Изобретение относится к вакуумно-плазменной обработке инструмента и деталей машин и может быть применено в машиностроении.
Известны установки для комплексной обработки инструмента и деталей машин (комплексная обработка включает в себя азотирование с последующим нанесением износостойкого покрытия). Процесс комплексной поверхностной обработки производится в установке двух типов: установках ионного азотирования [1] и в установках ионно-плазменного напыления (например, в установках типа "Булат"). При проведении процесса комплексной обработки в двух установках производительность процесса падает практически в два и более раз.
Наиболее близким по технической сущности и достигаемому результату является установка для нанесения упрочняющих покрытий, содержащая при электродуговых испарителя, установленных на фланцах вакуумной камеры, получающих электропитание от трех источников постоянного тока [2].
К недостатку установки следует отнести ограниченность ее технологических возможностей. В установке возможно нанесение только упрочняющих покрытий. При этом особенностью установки является то, что прогрев изделий осуществляется бомбардировкой ионами металла. При обработке большой массы металлических изделий время прогрева велико и за это время происходит растравливание поверхности изделия. При необходимости комплексной поверхностной обработки инструмента, включающей химико-термическую обработку с последующим нанесением износостойкого покрытия, обработку проводят в двух установках: установке ионного азотирования с последующим нанесением покрытия в установке типа "Булат". В результате производительность процесса в целом уменьшается.
Цель изобретения - расширение технологических функций установки за счет обеспечения возможности выполнения дополнительных технологических операций химико-термической обработки и электронного нагрева изделий.
Цель достигается тем, что в установке, содержащей являющуюся анодом вакуумную камеру с расположенными в ней по меньшей мере двумя катодами электродуговых испарителей из испаряемого материала, источники питания по числу катодов электродуговых испарителей и держатель изделий с изолированным токоподводом, дополнительно установлен оптически непрозрачный поворотный экран, расположенный между держателем изделий и одним из катодов, двухполюсный и реверсирующий ключи, при этом один из полюсов двухполюсного ключа соединен с катодом, который не закрыт экраном, а другой - с токоподводом держателя изделий, переключатель двухполюсного ключа соединен с одним из переключаемых полюсов реверсирующего ключа, другой полюс которого соединен с вакуумной камерой, а источник питания катода, соединенного с полюсом двухполюсного ключа, подключен к переключателям реверсирующего ключа.
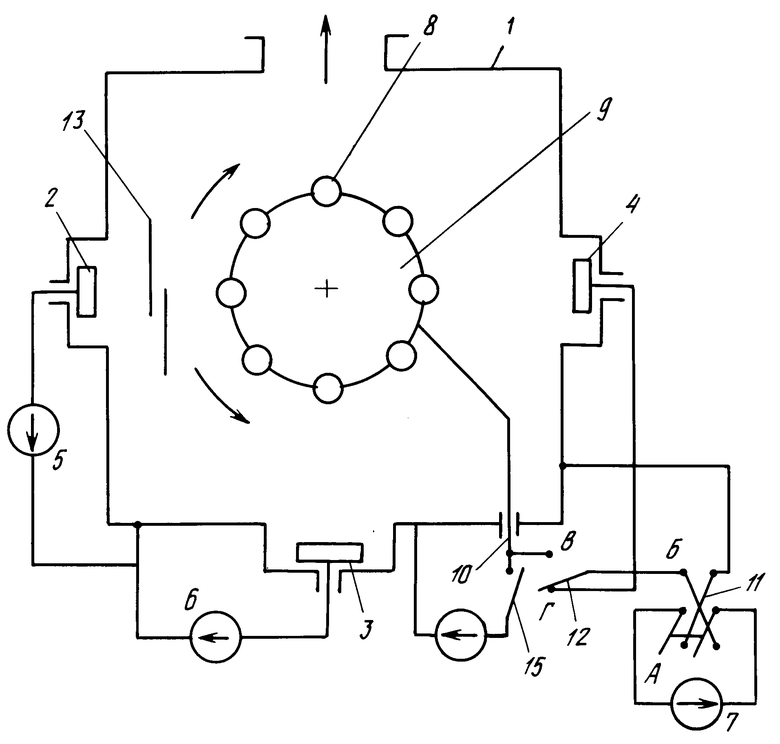
На чертеже представлена конструктивная схема установки.
Установка содержит вакуумную камеру 1, одновременно являющуюся анодом. В вакуумной камере установлены катоды 2-4 электродуговых испарителей металлов, которые получают электропитание от источников 5-7 постоянного тока.
Изделия 8 установлены в держателе 9, имеющем изолированный от камеры токоподвод 10. Источник 7 подключен к переключающим полюсам реверсивного ключа 11 и соединен с электродом испарителя с помощью двухполюсного ключа 12. Между катодом 2 и держателем 9 установлен поворотный оптически непрозрачный экран 13, выполненный в виде двух раздвигающихся в разные стороны половин. В установке также имеются высоковольтный источник 14 и ключ 15.
Работает установка следующим образом.
При проведении процесса комплексной поверхностной обработки инструмента (азотирование поверхностного слоя и нанесение износостойкого покрытия) вакуумная камера 1 откачивается системой высоковакуумной откачки до давления 1˙10-3 Па и затем в нее производится напуск азота до давления 1˙10-1 Па. При проведении процесса азотирования экран 13 перекрывает катод 2 от изделий 8. Пластины экрана сдвинуты. Для проведения процесса азотирования необходимо прогреть изделия до рабочей температуры и затем выдержать при этой температуре в течение определенного времени, задаваемого техпроцессом. Прогрев изделия в среде азотной плазмы до рабочей температуры осуществляется электронами двухступенчатого вакуумно-дугового разряда (ДВДР). ДВДР возбуждается между катодом 2 электродугового испарителя и катодом 4 электродугового испарителя, расположенным напротив катода 2 и который при возбуждении ДВДР является анодом. При возбуждении ДВДР реверсивный переключатель 11 находится в положении А. В этом положении положительный полюс источника 7 питания подключен к переключателю двухполюсного ключа 12, а отрицательный - к вакуумной камере ДВДР с помощью ключа 12 может быть подключен либо к катоду 4, либо к токоподводу 10 держателя 9 изделий. При прогреве изделий ключ 12 находится в положении В (разряд возбуждается между катодом 2 и изделием 8). ДВДР в пространстве вакуумной камеры образует два разнородных в физическом отношении пространства: пространство между катодом 2 и экраном 13 заполнено металлогазовой плазмой и пространство между экраном и остальной областью вакуумной камеры заполнено чисто газовой плазмой, поскольку ионы металла, двигающиеся от катода по прямолинейным траекториям, в "заэкранное" пространство не попадают. При подаче положительного потенциала от источника 7 электроны азотной плазмы ДВДР бомбардируют поверхность изделия и прогревают ее. При прогреве изделий электронным ударом растравливание поверхности изделия не происходит. Когда температура изделий достигнет рабочей, система контроля температуры (оптический пирометр на чертеже не показан) переключает ключ 12 в положение Г. При этом разряд переходит с изделий 8 на электрод 4. В то же время изделия находятся в азотной плазме. После достижения рабочей температуры начинается процесс изотермической выдержки, в течение которого азот диффундирует в поверхностный слой изделия, насыщая ее. Процесс стимулируется атомами атомарного азота, возникающими в положительном столбе плазмы ДВДР, Поддержание температуры производится переключением ключа 12 из положения В в Г и наоборот. После проведения процесса химико-термической обработки производится процесс нанесения упрочняющего покрытия (например, из нитрида титана). Для проведения этого процесса ключ 12 переводится в положение Г, реверсивный ключ 11 - в положение Б, а половины экрана 13 разводятся в разные стороны, открывая путь потоку металлической плазмы от катода 2 к изделиям 8, и включается также источник 6 питания, замыкается ключ 15 и включается источник 14. При проведении этих операций анод ДВДР 4 становится катодом электродугового испарителя, а на изделия 8 подается от источника 14 отрицательный потенциал.
Проверку работоспособности предложенного технического решения проводили на модернизированной установке "Булат 6". В установке был изготовлен раздвигающийся экран 13 в виде двух полудисков из нержавеющей стали. В качестве реверсируемого ключа использовали два контактора. Переключение контактора не производилось под током. В качестве ключа 12 также использовали два контактора. Процессу комплексной поверхностной обработки в установке подвергались режущие пластины из ст. Р6М5.Пластины устанавливали на барабане, расположенном на столе вращения установки "Булат 6". Нагрев пластин электронами проводился при токе ДВДР 100 А и напряжении 80 В. Температура прогрева пластин 510оC. Время изотермической выдержки - 15 мин. Толщина азотированного слоя - 15 мкм. После азотирования проводилось нанесение слоя из нитрида титана толщиной 5 мкм. В процессе комплексной обработки повысилось качество нанесенного покрытия. Износостойкость режущих пластин, прошедших комплексную поверхностную обработку, при точении стали 40Х возросла по сравнению с необработанными пластинами в 7 раз, что в два раза выше, чем износостойкость пластин только с покрытием из нитрида титана.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ КОМПЛЕКСНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2453629C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2037561C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2450083C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИОННО-ПЛАЗМЕННЫМ МЕТОДОМ В СРЕДЕ РЕАКЦИОННОГО ГАЗА | 1992 |
|
RU2036245C1 |
| Установка для нанесения покрытий | 1992 |
|
SU1834912A3 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2029796C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНО-ПЛАЗМЕННОГО НАНЕСЕНИЯ НЕЭЛЕКТРОПРОВОДЯЩИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ В СРЕДЕ РАБОЧЕГО ГАЗА | 1992 |
|
RU2026417C1 |
| Способ обработки изделий в установках вакуумно-плазменного нанесения покрытий | 1991 |
|
SU1834911A3 |
| УСТАНОВКА ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ В ВАКУУМНОДУГОВОМ РАЗРЯДЕ ИЗДЕЛИЙ | 1990 |
|
SU1762577A1 |
| ВАКУУМНАЯ ПЕЧЬ | 1991 |
|
RU2010031C1 |
Использование: для комплексной поверхностной вакуумно-плазменной обработки инструмента и деталей машин. Сущность изобретения: установка содержит являющуюся анодом вакуумную камеру (ВК) с расположенными в ней по меньшей мере двумя катодами (К) электродуговых испарителей. В полости ВК между катодами расположен держатель (Д) изделий с изолированным токоподводом. Кроме того, установка снабжена источником питания (ИП) по числу катодов электродуговых испарителей. Между К и Д установлен оптически непрозрачный поворотный экран. Включение установки на соответствующий режим работы осуществляется посредством двухполюсного ключа (ДК) и реверсирующего ключа (РК). Один из полюсов РК соединен с переключателем ДК, другой с ВК. ИП подключен к переключателям РК. Один из полюсов ДК соединен с Д. При выдержке прогретых изделий в азотной плазме (азотировании) положительный полюс ИП посредством ДК и РК соединен с К. Экран при этом закрыт. При нанесении упрочняющего покрытия К посредством РК соединяется с отрицательным полюсом ИП, а на Д подается отрицательный потенциал от ИП. Экран при этом открыт. В результате комплексной поверхностной обработки изделий повышается их износостойкость. 1 ил.
УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ методом электродугового испарения, содержащая вакуумную камеру, являющуюся анодом с расположенными в ней по меньшей мере двумя катодами электродуговых испарителей из испаряемого материала, источники питания по числу катодов электродуговых испарителей и держатель изделий с изолированным токоподводом, отличающаяся тем, что она содержит оптически непрозрачный поворотный экран, расположенный между держателем изделий и одним из катодов, двухполюсный и реверсирующий ключи, при этом один из полюсов двухполюсного ключа соединен с одним из не закрытых экраном катодов, а другой - с токоподводом держателя изделий, переключатель двухполюсного ключа соединен с одним из переключаемых полюсов реверсирующего ключа, другой полюс которого соединен с вакуумной камерой, а источник питания катода, соединенного с полюсом двухполюсного ключа, подключен к переключателям реверсирующего ключа.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Паспорт, Ф.-10000-02-ПС, 1984. | |||
