Изобретение относится к литейному производству, в частности к получению отливок в формах, изготовленных вакуумно-пленочной формовкой (ВПФ).
Известно применение способа непрерывного литья в форме - кристаллизаторе, футерованном методом ВПФ.
Известен способ получения отливок методом ВПФ, включающий герметизацию синтетической пленкой формы, вакуумирование песка формы и заливку формы металлом.
В обоих способах после заливки расплавленного металла в форме открытые поверхности металла сжигают пленку, покрывающую близлежащие поверхности контрлада формы. Это происходит вблизи воронки, прибылей и выпоров на контрладе при литье в формы, выполненные в опоках. А при литье непрерывным способом в открытый кристаллизатор горячий металл отливки (полосы) сжигает вдоль отливки значительные поверхности пленки. Происходит разгерметизация значительных поверхностей формы и подсос в эти места воздуха. Последнее требует увеличение мощности вакуумных насосов и энергозатрат на вакуумирование, чтобы поддержать уровень разрежения в форме для сохранения ее прочности на заданном уровне. Этот недостаток способов ВПФ особенно значим при заливке большого количества форм, расположенных, например, на конвейере.
Целью изобретения является снижение затрат на вакуумирование форм.
Указанная цель достигается тем, что открытые поверхности металла и близлежащие участки поверхности формы покрывают мешками из синтетической пленки, заполненными песком. Для непрерывной отливки мешок с песком изготавливают непрерывно. Для крупных форм, когда не удобно разместить песчаные мешки сразу после заливки, их размещают перед заливкой металла в форму. В последнем случае для придания прочности песчаному наполнителю его вакуумируют.
При контакте мешка с металлом песок просыпается на поверхность металла, а пленка мешка плотно прилегает к контрладу формы, притягиваясь вакуумом формы. Для массивных выпоров и прибылей происходит сваривание пленки контрлада формы с пленкой мешка. Таким образом достигается надежная герметизация поверхности формы в местах прогорания пленки формы, что устраняет подсос воздуха в песок формы, падение уровня разрежения и снижает затраты на вакуумирование (как энергозатраты, так и затраты на оборудование).
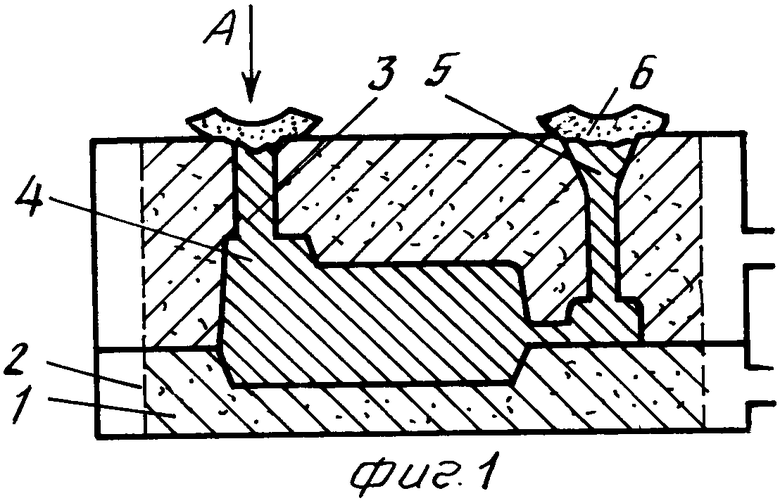
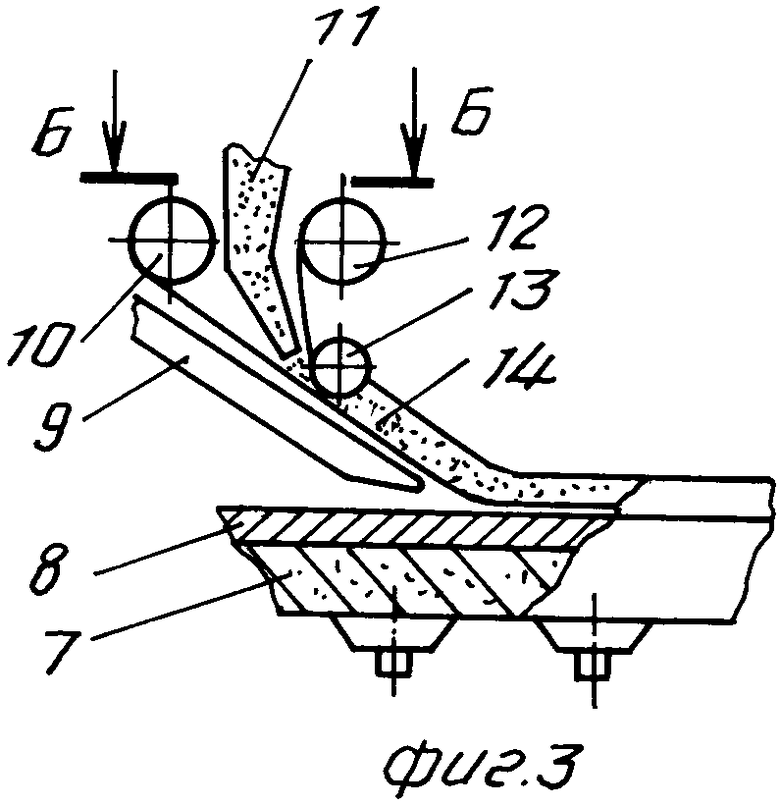
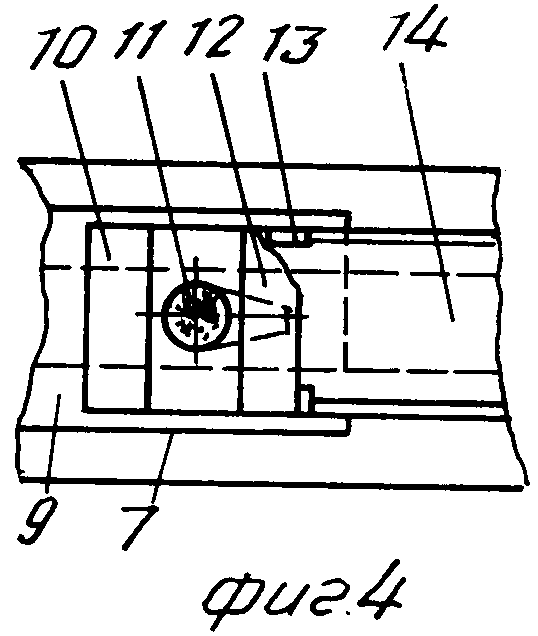
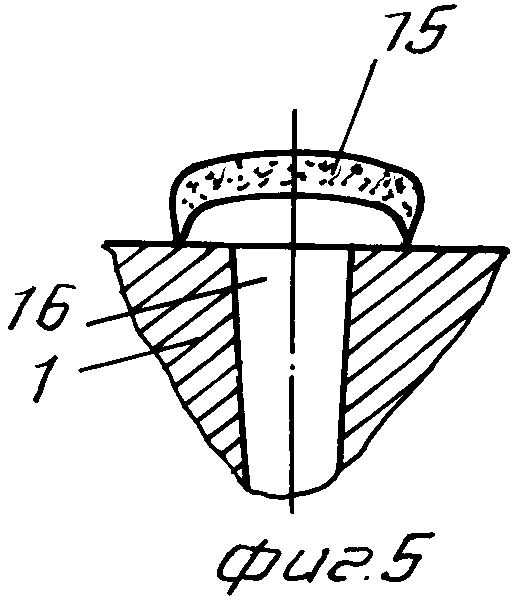
На фиг.1 изображена форма, разрез; на фиг.2 - вид по стрелке А на фиг. 1, способ размещения мешка над отверстием выбора (показано пунктиром); на фиг. 3, 4 - устройство для наложения мешка на подвижный кристаллизатор; на фиг.5 - положение мешка с вакуумируемым песком над отверстием выпора.
На фиг.1 показана форма 1, вакуумируемая известным методом через перфорированные стенки 2 опок. На поверхность торца выпора 3 отливки 4, воронки 5 и близлежащую поверхность контрлада положены мешки 6 (пленка контрлада формы и мешков условно не показана).
Для применения способа для литья на подвижном кристаллизаторе 7, на котором получают отливку 8, используют устройство, состоящее из склиза 9, рулона 10 нижней пленки мешка, песковода 11, рулона 12, верхней пленки мешка, двух нагреваемых роликов 13 для сварки пленок мешка 14.
Для предварительного размещения мешка 15 над отверстиями формы 1 его выполняют герметично сваренным и вакуумируемым в песке мешка. Размещается мешок 15 над полостью 16 выпора.
Способ реализуют следующим образом.
После заливки металла в форму 1, полученную в опоке с перфорированными стенками 2, через которые вакуумируют форму, на верх выпора 3 отливки 4 и воронки 5 накладывают мешки 6 с песком, как показано на фиг.1, 2.
Под весом песка мешок 6 прогибается и пленка мешка контактирует с контрладом формы 1. Горячий металл выпора 3 и воронки 5 прожигает пленку мешка 6 и песок из мешка высыпается на металл. Пленка мешка либо сваривается с пленкой контрлада, либо плотно прилегает к нему под действием вакуума формы, который через открытый песок вокруг зоны контакта выпора и воронки отливки с формой проникает в мешок 6 и упрочняет его наполнитель до прочности, приближающейся по величине к прочности песка формы 1.
Песок мешка 6 создает прослойку между металлов и верхней пленкой мешка, а последняя не сжигается и надежно герметизирует область формы вокруг воронки или выпора.
Значительные потери величины разрежения происходят при литье полосы известным способом. Для их устранения на движущийся кристаллизатор 7 с получаемой полосой 8 накладывают мешок, получаемый следующим образом. На склиз 9 подают нижнюю пленку из рулона 10. По песководу 11 подают песок. Нижнюю пленку сваривают с верхней, подаваемой из рулона 12, нагреваемыми роликами 13 известным способом. При этом обеспечивают одновременную подачу песка в свариваемый рукав, после чего получают непрерывный мешок 14 с песком. Мешок 14 по склизу 9 опускают на кристаллизатор 7 с отливкой 8 по мере движения кристаллизатора.
Мешок, лежащий на кристаллизаторе, прижимается к нему под действием разрежения, и при движении кристаллизатора последний тянет за собой мешок. Кроме того, угол наклона склиза обеспечивает легкое скольжение по нему мешка за счет собственного веса.
Мешок наносят на отливку 8 после образования на ней поверхностной корки либо на жидкий металл отливки.
Наиболее благоприятный по технике безопасности вариант применения способа показан на фиг.5.
Мешок из синтетической пленки засыпают песком, вакуумируют, заваривают, например, как при известном изготовлении стержня. Сварочный шов выполняют между мешком, заполненным песком, и вакуумирующим его фильтром таким образом, что в герметично заваренном мешке песок остается под разрежением. При этом песок в мешке приобретает прочность подобно стержню, полученному методом ВПФ. Четыре края мешка загибают в одну сторону и деформированный таким образом мешок 15 устанавливают над полостью 16 выпора 3 на контрладе формы 1. Мешок 15 не препятствует сообщению полости формы с атмосферой, а в процессе заливки при подходе металла к верху полости 16 от сжигает нижнюю пленку мешка 15, который теряет прочность и падает на отверстие выпора аналогично ранее описанному варианту способа.
Мешок 15 можно формовать подобно формовке стержня, обеспечивая выполнение каналов для сообщения полости 16 с атмосферой. При наложении мешка на открытые прибыли песок, покрывающий прибыли, способствует торможению затвердевания прибыли, что уменьшает питание отливки и предотвращает образование усадочных дефектов. Возможно заполнение мешка специальным наполнителем с низкой теплопроводностью либо экзотермической смесью. Хотя вакуумируемый песок имеет более низкую теплопроводность, чем смесь при формовке по-сырому.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2022681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2027537C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2026767C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070469C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ | 1991 |
|
RU2017560C1 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2014938C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2015794C1 |
Сущность способа: герметизируют синтетической пленкой полуформы, вакуумируют форму и заливают ее металлом, затем открытые поверхности формы покрывают мешками из синтетической пленки, заполненными формовочным песком, при этом при непрерывном литье открытые поверхности металла и близлежащие поверхности формы покрывают непрерывно изготовляемым мешком. Заполненные формовочным песком мешки вакуумируют, герметично заваривают и устанавливают на контрладе формы. 2 з.п. ф-лы, 5 ил.
| Минаев А.А | |||
| и др | |||
| Вакуумная формовка | |||
| М.: Машиностроение | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
