов.
При эксплуатации авиатехники применяют антифрикционные, предохранительные и уплотнительные консистентные смазки.
К антифрикционным смазкам относится смазка ЦИАТИМ-201, которая приготовляется путем загущения вазелинового масла МВП литиевым мылом и содержит стабилизирующую присадку.
Разновидностью смазки ЦИАТИМ-201 являются следующие смазки: ЦИАТИМ-202, приготовленная на более вязком минеральном масле, в связи с чем имеет большую температуру каплепадения, и ЦИАТИМ-203, которая содержит противоизносную и противозадирную присадки, что позволяет применять ее для узлов трения с повышенным удельным давлением [1] (Аксенов А.Ф. Авиационные топлива, смазочные материалы и специальные жидкости, М.: Транспорт, 1970, с. 200).
В связи с тем, что созданные более 35 лет назад смазки ЦИАТИМ-201 и ЦИАТИМ-203 уже во многом не соответствуют современным требованиям по своим эксплуатационным свойствам, они в настоящее время заменяются пластичными смазками на основе синтетических углеводородов, загущенных литиевыми мылами, такими как ВНИИИ НП-286 и Эра, являющимися соответственно приборной и авиационной смазками.
Эти смазки имеют высокую стоимость и выпускаются в ограниченном количестве [2] (Синицын В.В. Пластичные смазки в СССР. Справочник. М.: Химия, 1984, с.56-63, 79-87, 102-108).
Как пластичные смазки на основе нефтяных масел, так и смазки на основе синтетических углеводородов, загущенные мылами жирных кислот, не удовлетворяют предъявляемым требованиям к пластичным смазкам, выполняющим важную роль в обеспечении увеличения ресурса и надежности машин и механизмом.
Одним из путей увеличения ресурса и надежности машин и механизмов является достижение эффекта безызносности в узлах трения за счет реализации избирательного переноса при трении.
Под избирательным переносом при трении понимается самопроизвольное образование в зоне фрикционного контакта неокисляющейся тонкой металлической пленки с низким сопротивлением сдвигу, неспособной накапливать дислокации (дефекты) при деформации.
Поскольку при эффекте безызносности трение сопровождается эволюционными процессами образования тонкой металлической пленки на поверхности трения, то главным становится созидательный характер трения, который обусловлен обменом узла трения внешней средой энергией и веществом, а также коллективным поведением ионов металлов, из которых формируется металлическая пленка.
Тонкая пленка, образующаяся в процессе трения, названа сервовитной (от латинского "серво" - спасать и "витте" - жизнь). Она представляет собой вещество, образованное потоком энергии и существующее в процессе трения. Трение не может уничтожить пленку, оно не создает. Образование защитной пленки относится к новому классу явлений неживой природы. Их изучение только начинается (Быстров В.В. Эффект безызносности и его применение в технике/Долговечность трущихся деталей машин [3] Сб.статей, вып.5/Под ред.Гаркунова Д.Н. М.: Машиностроение, 1990, с,7, 21).
Создание смазочной композиции, реализующей избирательный перенос в парах трения сталь - сталь при отсутствии пленкообразующего материала, является одним из первых шагов по практическому осуществлению теоретических изысканий последних лет и дальнейшему развитию исследований по избирательному переносу.
Целью изобретения является создание смазочной композиции, которая реализует избирательный перенос при трении, обеспечивающий эффект безызносности.
Поставленная цель достигается тем, что смазочная композиция, содержащая пластичную смазку на основе дисперсионной среды, загущенной мылами жирных кислот, дополнительно содержит триэтаноламмониевые соли 0,0-диалкилдитиофосфорных кислот общей формулы:
(RO)2PS H
H (CH2CH2OH)3, где R - алкил С7-С22, при следующем соотношении компонентов, мас.%:
(CH2CH2OH)3, где R - алкил С7-С22, при следующем соотношении компонентов, мас.%:
Триэтаноламмониевые соли
0,0-диалкилдитиофосфорных кислот указанной формулы 2...8
Пластичная смазка на основе
дисперсионной среды, загу- щенной мылами жирных кислот 92...98
Предлагаемая смазочная композиция, реализуя избирательный перенос в парах трения бронза - сталь и сталь - сталь, обеспечивает практическое отсутствие износа трущихся поверхностей, что свидетельствует о достижении, по терминологии ученых США в области трения и износа Д.Давсона и О.Бурда, эффекта нулевого износа за счет образования сервовитной пленки.
Механизм образования сервовитной пленки в предложенном техническом решении отличается от механизма, изложенного в монографии Гаркунова Д.Н. Триботехника. Во всех шести описанных случаях сервовитная пленка образуется:
в паре трения бронза - сталь при смазывании глицерином;
в паре трения сталь - сталь при работе с металлооплакирующими смазками, содержащими мелкие частицы бронзы, меди, свинца и др.;
в твердоспеченных материалах, в которых в качестве связующего материала используются сплавы, содержащие медь;
при трении ПТФЭ (политетрафторэтилена) наполненного закисью меди, о сталь при смазывании глицерином;
в паре трения сталь - бронзофторо-пласт;
при трении сталь - волокна ПТФЭ, наполненного тонкой медной проволокой; то есть при обязательном присутствии меди или в паре трения, или в смазочном материале [4].
Предлагаемая смазочная композиция реализует избирательный перенос в парах трения бронза - сталь при отсутствии глицерина, а в парах трения сталь - сталь при отсутствии меди как в паре трения, так и в пластичной смазке, что является неочевидным, поскольку не совпадает со сложившимися мнениями авторитетных специалистов по триботехнике и избирательному переносу.
На фиг.1 и 2 представлены зависимости нагрева гайки винтовой пары подъемника предкрылка от количества циклов работы при нагрузке на винт 370 кгс и 120 кгс и при различном содержании ПАВ в испытываемых составах; на фиг.3 - кинематическая схема винтового подъемника и результаты замеров разности угловых люфтов серийных подъемников, проходивших периодические испытания на ресурс в 1982-1986 г., собранных и испытанных на смазке ЦИАТИМ-201, и серийного подъемника, собранного и испытанного на предлагаемой смазочной композиции; на фиг.4 - схема поворотного редуктора, зависимость изменения разности угловых люфтов зацепления зубчатых колес при проведении сравнительных испытаний на смазке ЦИАТИМ-201 и на предлагаемой смазочной композиции и графики изменения температуры корпуса редуктора в зависимости от времени работы при нагрузочных моментах 6,3 и 1,5 кгс.м; на фиг.5 - схема редуктора и графики изменения разности угловых люфтов зацепления конических зубчатых колес из стали 38Х2МЮА и цилиндрических зубчатых колес из стали 30ХГСА при проведении сравнительных испытаний на смазке Эра и на предлагаемой смазочной композиции.
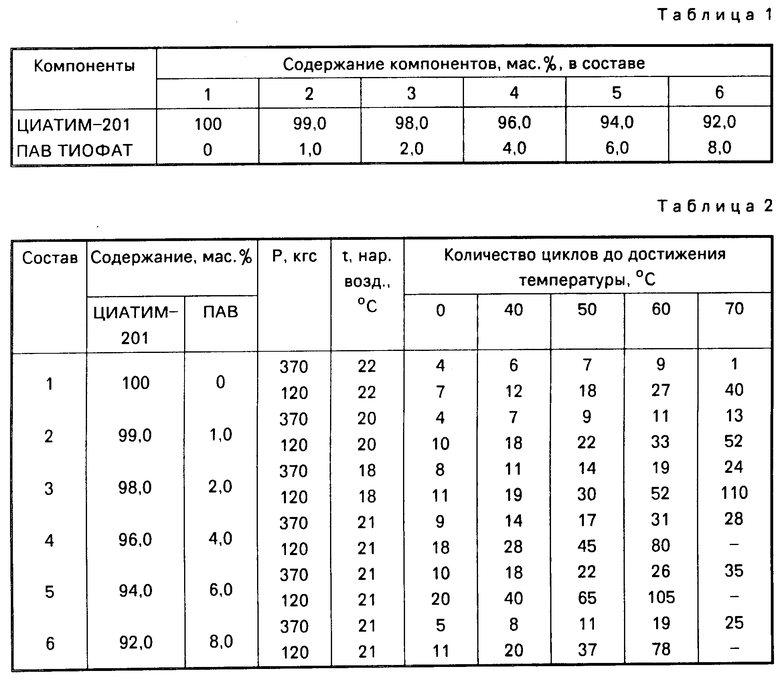
Для проведения испытаний по определению оптимального процентного содержания ПАВ ТИОФАТ в пластичной смазке было приготовлено 6 составов смазочной композиции (состав 1 - смазка ЦИАТИМ-201). Составы смазочных композиций готовились путем введения необходимого количества ПАВ в пластичную смазку ЦИАТИМ-201 (ГОСТ 6267-74) и механического перемешивания в краскотерке при комнатной температуре. Составы приготовленных смазочных композиций приведены в табл.1.
Испытания приготовленных составов смазочной композиции проводились на подъемнике предкрылка с винтовой парой; гайка - бронза БрАЖН-10-4-4, винт - азотированная сталь 38Х2МЮА. Работы выполнялись на испытательном стенде, обеспечивающем смазку винтовой пары, создание нагрузки на винт подъемника и замер температуры гайки винтовой пары.
Для каждого состава на испытательном стенде определялось количество циклов, необходимое для нагрева винтовой пары до температуры 30, 40, 50, 60, 70оС при работе подъемника с нагрузкой на винт 370 и 120 кгс.
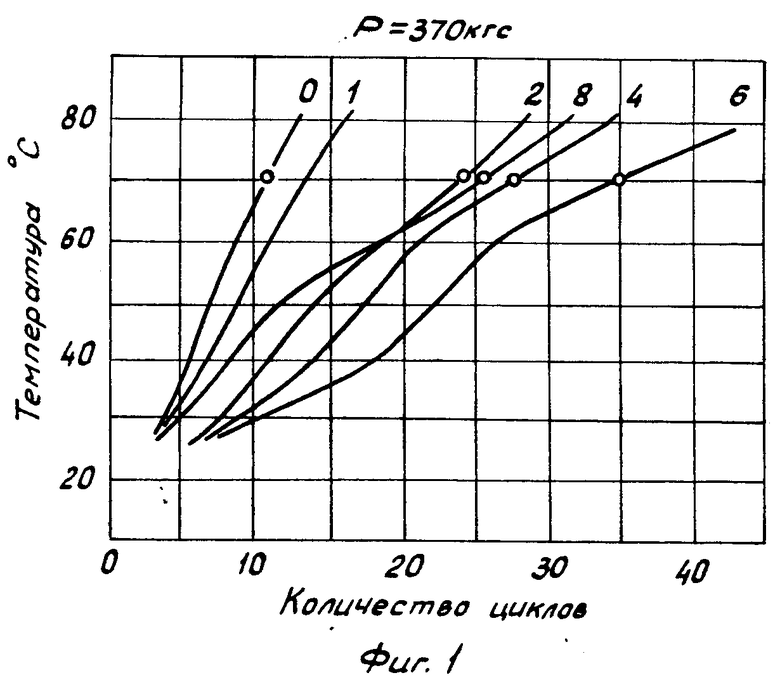
Результаты проведенных испытаний сведены в табл.2 и показаны на графиках изменения температуры винтовой пары при нагрузке 370 кгс (фиг.1) и при нагрузке 120 кгс (фиг.2) в зависимости от процентного содержания ПАВ.
Из табл. 2 и графиков (фиг.1 и 2) наглядно видно, что смазочная композиция, содержащая 2 и более процентов ПАВ снижает температурный режим работы винтовой пары бронза - сталь, что косвенным образом свидетельствует о снижении коэффициента трения и об изменении режима работы: переходе от трения при граничной смазке к режиму избирательного переноса при трении.
При нагрузке на винт 370 кгс (фиг.1) винтовая пара со смазкой ЦИАТИМ-201 нагревается до 70оС на II цикле работы, а с предлагаемой смазочной композицией на 24...35 цикле, т.е. темп роста температуры уменьшается в 2,2... 3,2 раза, со смазкой ЦИАТИМ-201 он составляет 6,4оС за цикл, с предлагаемой смазочной композицией - 2,0...2,9оС за цикл.
При нагрузке на винт 120 кгс (фиг.2) винтовая пара со смазкой ЦИАТИМ-201 нагревается до 70оС на 40 цикле работы, а с предлагаемой смазочной композицией температура винтовой пары в начальный период работы повышается и достигает 60...70оС только на 125 цикле работы. В процессе дальнейшей работы температура винтовой пары остается неизменной, что свидетельствует об установившейся работе пары трения в режиме избирательного переноса.
При той же нагрузке температура винтовой пары со смазкой ЦИАТИМ-201 на 50-м цикле работы достигла 77оС а со смазочной композицией, содержащей 2-8% ПАВ ТИОФАТ, температура на 50-м цикле составила 45...58оС в зависимости от процентного содержания ПАВ, что соответственно на 19...32оС ниже по сравнению смазкой ЦИАТИМ-201.
Результаты проведенных испытаний приготовленных составов показали, что оптимальное содержание ПАВ ТИОФАТ в предлагаемой смазочной композиции равно 2...8 мас.%.
Оценка эффективности предлагаемой смазочной композиции, содержащей 5% (средняя величина) ПАВ ТИОФАТ в смазке ЦИАТИМ-201, по сравнению с серийной смазкой ЦИАТИМ-201 проводились по результатам ресурсных испытаний серийного подъемника предкрылка, редукторная головка и винтовая пара которого были собраны на предлагаемой смазочной композиции.
Ресурсные испытания подъемника предкрылка проводились в 3 этапа при следующих режимах работы:
скорость вращения приводного вала 270 об/мин;
нагрузка на винт +120 кгс 600 циклов;
нагрузка на винт +370 кгс 600 циклов;
Один цикл соответствует двойному ходу подъемника (выпуск - уборка). Общее количество циклов - 3600.
В процессе испытаний проводились замеры угловых люфтов зубчатого зацепления редукторной головки. Замеры выполнялись до начала испытаний и после отработки каждого этапа ресурсных испытаний. Для более точного определения величины углового люфта зацепления замеры проводились в 10 положениях приводного вала подъемника с определением среднеарифметической величины.
Величины угловых люфтов подъемника, собранного на предлагаемой смазочной композиции, при проведении ресурсных испытаний составили: до начала испытаний 23,7' после I этапа 22,0' после II этапа 21,0' после III этапа 22,0'
На графике (фиг.3) показана зависимость изменения разности угловых люфтов (износа) зубчатого зацепления редукторной головки подъемника, собранного и испытанного на смазочной композиции, и серийных подъемников, собранных на смазке ЦИАТИМ-201 и прошедших ресурсные испытания в 1982-1986 г. Из приведенных зависимостей наглядно видно, что в процессе ресурсных испытаний угловой люфт подъемника, собранного на предлагаемой смазочной композиции, (кривая 1) не увеличился, а уменьшился, что свидетельствует об образовании на поверхностях трения сервовитной пленки, реализующей явление избирательного переноса. При наличии сервовитной пленки не происходит изнашивание трущихся поверхностей и обеспечивается эффект безызносности. Из приведенного расчета следует, что толщина сервовитной пленки для колес с Z = 24 и m = 2 при разности углового люфта 1,7 мин составляет 3 мкм.
Сравнительные испытания предлагаемой смазочной композиции, содержащей 95% смазки ЦИАТИМ-201 и 5% ПАВ ТИОФАТ, и известной смазки ЦИАТИМ-201 проводились на двух серийных поворотных редукторах с двумя парами конических зубчатых колес (фиг.4).
Конические зубчатые колеса редуктора изготовлены из стали 38Х2МЮА, термообработанной до HRCэ = 29...33,5, с зубьями, азотированными на глубину h = =0,15...0,35 мм с Hv ≥ 800.
Редукторы были собраны на указанных смазках и подвергнуты ресурсным испытаниям в 2 этапа при следующих режимах работы:
Скорость вращения входного вала 625...650 об/мин;
Продолжительность
работы: при нагрузке 1,5 кгс˙м 30 ч при нагрузке 3 кгс˙м 6 ч
Общая продолжи- тельность работы 72 ч
Величина углового люфта зубчатой передачи в угловых минутах определялась на входном валу I при заторможенном вале II. Замеры угловых люфтов выполнялись до начала, после I этапа и после окончания испытаний в нескольких положениях входного вала с определением среднеарифметической величины.
Изменение разности угловых люфтов (износ) в процессе испытаний редукторов показано на фиг.4а, где кривая I - для редуктора на смазке ЦИАТИМ-201, а кривая 2 - для редуктора на предлагаемой смазочной композиции.
После проведения ресурсных испытаний были выполнены замеры температуры корпуса поворотного редуктора при работе под нагрузкой 6,3 и 1,5 кгс˙м. Изменение температуры корпуса редуктора, собранного на смазке ЦИАТИМ-201 и предлагаемой смазочной композиции, показано на фиг.4б.
На графиках изменения температуры корпусов редукторов наглядно видно, что введение триэтаноламмониевых солей в пластичную смазку уменьшает нагрев корпуса поворотного редуктора на 10...15оС и обеспечивает стабилизацию температуры корпуса редуктора при продолжительной работе с эксплуатационной нагрузкой: при нагрузке 1,5 кгс.м температура не превышала 42оС.
Сравнительные испытания смазочной композиции, состоящей из 97% смазки Эра и 3% ПАВ ТИОФАТ, и известной авиационной смазки Эра проводились на двух серийных редукторах (фиг.5) с коническими и цилиндрическими зубчатыми колесами.
Конические зубчатые колеса изготовлены из стали 38Х2МЮА, термообработнной до HRCэ = 29...35,5, с зубьями, азотированными на глубину h = 0,15... 0,25 мм с Hv ≥ 800. Цилиндрические зубчатые колеса редуктора изготовлены из стали 30ХГСА, термообработанной до HRCэ = 35,5...40,5.
Редуктора были собраны на указанных смазках и подвергнуты ресурсным испытаниям в 4 этапа при следующих режимах работы:
Скорость вращения входного вала 400...440 об/мин
Продолжительность
работы: при нагрузке 7 кгс˙м 10 ч при нагрузке 10,5 кгс˙м 0,5 ч
Общая продол- жительность 42 ч
Величины угловых люфтов зацепления конических зубчатых колес редуктора (фиг. 5) определялись на входном валу I при заторможенном вале II. Величины угловых люфтов цилиндрических зубчатых колес определялись на валах III и IV при заторможенном вале II.
Замеры угловых люфтов проводились до начала, в процессе и после окончания испытаний в нескольких положениях вала с определением среднарифметической величины.
На фиг.5а показано изменение разности угловых люфтов (износ) конических зубчатых колес из стали 38Х2МЮА для редуктора на смазке Эра (кривая 1) и для редуктора на предлагаемой смазочной композиции (кривая 2).
Изменение разности угловых люфтов (износ) цилиндрических зубчатых колес из стали 30ХГСА показано на фиг.5б, где кривая 3 и 4 - зависимость для зубчатой передачи между валами II и III, а кривые 5 и 6 - зависимость для зубчатой передачи между валами II и IV. Кривые 3 и 5 показывают износ зубчатого зацепления редуктора со смазкой Эра, а кривые 4 и 6 - износ зубчатого зацепления редуктора с предлагаемой смазочной композицией.
Из зависимостей изменения разности угловых люфтов редукторов (фиг.4 и 5) видно, что увеличение разности угловых люфтов (износ) зубчатых зацеплений редукторов при проведении ресурсных испытаний с авиационными смазками ЦИАТИМ-201 и Эра составляет от 6 до 35 угловых минут.
Увеличение угловых люфтов при испытании редукторов с предлагаемой смазочной композицией составляет 1...5 угловых минут как для конических, так и для цилиндрических зубчатых колес, как для стали 38Х2МЮА, так и для 30ХГСА. Характерным является незначительный износ в начальный период работы редуктора и отсутствие износа в продолжении всей дальнейшей работы, что свидетельствует о реализации избирательного переноса, обеспечивающего эффект безызносности.
Результаты проведенных сравнительных стендовых испытаний показывают, что предлагаемая смазочная композиция, содержащая 2...8% триэтаноламмониевых солей 0,0-диалкилдитиофосфорных кислот, по сравнению с известными пластичными смазками обеспечивает:
снижение в 2,2...3,2 раза темпа роста температуры винтовой пары подъемника предкрылка при нагрузке на винт 370 кгс;
стабилизацию температуры нагрева винтовой пары подъемника при нагрузке на винт 120 кгс: температуры в начальный период работы повышается на 65оС (средняя величина) и в процессе дальнейшей работы не изменяется;
отсутствие износа зубчатых колес редукторной головки подъемника и уменьшение углового люфта за счет образования сервовитной пленки;
практическое отсутствие износа зубчатых колес поворотного редуктора;
уменьшение на 10...15оС температуры нагрева корпуса поворотного редуктора при работе под нагрузке 6, 3 и 1,5 кгс.м;
стабилизацию температуры корпуса поворотного редуктора при продолжительной работе с эксплуатационной нагрузкой 1,5 кгс и (температура не превышала 42оС);
практическое отсутствие износа зубчатых колес из стали 38Х2МЮА и 30ХГСА при отработке редуктором полного ресурса.
Приведенные результаты испытаний показывают, что предлагаемая смазочная композиция реализует избирательный перенос в парах трения и обеспечивает эффект безызносности, обусловленный введением в пластичную смазку триэтаноламмониевых солей 0,0-диалкилдитиофосфорных кислот, что свидетельствует о достижении поставленной цели.
Таким образом, предлагаемая смазочная композиция реализует избирательный перенос как в парах трения бронза - сталь при отсутствии глицерина, так и в парах трения сталь - сталь при отсутствии пленкообразующего материала, что не совпадает со сложившимися мнениями авторитетных специалистов по триботехнике и избирательному переносу.
Использование изобретения позволит многократно увеличить долговечность узлов трения машин и механизмов, резко снизить износ трущихся поверхностей и получить практически безызносные пары трения, что обеспечит значительную экономию материальных ресурсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОПЛАКИРУЮЩАЯ СМАЗКА | 1991 |
|
RU2021331C1 |
| СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 1990 |
|
RU2032710C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2021334C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ЦИНК-НИКЕЛЕВОГО ПОКРЫТИЯ | 1992 |
|
RU2036255C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ ЦИНК-НИКЕЛЕВОГО ПОКРЫТИЯ | 1992 |
|
RU2036254C1 |
| СПОСОБ ОБЕЗВОЖИВАНИЯ ТЯЖЕЛОЙ НЕФТИ И БИТУМА | 1995 |
|
RU2101321C1 |
| СПОСОБ ЭКСПРЕССНОГО ОПРЕДЕЛЕНИЯ КОНЦЕНТРАЦИИ ПЕТРОПОРФИРИНОВ В НЕФТЯНОМ СЫРЬЕ | 1993 |
|
RU2054670C1 |
| ФУНГИЦИДНЫЙ СОСТАВ | 1992 |
|
RU2076803C1 |
| КОМПЛЕКСЫ СТЕАРИНОВОЙ КИСЛОТЫ С КИСЛОРОДСОДЕРЖАЩИМИ АМИНАМИ В КАЧЕСТВЕ СМАЗЫВАЮЩЕЙ ПРИСАДКИ ПРИ МЕТАЛЛООБРАБОТКЕ | 1990 |
|
RU2030384C1 |
| АНТИФРИКЦИОННАЯ ПРИСАДКА К СМАЗОЧНЫМ МАТЕРИАЛАМ | 2015 |
|
RU2602602C1 |




Сущность изобретения: смазочная композиция содержит 2 - 8% триэатоламмониевых солей 0,0-диалкил (C7-C22) дитиофосфорных кислот и 92 - 98% пластичной смазки на основе дисперсионной среды, заглушенной мылами жирных кислот. 5 ил., 2 табл.
СМАЗОЧНАЯ КОМПОЗИЦИЯ, содержащая пластичную смазку на основе дисперсионной среды, загущенной мылами жирных кислот, отличающаяся тем, что, с целью осуществления избирательного переноса при трении, обеспечивающего эффект безопасности, композиция дополнительно содержит триэтаноламмониевые соли О, О-диалкилдитиофосфорных кислот общей формулы
(RO)2PSS-HN+(CH2CH2OH)3,
где R - C7 - C22-алкил,
при следующем соотношении компонентов, мас.%:
Триэтаноламмониевые соли О,О-диалкилдитиофосфорных кислот указанной формулы - 2 - 8
Пластичная смазка на основе дисперсионной среды, загущенной мылами жирных кислот - 92 - 98
| Гаркунов Д.Н | |||
| Триботехника | |||
| М.: Машиностроение, 1985, с.273-279. |
