Изобретение относится к полупроводниковой квантовой электронике, в частности к технологии сборки когерентных излучателей со световодным выводом излучения. Модули могут быть использованы в системах связи, контрольно-измерительной аппаратуре, медицинской технике.
Известен способ сборки оптического модуля, при котором лазерный диод (ЛД) закреплен на контактной пластине, контрольный фотодиод (ФД) припаян на основании. Контактная пластина и основание установлены на прокладке, прикрепленной к холодной поверхности микрохолодильника. Юстируют контрольный ФД относительно ЛД и закрепляют основание и контактную пластину на прокладке. Юстируют входной конец световода по мощности излучения дополнительного контрольного фотодиода, установленного на выходе световода относительно ЛД, и при максимальном значении мощности закрепляют его на контактной пластине [1].
Однако при этом способе сборки не предусмотрено непосредственное скрепление контрольного ФД, ЛД и световода между собой, что может привести при изменении температуры и механических нагрузках (высоких вибрациях) к разъюстировке оптических элементов.
Наиболее близким является способ сборки оптического передающего модуля, включающий установку на крепежном элементе корпуса контактной пластины с ЛД и платы для крепления входного конца световода, юстировку ФД, закрепленного на основании, и входного конца световода относительно ЛД, закрепление контактной пластины и плиты на крепежном элементе, а входного конца световода - на плате [2].
При этом способе также не предусмотрено скрепление основания, контактной пластины и платы для крепления световода между собой, что снижает надежность вследствие разъюстировки при высоких механических нагрузках и особенно при циклических изменениях температуры. Последнее приводит к различным изменениям геометрических размеров контактной пластины и платы для крепления световода из-за разности коэффициентов температурного расширения (КТР).
Предложен способ изготовления оптического передающего модуля, при котором после юстировки ФД относительно ЛД закрепляют основание на контактной пластине, юстируют контактную пластину относительно платы для крепления входного конца световода, соединяют контактную пластину и плату лазерной сваркой для получения блока, устанавливают блок на крепежном элементе и дополнительно скрепляют между собой элементы блока и крепежный элемент, после чего юстируют и закрепляют входной конец световода.
Предложенный способ сборки модуля весьма прост, имеет высокую воспроизводимость, ускоряет процесс сборки. Он позволяет создать конструкцию повышенной надежности, что главным образом проявляется при механико-климатических воздействиях. В этом случае конструкция работает как единое целое, что уменьшает вероятность разъюстировки его оптических элементов.
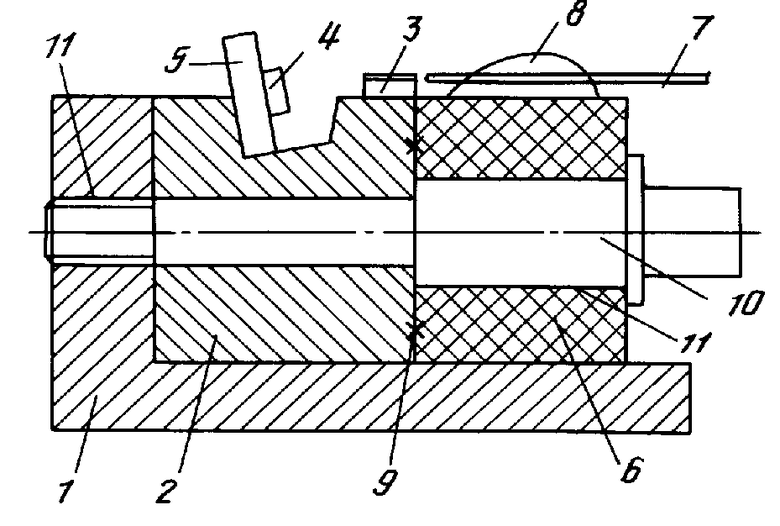
На чертеже изображен продольный pазpез элемента оптического передающего модуля, при сборке которого может быть использован предложенный способ.
На крепежном элементе, а именно на внутренних сторонах граней уголка-прокладки 1, размещены контактная пластина 2 с лазерным диодом 3 и фотодиодом 4 на основании 5 и плата 6 для закрепления входного конца световода 7 в области 8. Контактная пластина и плата со световодом скреплены в точках 9 методом лазерной сварки. После этого дополнительно соединяют элементы блока с крепежным элементом 1 винтом 10. Для крепления винтом 10 в контактной пластине, плате со световодом и грани уголка-прокладки выполнены осевые отверстия, причем в грани уголка-прокладки - с резьбой.
При предложенном способе сборки основное внимание уделено созданию монолитной конструкции оптической части - основной части модуля. Последовательное крепление ЛД и ФД на одной контактной пластине приводит к снижению вероятности разъюстировки этих элементов один относительно другого. Последующую юстировку контактной пластины и платы для крепления входного конца световода (далее платы) выполняют для предварительной юстировки входного конца световода и ЛД. При скреплении контактной пластины с платой получают монолитный блок, что позволяет при последующих операциях проводить более тонкие юстировки световода и ЛД. Использование лазерной сварки ускоряет процесс крепления, предотвращает загрязнение рабочих поверхностей ЛД и ФД отходами сварки и снижает вероятность разъюстировки в процессе сварки.
Полученный монолитный блок предварительно юстируют в корпусе на крепежном элементе относительно оси корпуса, скрепляют блок с крепежным элементом и далее юстируют входной конец световода относительно ЛД, получая максимальное значение излучающего сигнала на выходе световода (измеряют дополнительным ФД), и закрепляют световод на плате.
При таком выполнении корпуса доступны оптические элементы конструкции при его вскрытии. Поэтому использование предложенного способа сборки позволяет при эксплуатации менять как весь блок, так и отдельно ФД с его основанием и световода на плате.
П р и м е р. На уголке-прокладке 1 размещают контактную пластину 2 с ЛД 3 и ФД 4. Затем на уголок-прокладку помещают плату 6. В грани уголка-прокладки, контактной пластине и плате выполнены соосные осевые отверстия 11, в которые вставляют винт 10 и закручивают его в отверстие с резьбой уголка-прокладки. С помощью лазерной промышленной установки "Квант-15" в местах крепления 9 осуществляют прихватку-сварку контактной пластины 2 с плитой 6. После этого винт 10 отворачивают и блок, состоящий из контактной пластины 2 и платы 6, переносят в корпус оптического передающего модуля и крепят на уголок-прокладку 1 с помощью винта 10.
Передающие оптические модули в количестве 120 шт., изготовленные предложенным способом, прошли полный цикл механико-климатических и ресурсных испытаний. До испытаний передающие оптические модули имели следующие параметры: ток накачки 70 мА, напряжение на лазерном диоде 1,8 В; фототок встроенного фотодиода 140 мкА; мощность излучения на выходе одномодового световода 1,5 мВт; волны излучения 1,3 мкм.
После трехкратного циклического воздействия температуры в интервале минус 60 до плюс 70оС и ресурсных испытаний в течение 100 тыс.ч параметры передающих оптических модулей изменились не более чем на 10% и остались в пределах нормы технических условий. Вероятность безотказной работы 95%.
Оптический передающий модуль по прототипу имеет стабильные характеристики при комнатной температуре, в том числе ресурс порядка 100 тыс.ч. Однако при повышении температуры до 40оС происходит разъюстировка световода относительно ЛД. При этом имеет место трехкратное снижение мощности излучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИЧЕСКИЙ ПЕРЕДАЮЩИЙ МОДУЛЬ | 1992 |
|
RU2019013C1 |
| ОПТИЧЕСКИЙ МОДУЛЬ | 2010 |
|
RU2500003C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВОГО ИЗЛУЧАТЕЛЯ | 2012 |
|
RU2503094C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО ПРИЕМНОГО ИЛИ ПЕРЕДАЮЩЕГО МОДУЛЯ | 1990 |
|
RU1757345C |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ПЕРЕДАЮЩЕГО МОДУЛЯ | 2001 |
|
RU2201025C2 |
| ЛАЗЕРНЫЙ МОДУЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2688888C1 |
| ОПТИЧЕСКИЙ ПЕРЕДАЮЩИЙ МОДУЛЬ | 2001 |
|
RU2201024C2 |
| СПОСОБ ЮСТИРОВКИ ОПТИЧЕСКОГО ВОЛОКНА, ВОЛОКОННО-ОПТИЧЕСКИЙ МОДУЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2168191C1 |
| КЕРАМИЧЕСКИЙ ДЕРЖАТЕЛЬ ОПТИКИ | 2010 |
|
RU2540972C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ВХОДА И ВЫХОДА ОПТИЧЕСКОГО ВОЛОКНА, ИМЕЮЩЕЕ СТРУКТУРИРОВАННУЮ ОТРАЖАЮЩУЮ ПОВЕРХНОСТЬ | 2013 |
|
RU2649034C2 |
Использование: в полупроводниковой квантовой электронике, в частности в технологии сборки когерентных излучателей - модулей со световодным выводом излучения для систем связи, контрольно-измерительной аппаратуры и медицинской техники. Сущность изобретения: для высокой воспроизводимости и ускорения процесса сборки после юстировки фотодиода относительно лазерного диода его основание закрепляют на контактной пластине, проводят юстировку последней относительно платы со световодом, соединяют контактную пластину с платой, устанавливают их на крепежном элементе, производя окончательное скрепление, а также юстировку и закрепление входного конца световода относительно лазерного диода. 1 ил.
СПОСОБ СБОРКИ ОПТИЧЕСКОГО ПЕРЕДАЮЩЕГО МОДУЛЯ, включающий установку и закрепление на крепежном элементе корпуса контактной пластины с лазерным диодом и платы для крепления входного конца световода, юстировку фотодиода, фиксированного на основании, и входного конца световода относительно лазерного диода, отличающийся тем, что после юстировки фотодиода закрепляют его основание на контактной пластине, затем предварительно соединяют контактную пластину с платой, устанавливают их на крепежном элементе, производя окончательное скрепление, а также юстировку и закрепление входного конца световода относительно лазерного диода.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 5005178, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
