Изобретение относится к сварке, а именно к способам сварки плавящимся электродом с пульсирующем подачей электродной проволоки в сварочную горелку.
Известен способ сварки с пульсирующей подачей электродной проволоки устройством, содержащим установленный на приводном валу подающий ролик с регулируемым эксцентриситетом и переменным рабочим профилем, и механизм прижима в виде прижимного ролика с пневмоприжимом, рабочая поверхность прижимного ролика с регулируемым эксцентриситетом с переменным рабочим профилем является элементом изменения скорости подачи проволоки.
Недостатки этого способа заключаются в ограниченных технологических возможностях в виде невозможности его использования в длительном разноимпульсном процессе, так как точечная дуговая сварка больших толщин электрозаклепками [1].
Наиболее близким к предлагаемому способу является известный способ сварки плавящимся электродом, при котором электродную проволоку с помощью подающего механизма и сварочной горелки подают в зону сварки с периодическим увеличением скорости подачи [2].
Недостатком способа является то, что он имеет ограниченные технологические возможности.
Целью изобретения является обеспечение импульсного режима подачи.
Для этого между подающими роликами и горелкой устанавливают механизм импульсной подачи в виде корпуса с пазом, две стенки которого параллельны между собой, а третья, размещенная между ними, неподвижна, электродную проволоку пропускают через указанный паз и изгибают в нем, а увеличение скорости подачи производят путем импульсного перемещения подвижной стенки в сторону проволоки до частичного или полного ее выпрямления. Кроме того, изгиб проволоки производят путем ее подтормаживания на участке за механизмом подачи; изгиб проволоки производят путем пропускания ее через изогнутые упругие направляющие, размещенные в канале механизма импульсной подачи.
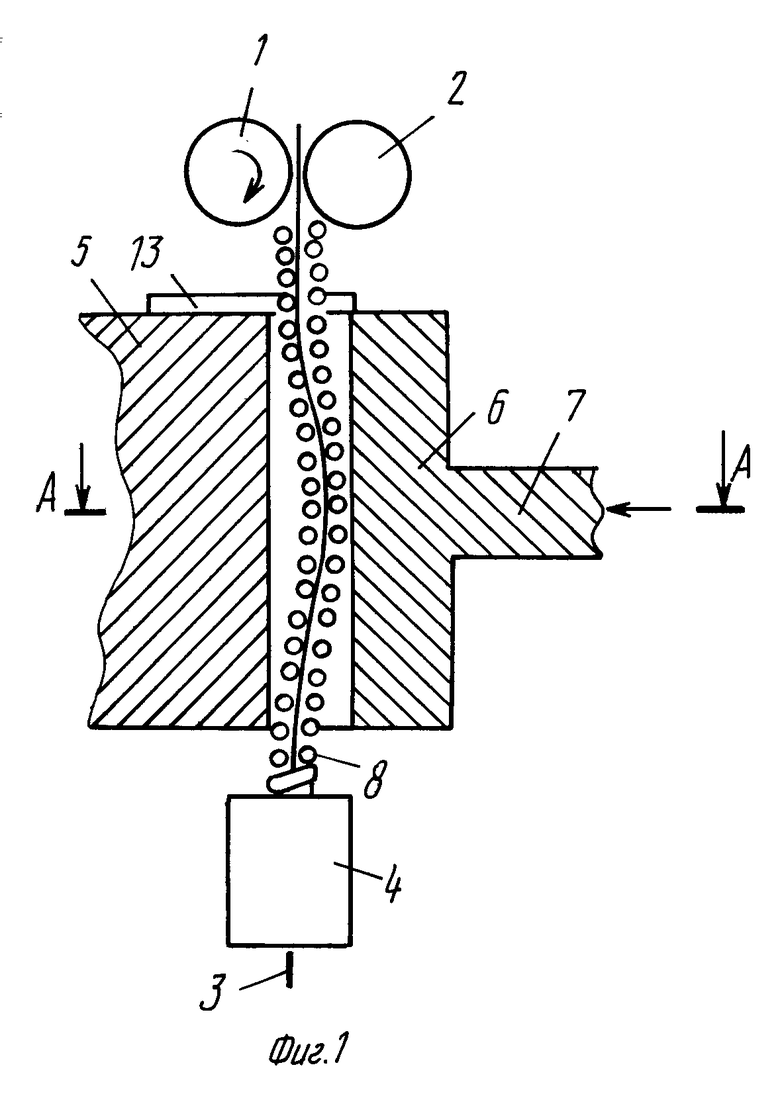
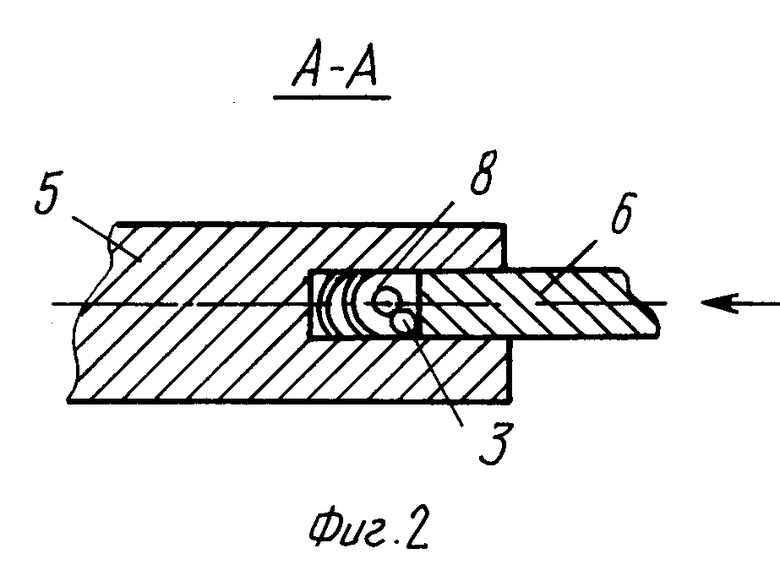
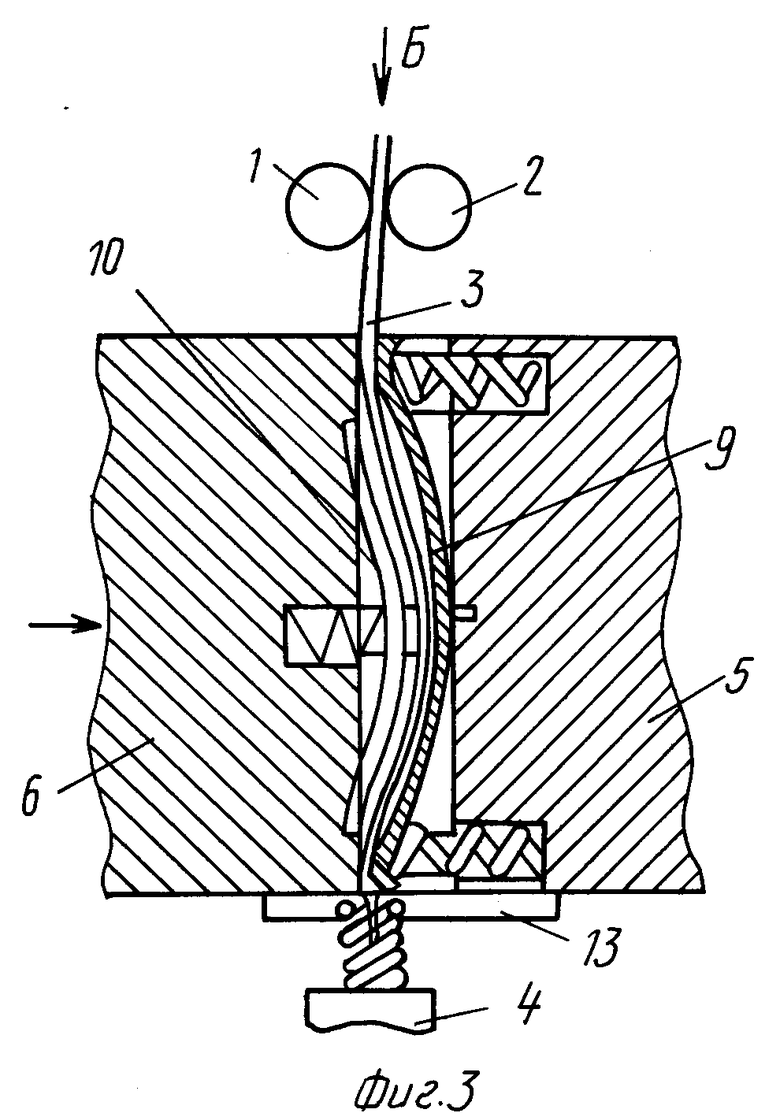
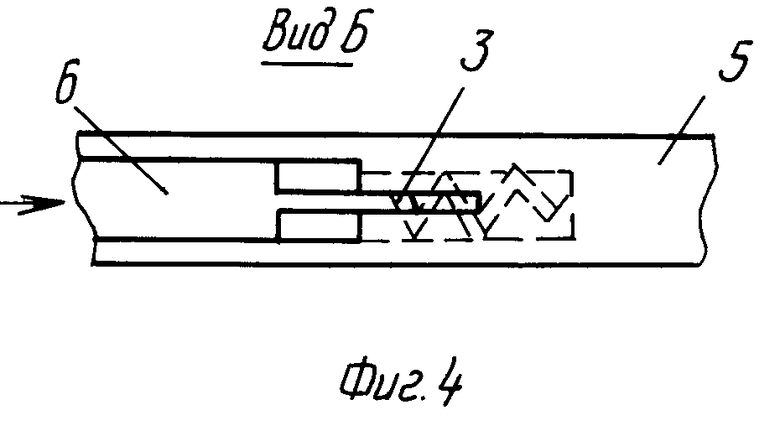
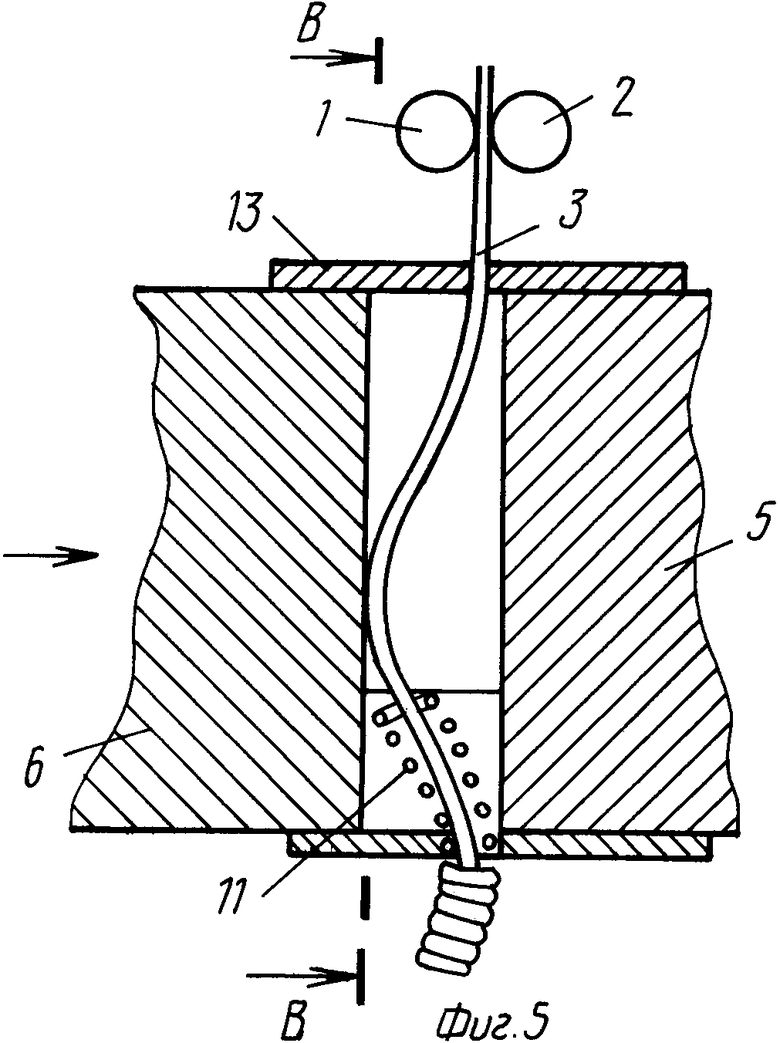
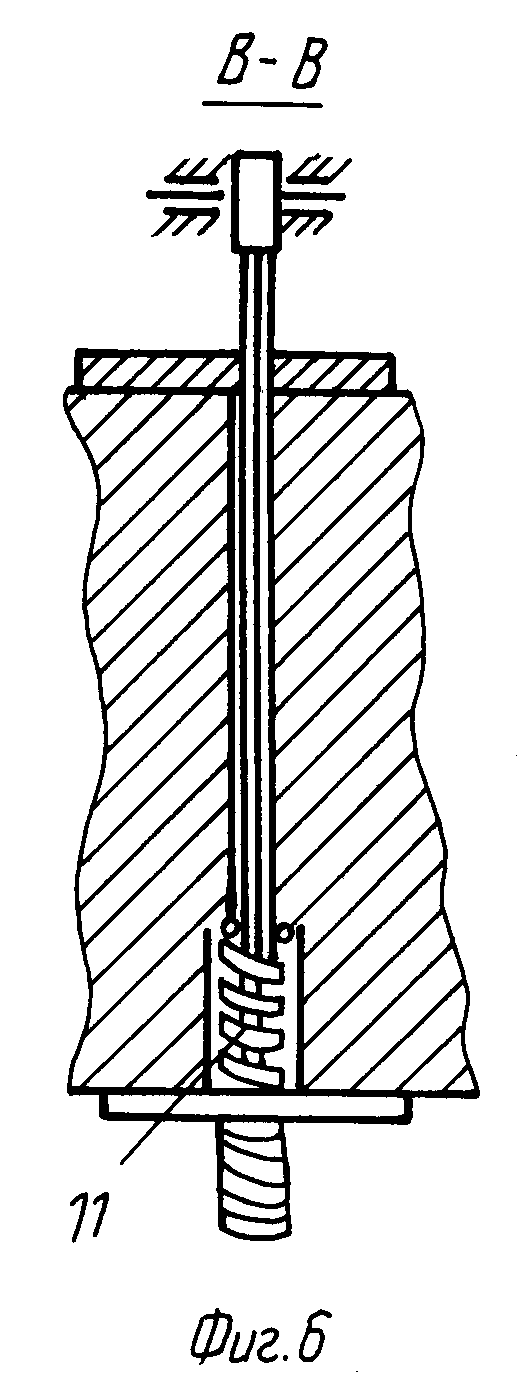
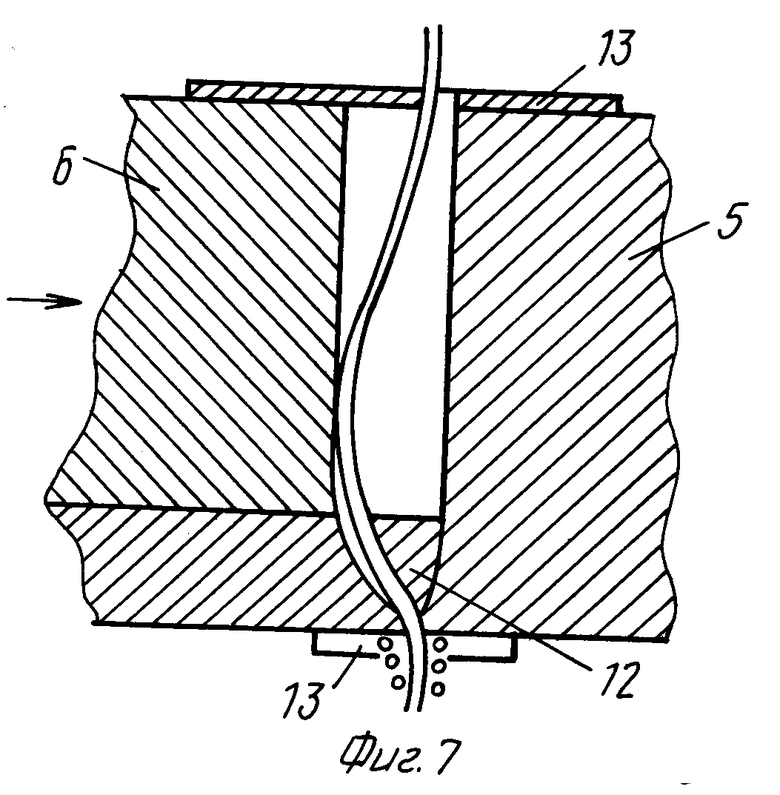
На фиг. 1 показан вариант устройства для осуществления способа, разрез; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - другой вариант устройства; на фиг. 4 - вид по стрелке Б на фиг.3; на фиг.5 - третий вариант устройства; на фиг. 6 - сечение В-В на фиг.5; на фиг. 7 - четвертый вариант устройства.
Устройство для осуществления способа содержит приводной подающий ролик 1 с приводом вращения (не показан) и прижимной ролик 2 для подачи между ними электродной проволоки 3 к горелке 4. Между роликами и горелкой 4 установлен механизм изменения скорости подачи проволоки к горелке, который выполнен в виде корпуса 5, в котором выполнен направляющий паз, имеющий неподвижную стенку, особенно корпус 5 и подвижную перпендикулярно оси паза стенку 6, закрепленную на штоке 7 привода возвратно-поступательного перемещения, в частности электропривода, пневмо- или гидропривода (не показаны). Устройство имеет элемент защиты проволоки 3 от механических повреждений в пазу. Элемент может быть выполнен, например, гибким (фиг.1-6), а именно в виде спирального канала 8 (фиг.1 и 2) для проволоки, проходящего через всю длину паза, в виде канала (фиг.3 и 4), образованного двумя подпружиненными пластинками (пружинами) 9,10 в виде спирального канала 11, занимающего часть паза. Элемент защиты может быть также выполнен в виде фигурной плоскости 12 (фиг. 7) в дне паза. Для пробоя изоляционного слоя (на алюминии или другом металле) на конце проволоки устанавливается жесткий вольфрамовый, керамический граненый с медными вставками (не показано) или другой обработки электрод. Проволока при этом вторым краем жестко фиксируется в верхней точке над пазом, а нижняя на электроде способна перемещаться.
Способ осуществляют следующим образом.
Через ролики 1, 2 электродную проволоку 3 подают через направляющий паз корпуса 5 в горелку 4. При этом проволока проходит через элемент защиты от повреждений, если он имеется, или через спиральный канал 8 (фиг.1 и 2), или через канал (фиг. 3 и 4) между подпружиненными пластинками 9, 10, или через канал 11 (фиг. 5 и 6), или через паз с фигурной плоскостью 12 (фиг.7). В исходном положении и при обычном режиме сварки подвижная стенка 6 паза отведена на максимально заданное расстояние от неподвижной стенки корпуса 5 (как показано на чертежах). При необходимости подать мощный и короткий (до сотых долей секунды) импульс в направлении, показанном стрелкой, от привода возвратно-поступательного перемещения передается усилие на шток 7. Подвижная стенка 6 паза, перемещаясь в сторону стенки 5, сжимает проволоку 3 (которая в исходном положении изогнута в пазу) и выпрямляет ее. Учитывая невозможность ее перемещения вверх через ролики 1,2, проволока 3 в короткий момент с большой скоростью подается в сварочную ванну, чем вызывает увеличение сварочного тока и пробивает, например, покрытие из алюминия, расположенное на стыке двух свариваемых деталей. В случае установки вольфрамового или другого твердосплавного электрода импульсом подачи пробивается верхний слой изоляции, а при отводе зажигается дуга между твердосплавным электродом и свариваемым металлом. В дальнейшем эта дуга перехватывается подающейся сварочной проволокой. Этот же метод может быть использован для подачи холодного металла в сварочную ванну. Так возможно достижение скорости подачи в этот момент, который не может быть обеспечен источником питания расплавлением с помощью горения сварочной дуги. Дуга в этот момент не горит, а только нагревается сварочная проволока. После обработки сигнала сварочная проволока подается с прежней скоростью и происходит заплавление. При отводе же подвижной стенки 6 скорость подачи уменьшается, что обеспечивает заплавление кратера.
Преимущества способа заключаются в расширении технологических возможностей при использовании простых средств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ ТОЧЕЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1988 |
|
RU2102205C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБ ПО КОЛЬЦУ | 1990 |
|
RU2016730C1 |
| Устройство для импульсной подачи электродной проволоки | 1990 |
|
SU1801711A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И/ИЛИ СВАРКИ | 1990 |
|
RU2047452C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2026767C1 |
| Способ автоматической точечной дуговой сварки и автомат для его осуществления | 1990 |
|
SU1797548A3 |
| Способ подогрева защитного газа и устройство для сварки с подогретым защитным газом | 1990 |
|
SU1788926A3 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| КОПИРНЫЙ ПАЛЕЦ | 1991 |
|
RU2016742C1 |
Использование: в сварочном производстве, в автоматической сварке плавящимся электродом. Сущность изобретения: в процессе сварки плавящимся электродом для кратковременного резкого увеличения скорости подачи проволоки ее сначала притормаживают с образованием изогнутого участка, а затем быстрым боковым нажимом на проволоку распределяют изогнутый участок. 2 з.п. ф-лы, 7 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МЕХАНИЗМ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 0 |
|
SU300270A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
