Изобретение относится к текстильной промышленности, а именно к оборудованию для многоцветной рисунчатой окраски нитей пряжи, выполненных из хлопчатобумажных, шерстяных, искусственных или синтетических нитей.
Известно устройство для окраски нитей, которое имеет на входе отматывающую катушку, камеру окраски, состоящую из двух войлочных пластинок, емкости с красящим веществом, с микроволновым индикатором влажности, сушильную камеру и наматывающую катушку с приводом. На этом устройстве двигающаяся нить может окрашиваться по всей длине только в один цвет и рисунчатая окраска невозможна [1].
Известно устройство, которое обеспечивает прерывистую окраску нитей. В этом устройстве окраска нитей осуществляется с помощью поворотных сопл, где ведет к перенасыщению нитей влагой и способствует тем самым к "смазыванию" окрашенных мест нитей при их движении по установке в местах опирания [2].
Известно устройство для крашения изделий из нитей, выбранное в качестве прототипа, содержащего установленные с возможностью взаимодействия от системы автоматического управления, узлы подачи, окраски, закрепления, сушки и намотки. В этом устройстве сначала изготавливают шаблон в соответствии с рисунком. Затем рисунок вводят в ЭВМ, с помощью которой приводятся в действия рычаги или сопла, причем рисунок наносится на движущуюся нить с помощью подушек или сопла, закрепленных на рычагах. Затем нить пропускают через ванну для закрепления краски и подают в сушильную камеру [3].
Недостатком известной конструкции является принятая технология закрепления окрашенных частей нити, при которой вся нить вместе с окрашенными местами опускается полностью в ванну, где она намокает и за счет этого увеличивается по массе в 2-3 раза, а затем подается в сушильную камеру, где огромные излишки влаги испаряются с большими затратами энергии. Другим недостатком известной конструкции является необходимость изготовления каждый раз нового шаблона при введении нового рисунка для раскраски нити, что сужает ассортимент окраски нитей.
Целью изобретения является снижение энергозатрат на сушку, расширение ассортимента окраски нитей и улучшение ремонтопригодности устройства.
Указанная цель достигается тем, что в установке для крашения изделий из нитей, содержащей установленные с возможностью взаимодействия от системы автоматического управления узлы подачи, окраски, фиксации, сушки и намотки, которые согласно изобретению выполнены в виде связанных между собой с помощью нитей и установленных в упомянутой последовательности отдельных модулей, где узел подачи выполнен в виде пространственной фермы с бобинами нитей, которые через систему роликов, установленных сходящимися к оси симметрии установки, собраны в пучок нитей, проходящий через узел окраски, выполненный в виде двух размещенных на поперечной балке и механически связанных между собой соприкасающихся и вращающихся по направлению движения пучка нитей цилиндров, разделенных на ряд отдельных бачков, например, для пигментных красителей, соединенных посредством трубопроводов с размещенными по их периферии регулируемыми окрашивающими упомянутый пучок нитей наконечниками, при этом узел сушки образован двумя сушильными камерами, одна из которых - камера предварительной сушки установлена за узлом окраски, а другая - окончательной сушки и термофиксации образована на узле намотки, снабженным размещенным на отдельной раме приводом для синхронного вращения и одновременного натяжения нитей при их наматывании на каждую катушку, количество которых равно числу бобин узла подачи, и установленной снизу камеры магистралью подачи горячего воздуха от тепловентилятора, кроме того, камера предварительной сушки также снабжена магистралью для подачи горячего воздуха от тепловентилятора и выполнена в виде двух смонтированных на поперечной балке и установленных параллельно узлу окраски, механически связанных между собой и вращающихся по направлению движения разделенного на две части пучка нитей барабанов, на цилиндрической поверхности каждого из которых выполнены равные количеству красящих наконечников окна, причем диаметр барабанов камеры предварительной сушки выполнены равным диаметру описанной окружности красящими наконечниками окружности, а расстояние между осями барабанов камеры предварительной сушки и осями барабанов узла окраски кратно длине дуги между соседними красящими наконечниками.
Кроме того, с целью полного и быстрого слива остатков красителей узел окраски установлен на отдельной поворотной раме.
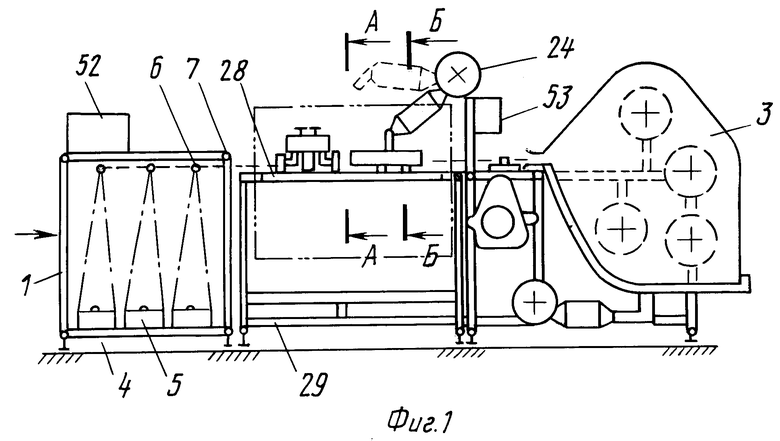
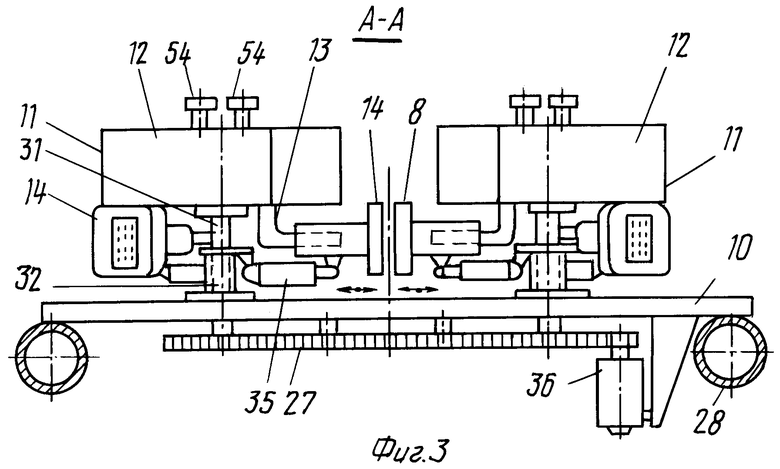
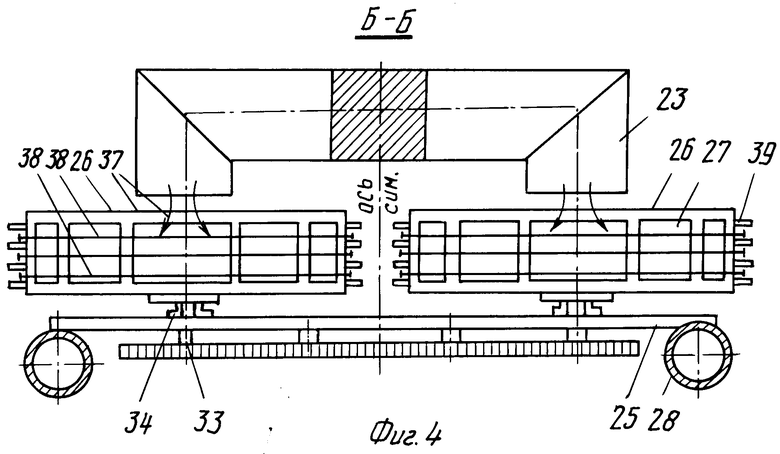
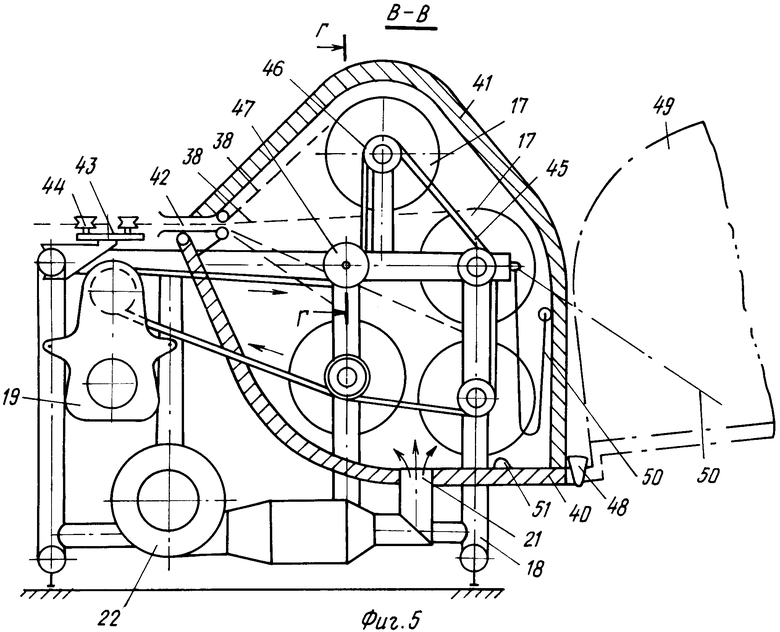
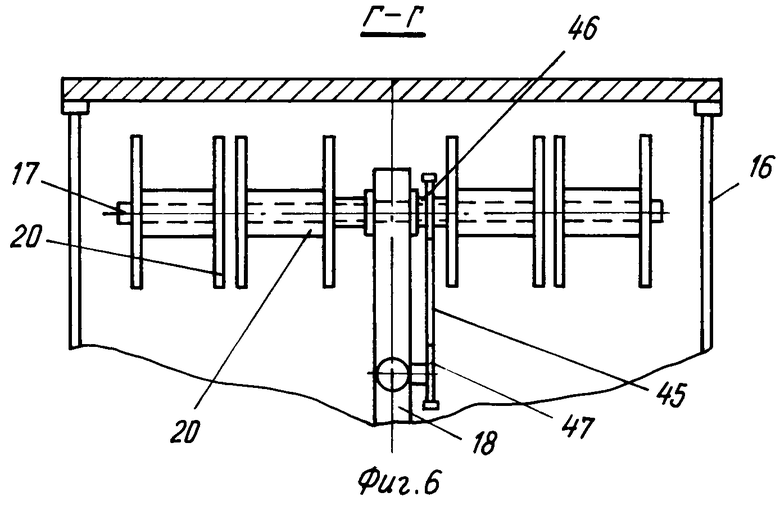
На фиг.1 показана предлагаемая установка, вид сбоку; на фиг.2 - то же, план; на фиг.3 - сечение А-А на фиг.1; на фиг.4 - сечение Б-Б на фиг.1; на фиг.5 - сечение В-В на фиг.2; на фиг.6 - сечение Г-Г на фиг.5.
Установка состоит из трех установленных последовательно друг за другом модулей - модуля 1 подачи, модуля 2 с узлами окраски и предварительной сушки и модуля 3 с узлами намотки нитей и камеры окончательной сушки и термофиксации.
Модуль 1 состоит из опорной фермы 4, на которой установлены бобины 5, натяжители 6 нитей и направляющие ролики 7. Модуль 2 состоит из опорной фермы 29, соединенной шарнирным соединением 30 с поворотной рамой 28, на которой смонтирована поперечная балка 10 узла окраски, состоящего из двух механически связанных друг с другом цилиндров 11, вращающихся приводом 36 на осях 31 во втулках 32, разделенных на ряд бачков 12 с горловинами 54, соединенных трубопроводами 13 с наконечниками 14, которые перемещаются механизмом 35. На раме 28 установлен также и узел предварительной сушки 15 на балке 25, который состоит из двух камер-барабанов 26, вращающихся на осях 33 во втулках 34, на цилиндрической поверхности которых выполнены окна 27. Во внутреннюю часть камер-барабанов 26 через отверстие 37 в верхнем днище подается горячий воздух по магистрали 23 от тепловентилятора 24. Нити 38 удерживаются в зоне окон 27 штырями 39.
Модуль 3 состоит из опорной фермы 18, на которой размещены узлы 17 намотки с приводом 19 для синхронного вращения катушек 20, при этом вокруг узлов 17 намотки образована камера 16 окончательной сушки и термофиксации, которая состоит из нижней части 40 и откидной верхней крышки 41. В нижней части камеры выполнено отверстие 21 для прохода горячего воздуха от тепловентилятора 22, а в верхней части образована горизонтальная щель 42 для входа нитей 38 с укладывателя 43 и роликов 44 при их намотке на катушки 20. Синхронное вращение всех узлов намотки 17 осуществляется цепью 45 через звездочки 46 и 47 приводом 19. Откидная крышка 41 камеры окончательной сушки откидывается на оси 48 в положение 49 и удерживается ограничителем 50. В нижней части камеры 40 установлен датчик 51 температуры. На ферме 4 установлена система автоматического управления с ЭВМ 52, а на ферме 18 - тепловентилятор 24 и приборный щиток 53.
Перед пуском установки в работу необходимо выполнить следующие операции. Производят прокладку всех нитей с каждой бобины 5, модуля 1 с левой (правой) стороны на соответствующую катушку 20, размещенных на узлах 17 намотки с левой (правой) стороны установки. По мере прокладки каждой нити ее положение фиксируется на участке модуля 1 натяжным устройством 6 и направляющим роликом 7, где все нити постепенно сводятся в пучок, который после прохождения узла окраски между наконечниками 14 раздваивается на две ветви, нити которых, сделав петлю (оборот) вокруг левого (правого) камеры-барабана 11, через направляющие ролики 44 укладывателя 43 нитей поступают на свою соответствующую катушку 20. По окончании прокладки всех нитей крышку 41 закрывают. Вводят в ЭВМ управления задание на требуемый рисунок (т.е. задание на требуемую ширину, интервала и цвета окраски ниток), а также задание на требуемую скорость и температуру термофиксации.
После выполнения указанных выше основных подготовительных операций установка может быть запущена в работу.
По команде "Пуск" включается привод 19 узлов 17 намотки катушек и все катушки 20 начинают одновременно наматывать на себя нити 38, при этом все нити натягиваются в натяжителях 6 и начинается равномерное сматывание с бобин 5. Движущиеся нити, намотанные на сушильные камеры-барабаны 11, за счет трения приводят их во вращение. По команде "Пуск" включаются в работу система управления с ЭВМ 52, тепловентиляторы 22 и 24, привод 36 узла окраски. По командам ЭВМ включаются механизмы 35 красящих наконечников 14, которые сдвигают их к друг другу (или отводят) до соприкосновения с пучком нитей 8 и производят их окраску, при этом время задержки наконечников 14 в сдвинутом положении определяют длину окрашиваемой метки и выдерживается ЭВМ. После окраски нити при дальнейшем движении она наматывается на сушильные камеры-барабаны, так что каждая окрашенная метка нити зависает точно в середине окна 27, из которого горячий воздух высушивает окрашенную метку нити за время совместного движения нити с сушильной камерой-барабаном 11. Подсушенные нити 38 далее проходят через направляющие ролики 44 укладывателя 43, который равномерно распределяет нити на каждой катушке 20 в пределах ее ширины.
Термофиксация окрашенных и уже подсушенных мест нитей производится в камере окончательной сушки, в которой горячий воздух подается от термовентилятора 22, причем температура внутри камеры контролируется, поддерживается и изменяется по командам термодатчика 51 системой ЭВМ 52 согласно программе.
Конструктивное исполнение установки с учетом "сухой" технологии термофиксации окрашенных пигментными красителями мест нитей позволяет снизить энергозатраты на сушку в 3-10 раз, так как окрашенные места составляют в общей длине только 10-30%.
Выполнение узла окраски в виде двух барабанов дает возможность производить одновременное окрашивание множества нитей в одном пучке с минимальным расходом красителя; повысить качество окраски толстых нитей за счет подвода красителей с двух сторон двумя красящими наконечниками с одновременным "отжимом" излишков красителя, что в итоге уменьшает влажность в месте окраски и ведет к снижению энергозатрат при сушке.
Выполнение узла сушки в виде двух отдельных узлов позволяет производить предварительную сушку нитей без их "смазывания" за счет движения окрашенной нити совместно с вращающейся сушильной камерой-барабаном, производить окончательную сушку и термофиксацию окрашенных мест нитей при постепенной намотке их на катушки с выдерживанием оптимальной температуры, что повышает качество термофиксации нитей.
Модульная конструкция установки позволяет производить быструю замену модулей, которые требуют ремонта и переналадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоцветного термозольного крашения текстильных длинномерных материалов | 1990 |
|
SU1721140A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЖИТЕЛЬНОГО ЭЛЕКТРОДА ДЛЯ ЛИТИЙ-ТИОНИЛХЛОРИДНЫХ ИСТОЧНИКОВ ТОКА | 2021 |
|
RU2754811C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2620804C1 |
| Устройство для многоцветного крашения движущейся пряжи | 1990 |
|
SU1756424A1 |
| УСТРОЙСТВО ДЛЯ КРАШЕНИЯ ХЛОПЧАТОБУМАЖНОЙ ПРЯЖИ И НИТИ ПОРОШКОВЫМИ КРАСИТЕЛЯМИ В СМЕСИ С ГИДРОТРОПНЫМИ ВЕЩЕСТВАМИ В ПСЕВДООЖИЖЕННОМ СЛОЕ | 2005 |
|
RU2282691C1 |
| СПОСОБ РАСПРАВЛЕНИЯ УГЛЕРОДНОГО ЖГУТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2462542C2 |
| Способ разделения углеродного волокна и установка для его осуществления | 2018 |
|
RU2687648C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2620803C1 |
| Устройство для крашения пряжи | 1988 |
|
SU1553591A1 |
| Технологическая линия для изготовления арматуры из композитных материалов | 2020 |
|
RU2770724C1 |

Использование: в текстильной промышленности, а именно в оборудовании для многоцветной рисунчатой окраске хлопчатобумажных, шерстяных, искусственных или синтетических нитей. Сущность изобретения: установка для крашения нитей содержит узлы подачи, окраски, сушки, закрепления и наматывания. Узел подачи выполнен в виде пространственной фермы, в которой нити со всех бобин через систему роликов сходятся к оси симметрии в один пучок, который входит в узел окраски, выполненный в виде двух механически связанных друг с другом барабанов-цилиндров, разделенных на ряд бачков, с расположенными по их периферии красящими наконечниками. Узел предварительной сушки расположен за узлом окраски и выполнен в виде двух цилиндров, вращающихся в одном направлении за счет силы натяжения разделенного на две ветви пучка окрашенных нитей, которые наматываются каждая на свою катушку. Камера окончательной сушки и термофиксации выполнена в виде охватывающей все узлы намотки объемной камеры с откидной верхней частью. 1 з.п.ф-лы, 6 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Заявка ФРГ N 3500197, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
