Изобретение относится к вакуумной ионно-плазменной технологии и может быть использовано, в частности, для обработки длинномерного инструмента (протяжки и др.).
Из уровня техники известна установка для нанесения покрытий методом электродугового испарения, содержащая вакуумную камеру, являющуюся анодом, с расположенными в ней катодами электродуговых испарителей, внутри которой расположен держатель изделий с изолированным токоподводом, и снабжена источниками питания по числу катодов электродуговых испарителей. Особенностью установки является то, что между одним из катодов и держателем установлен оптически непрозрачный поворотный экран, и установка содержит систему электрических ключей, позволяющую использовать обрабатываемые изделия в качестве анода двухступенчатого вакуумно-дугового разряда (ДВДР), а один из катодов - как в качестве анода ДВДР, так и в качестве катода ВДР. Эта установка позволяет проводить комплексную ионно-плазменную обработку изделий, включающую электронный нагрев, химико-термическую обработку поверхности и нанесение покрытия (Патент РФ №2022056, С23С 14/32, 1991 г.).
Недостатком данного устройства является невозможность качественной обработки длинномерных изделий, например длинномерного инструмента.
Наиболее близким решением из уровня техники по технической сути является установка для комплексной вакуумной ионно-плазменной обработки, содержащая вакуумную камеру с расположенными в ней длинномерными электродами-планарами электродуговых испарителей, источники питания вакуумно-дугового разряда, источник питания двухступенчатого вакуумно-дугового разряда, держатель изделий и оптически непрозрачный поворотный экран, расположенный между катодом электродугового испарителя и держателем изделий, по крайней мере, одно устройство для ионной имплантации, выполненное в виде источника питания потенциала смещения, дополнительный электрод, выполненный с возможностью подключения к положительному полюсу источника питания двухступенчатого вакуумно-дугового разряда, причем между катодами электродуговых испарителей и держателем изделий расположены оптически непрозрачные поворотные экраны по числу электродуговых испарителей, а дополнительный электрод выполнен в виде цилиндра вращения и расположен в центре вакуумной камеры (Патент РФ №84019, С23С 13/24, 2008 г.).
Конструктивные особенности известной установки заключаются в том, что длинномерные электроды-планары электродуговых испарителей выполнены с возможностью индивидуального переключения полярности с анода на катод и обратно, обеспечивающего превышение общей площади анодов над общей площадью катодов не менее чем в два раза, причем суммарная площадь рабочей поверхности электродов-планаров составляет 20%-90% от всей внутренней поверхности вакуумной камеры.
Недостатком данной установки является неравномерность и сложность прогрева большой массы обрабатываемых изделий электронами положительного столба плазмы двухступенчатого вакуумно-дугового разряда. Это объясняется характером вольтамперной характеристики ДВДР - ее крутым подъемом к оси напряжений. Даже небольшое приращение разрядного напряжения приводит к значительному росту разрядного тока. Повышать мощность разряда за счет увеличения тока нецелесообразно, поскольку с увеличением тока ДВДР пропорционально возрастает эрозия катода. Кроме того, повышение тока ДВДР приводит к росту магнитного поля, образуемого вокруг обрабатываемого изделия при протекании по нему разрядного тока. Даже небольшого по величине магнитного поля достаточно, чтобы изменить траекторию электронного потока, энергия которого в положительном столбе плазмы ДВДР составляет всего несколько электрон-вольт, направив его (электронный поток) в сторону, обратную токоподводу. Это приводит к неравномерности прогрева обрабатываемых изделий. В известной установке неравномерность прогрева при электронной бомбардировке компенсируется ионной бомбардировкой изделий. Однако при прогреве длинномерного инструмента бомбардировка его ионами исключена, поскольку во время ионной бомбардировки происходит активное распыление его рабочих кромок.
Прогрев обрабатываемых изделий является неотъемлемой частью процессов химико-термической обработки и нанесения покрытий. В заявляемой установке прогрев изделий осуществляется ускоренными до нескольких десятков или нескольких сотен вольт электронами. Прогрев изделия и его химико-термическая обработка ускоренными электронами не вызывает нарушения класса чистоты поверхности изделия, чем выгодно отличается от аналогичных методов, проводимых при обработке изделий бомбардировкой ускоренными ионами. Ускорение электронов производится в сжатом вакуумно-дуговом разряде (СВДР) с холодным катодом в среде рабочего газа при его парциальном давлении 0,01-1 Па. Катод вакуумно-дугового разряда заключен в эмиссионной камере, сообщающейся с вакуумной камерой через перфорированную перегородку с отверстиями перфорации небольшого размера. Анод СВДР находится в вакуумной камере. В зоне отверстий перфорации с небольшим сечением сопротивление плазмы положительного столба разряда возрастает, что приводит к росту падения напряжения со стороны катода. В этом падении напряжения происходит ускорение электронов. Ускоренные электроны, проникая сквозь отверстия в вакуумную камеру, бомбардируют поверхность изделия, являющиеся анодом СВДР, поскольку расположены на держателе изделий, и прогревают поверхность. Существенной особенностью СВДР является его вольт-амперная характеристика, слабо наклоненная к оси напряжений. При напряжении на разряде свыше 60-80 В происходит насыщение тока разряда, т.е. увеличение напряжения на разряде не приводит к росту тока. Мощность разряда возрастает только за счет роста напряжения разряда. Этим СВДР отличается от ДВДР, в котором мощность разряда растет преимущественно за счет роста тока разряда. Поскольку энергия электронного потока в СВДР в десятки и сотни раз превосходит энергию электронов в ДВДР, то изменения траектории электронного потока в слабых магнитных полях, инициированных током, протекающим по изделию, не происходит. Как правило, сила тока СВДР выбирается из условия стабильности дугового разряда. Равномерность прогрева длинномерных изделий обеспечивается за счет применения катода эмиттера электронов в виде длинномерного линейного электродугового источника металлической плазмы и расположения отверстий на различных вертикальных уровнях перегородки. При направленном движении катодного пятна вдоль продольной оси катода ускоренные электронные потоки сканируют вдоль оси изделия, равномерно прогревая их.
Режим, когда анодом СВДР является, по крайней мере, один из катодов источников металлической плазмы, используется для поддержания температуры изделий на заданном уровне при проведении процесса химико-термической обработки. (Производится периодическая смена анодов в зависимости от изменения температуры изделий).
В случае если эмиссионная и вакуумная камеры электрически соединены, то все напряжение источника питания ускорителя электронов приложено между вакуумной камерой и анодом эмиттера электронов (изделием). В этом случае вероятность возбуждения аварийного дугового разряда между загрязненным участком камеры и изделием велика.
При изоляции эмиссионной камеры вакуумная камера в процессе существования СВДР находится под плавающим потенциалом относительно газовой плазмы,
заполняющей ее объем, т.е. практически под потенциалом анода. В этом случае становится невозможным возбуждение дуговых разрядов между загрязненными стенками камеры и изделием.
Количество и размер отверстий перегородки выполнены с возможностью обеспечения регламентируемых технологических режимов химико-термической обработки.
Таким образом, в основу заявляемого изобретения была положена задача обеспечения равномерного прогрева длинномерных изделий посредством бомбардировки ускоренным электронным потоком.
Поставленная задача решается тем, что в установке для вакуумной ионно-плазменной обработки длинномерных изделий, содержащей вакуумную камеру с размещенными в ней держателем изделий с изолированным токоподводом и по меньшей мере одним длинномерным электродом электродугового источника плазмы, устройство нагрева изделий, а также источники питания вакуумно-дугового разряда и устройства нагрева изделий Согласно изобретению устройство нагрева изделий выполнено в виде дополнительной изолированной от вакуумной камеры посредством экранов и изоляторов эмиссионной камеры, внутри которой установлен длинномерный катод вакуумно-дугового разряда, являющегося эмиттером электронов, эмиссионная камера соединена с вакуумной камерой посредством перфорированной перегородки, отверстия перфорации которой расположены вдоль продольной оси катода, причем источник питания устройства нагрева изделий выполнен с возможностью подключения отрицательного полюса к эмиссионной камере, а положительного - к держателю изделий или электроду, при этом источник питания вакуумно-дугового разряда выполнен с возможностью подключения отрицательного полюса к катоду вакуумно-дугового разряда или электроду, а положительного - к эмиссионной камере или вакуумной камере. Поставленная задача также решается тем, что количество и размер отверстий перегородки выполнены с возможностью обеспечения регламентируемых технологических режимов химико-термической обработки
Установка для вакуумной ионно-плазменной обработки длинномерных изделий с изолированной эмиссионной камерой поясняется графическими материалами, где:
- на фиг.1 изображена конструктивная схема установки с изолированной эмиссионной камерой (вид в плане).
Установка для вакуумной ионно-плазменной обработки длинномерных изделий содержит вакуумную камеру 1. На ее боковой поверхности расположен по меньшей мере один длинномерный электрод 2 электродугового источника плазмы. Электропитание электродугового источника плазмы производится от источника 3 питания вакуумно-дугового разряда. Подключение источника 3 питания вакуумно-дугового разряда к электродам электродугового источника плазмы производится переключателями 4 и 5.
Установка также содержит устройство 6 нагрева, которое функционально является эмиттером электронов. Источник 6 нагрева выполнен в виде эмиссионной камеры 7, внутри которой установлен длинномерный катод 8 вакуумно-дугового разряда, являющегося эмиттером электронов. Эмиссионная камера 7 отделена от вакуумной камеры 1 перфорированной перегородкой 9, отверстия 10 перфорации которой выполнены с шагом по высоте перегородки (число отверстий и расстояние между ними является технологическим параметром, зависящим от параметров проведения технологического процесса: давления, тока разряда вида обрабатываемых изделий и др.). Электропитание устройства 6 нагрева изделий производится от источника 11 питания устройства нагрева изделий. Аноды устройства нагрева изделий размещены в вакуумной камере 1. Ими являются держатель изделий 12 и электрод 2 электродугового источника плазмы. Коммутация источника питания 11 нагрева изделий производится переключателем 13. Эмиссионная камера 7 изолирована от вакуумной камеры 1 изолятором 14. Экран 15 экранирует изолятор 14 от металлической плазмы.
Работа установки осуществляется следующим образом.
Процесс комплексной обработки длинномерного изделия включает в себя проведение нескольких технологических операций, таких как предварительный прогрев изделия до температуры 450-550°С, азотирование в газовой азотной плазме, нанесение покрытия. Прогрев изделия производится ускоренными электронами. Установка откачивается до давления - 0,001 Па системой высоковакуумной откачки (на фигуре не показана), а затем производится напуск в вакуумную камеру 1 инертного газа (аргона) до давления, составляющего 0,1-1 Па. Для возбуждения СВДР включаются источники питания вакуумно-дугового разряда 3 и устройства нагрева изделий 11, оба переключателя 4 и 13 переводятся в левое положение, при этом между катодом 8 вакуумно-дугового разряда и внутренними стенками эмиссионной камеры 7 (анодом) возбуждается вакуумно-дуговой разряд. Под воздействием электрического поля анода СВДР (им является в данном случае держатель изделий с находящимися на нем изделиями) электроны газометаллической плазмы, генерируемой катодом 8 вакуумно-дугового разряда, проникают сквозь отверстия 10 перфорации в перегородке 9 и ионизируют газ в вакуумной камере 1, создавая в ней газовую плазму. Поскольку сечение отверстий 10 перфорации невелико, то сопротивление плазмы в зоне отверстий перфорации существенно возрастает. Это приводит к пропорциональному росту падения напряжения в указанной зоне. В зависимости от величины рабочего давления, размера и числа отверстий, падение напряжения может достигать десятков и сотен вольт. Электроны плазмы под воздействием разности потенциала ускоряются до энергии, практически равной напряжению источника питания 11 устройства нагрева изделий. Сильноточный электронный поток ускоренных электронов бомбардирует поверхность изделий, прогревая их. Поскольку воздействию нагрева изделий подвержены только изделия, то
а) процесс нагрева безынерционный;
б) коэффициент использования подводимой мощности достаточно велик (~70%).
Так как в состав устройства нагрева 6 включен линейный электродуговой источник плазмы (катод 8 вакуумно-дугового разряда) с управляемым движением катодного пятна, то обеспечивается равномерность прогрева обрабатываемых изделий по всей длине. Электронный поток сканирует по всей длине изделия, следуя за движением катодного пятна. Если эмиссионная камера 7 не изолирована, а вакуумная камера 1 в процессе эксплуатации установки загрязнена, то вероятность возбуждения дуговых разрядов, привязанных к стенкам камеры, велика. При зарождении катодных пятен на загрязненных поверхностях дуговой разряд проходит не через отверстие 10 перфорации, а идет по цепи катод 8 вакуумно-дугового разряда - вакуумная камера 1 - держатель изделий или электрод 2. Поскольку сопротивление плазмы при таком событии значительно меньше, чем при разряде сквозь отверстие, то сила тока разряда резко возрастает. Это является аварийным случаем, поскольку эродирует внутренняя поверхность вакуумной камеры, по которой перемещаются катодные пятна, и нарушается вакуумный режим за счет десорбции газа с поверхности камеры. Если эмиссионная камера 7 изолирована от вакуумной камеры 1 изолятором 14, а источники питания вакуумно-дугового разряда 3 и устройства нагрева изделий 11 своими полюсами подключены к эмиссионной камере (как показано на фиг.1), то вакуумная камера 1 при возбуждении СВДР находится под плавающим потенциалом относительно плазмы положительного столба СВДР. Этот потенциал всего на несколько вольт ниже потенциала анода. Поэтому возбуждение разряда между вакуумной камерой 1 и держателем изделий 12 или электродом 2 невозможно. Опасной зоной, где приложено напряжение источника 11 питания устройства нагрева, является зона контакта изолятора 15 с вакуумной камерой 1 и эмиссионной камерой 7. Целесообразно эту зону прикрыть экраном 15, чтобы не допустить проникновение в нее газовой плазмы.
После достижения температуры начала процесса азотирования (~400°С) в вакуумную камеру прекращают подачу аргона и производится напуск азота. Регулирование температуры прогрева обрабатываемых изделий производится переключением переключателя 13 в правое положение. При этом изделия (держатель 12 изделий) отключаются от положительного полюса источника 11 питания устройства нагрева (следовательно, процесс нагрева изделий прекращается), а анодом СВДР становится электрод 2. При таком способе регулирования температуры интенсивность плазмы не меняется, а следовательно, не меняется интенсивность процесса химико-термической обработки. Поскольку прогрев и химико-термическая обработка изделий осуществляется посредством электронной бомбардировки, то нарушения исходного класса чистоты изделия не происходит.
Процесс нанесения покрытия, который следует после процесса химико-термической обработки, происходит при включенном источнике 3 питания вакуумно-дугового разряда, положении переключателя 4 в правом положении и включенном ключе 5. При этом на электрод 2 подается отрицательный потенциал (он становится катодом), а на вакуумную камеру 1 подается положительный потенциал (вакуумная камера 1 становится анодом). Происходит осаждение покрытия.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении, отдельными признаками общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к вакуумной ионно-плазменной технологии и может быть использован, в частности, для обработки длинномерного инструмента (протяжки и др.);
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ КОМПЛЕКСНОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2453629C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1991 |
|
RU2022056C1 |
| УСТАНОВКА ДЛЯ КОМПЛЕКСНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ В ВАКУУМЕ | 2005 |
|
RU2329334C2 |
| УСТАНОВКА ДЛЯ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2009 |
|
RU2425173C2 |
| УСТАНОВКА ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ В ВАКУУМНОДУГОВОМ РАЗРЯДЕ ИЗДЕЛИЙ | 1990 |
|
SU1762577A1 |
| УСТАНОВКА ДЛЯ ИОННО-ЛУЧЕВОЙ И ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2496913C2 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1987 |
|
SU1473373A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИОННО-ПЛАЗМЕННЫМ МЕТОДОМ В СРЕДЕ РЕАКЦИОННОГО ГАЗА | 1992 |
|
RU2036245C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2037561C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2026414C1 |
Изобретение относится к вакуумной ионно-плазменной технологии, а именно к устройствам для обработки длинномерных изделий. Установка содержит вакуумную камеру 1, размещенные в ней держатель изделий 12 с изолированным токоподводом и, по меньшей мере, один длинномерный электрод 2 электродугового источника плазмы, устройство нагрева изделий 6, а также источники питания вакуумно-дугового разряда 3 и устройства нагрева изделий 11. Устройство нагрева изделий 11 выполнено в виде дополнительной изолированной посредством экранов и изоляторов эмиссионной камеры 7, внутри которой установлен длинномерный катод 8 вакуумно-дугового разряда, являющийся эммитером электронов, эмиссионная камера 7 соединена с вакуумной камерой 1 посредством перфорированной перегородки 9, отверстия перфорации 10 которой расположены вдоль продольной оси катода 8 вакуумно-дугового разряда. При этом источник питания 11 устройства нагрева изделий выполнен с возможностью подключения отрицательного полюса к эмиссионной камере 7, а положительного - к держателю 12 изделий или электроду 2. Источник питания 3 вакуумно-дугового разряда выполнен с возможностью подключения отрицательного полюса к катоду 8 вакуумно-дугового разряда или электроду 2, а положительного - к эмиссионной камере 7 или вакуумной камере 1. Технический результат - повышение равномерности прогрева изделий. 1 з.п. ф-лы, 1 ил.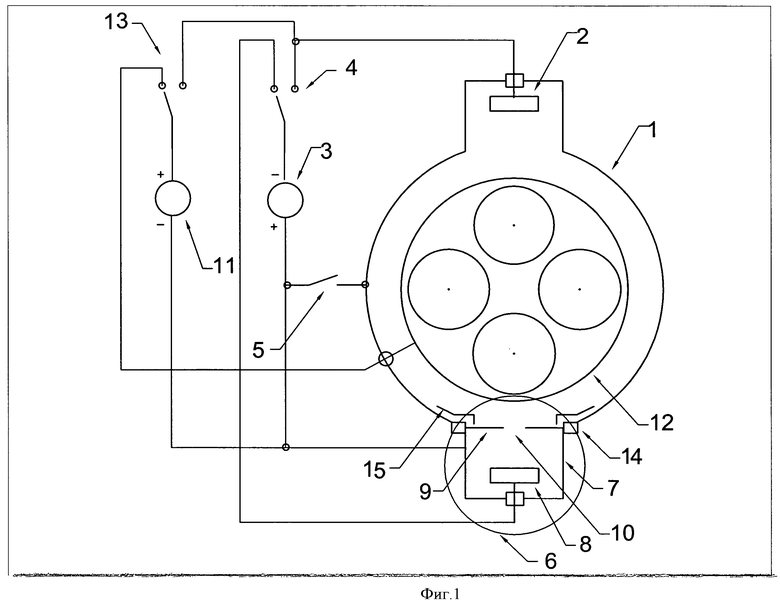
1. Установка для вакуумной ионно-плазменной обработки длинномерных изделий, содержащая вакуумную камеру, размещенные в ней держатель изделий с изолированным токоподводом и по меньшей мере один длинномерный электрод электродугового источника плазмы, устройство нагрева изделий, а также источники питания вакуумно-дугового разряда и устройства нагрева изделий, отличающаяся тем, что устройство нагрева изделий выполнено в виде дополнительной изолированной от вакуумной камеры посредством экранов и изоляторов эмиссионной камеры, внутри которой установлен длинномерный катод вакуумно-дугового разряда, являющийся эммитером электронов, эмиссионная камера соединена с вакуумной камерой посредством перфорированной перегородки, отверстия перфорации которой расположены вдоль продольной оси катода вакуумно-дугового разряда, причем источник питания устройства нагрева изделий выполнен с возможностью подключения отрицательного полюса к эмиссионной камере, а положительного - к держателю изделий или электроду, при этом источник питания вакуумно-дугового разряда выполнен с возможностью подключения отрицательного полюса к катоду вакуумно-дугового разряда или электроду, а положительного - к эмиссионной камере или вакуумной камере.
2. Установка по п.1, отличающаяся тем, что отверстия перегородки выполнены в количестве и с размером, обеспечивающими регламентируемые технологические режимы химико-термической обработки.
| Прибор для длительного непрерывного введения лекарственных жидкостей в ткани человека и животных | 1949 |
|
SU84019A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2037561C1 |
| Бесклапанный насос | 1946 |
|
SU70893A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

