Изобретение относится к литейному производству, в частности к формам для непрерывного литья.
Известен способ изготовления формы для непрерывного литья, включающий нанесение облицовки на форму кристаллизатора [1].
Целью изобретения является расширение технологических возможностей техпроцесса для непрерывного литья тонкостенных профилей, повышение качества отливок.
Цель достигается тем, что при изготовлении формы для непрерывного литья получают кристаллизатор в виде бесконечной ленты, облицованной огнеупорным песком путем вакуумно-пленочной формовки с засыпкой песка на бесконечную ленту, наложением на песок синтетической пленки, формовкой рабочей полости кристаллизатора моделью и созданием в песке рабочего разрежения. Формовку рабочей полости производят, протягивая модель внутри песчаной облицовки и формуя также литниковый канал, а литниковую воронку формуют валком с моделью.
Отверстие воронки могут закрывать другой бесконечной лентой, облицованной по методу вакуумно-пленочной формовки.
Литниковую воронку в виде желоба могут формировать в облицовке бесконечной ленты, смыкающейся с кристаллизатором и сообщающей литниковую воронку с литниковыми каналами и рабочей полостью.
Протягивание модели внутри песчаной облицовки позволяет получить полный профиль формы: кроме боковых и нижней поверхностей также и потолочную. Формирование литниковой воронки в облицовке бесконечной ленты технологически упрощает получение литниковой системы.
Сведения о формовке рабочей полости методом ВПФ кристаллизатора в виде бесконечной ленты путем протяжки модели с подвижными стенками сквозь слой песка, а также о закрывании литниковой воронки или канала указанного кристаллизатора другой бесконечной ленты (либо формовка в ней воронки), облицованной методом ВПФ, в информации, имеющейся у заявителя, отсутствуют. Следовательно, техническое решение отвечает критерию изобретения "Существенные отличия".
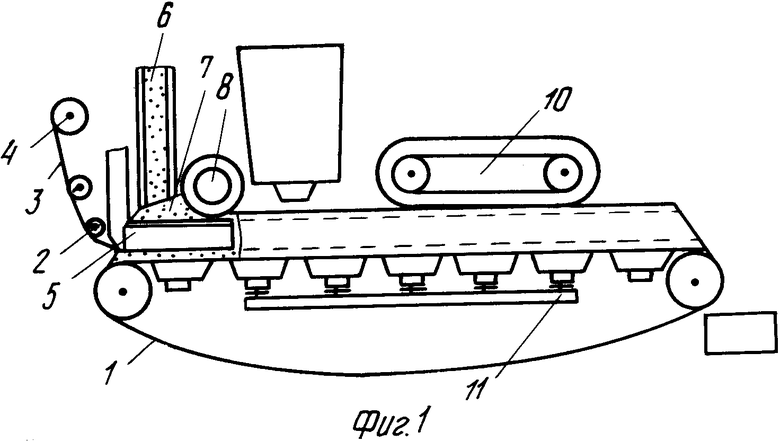
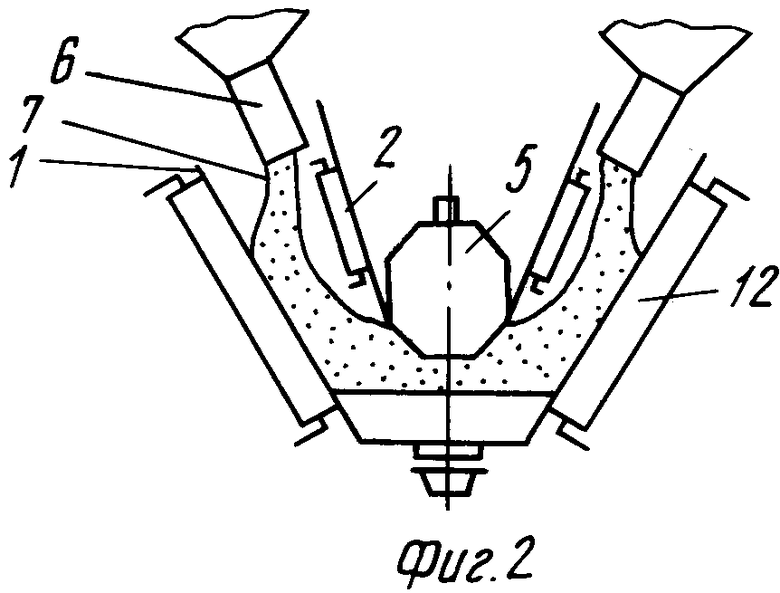
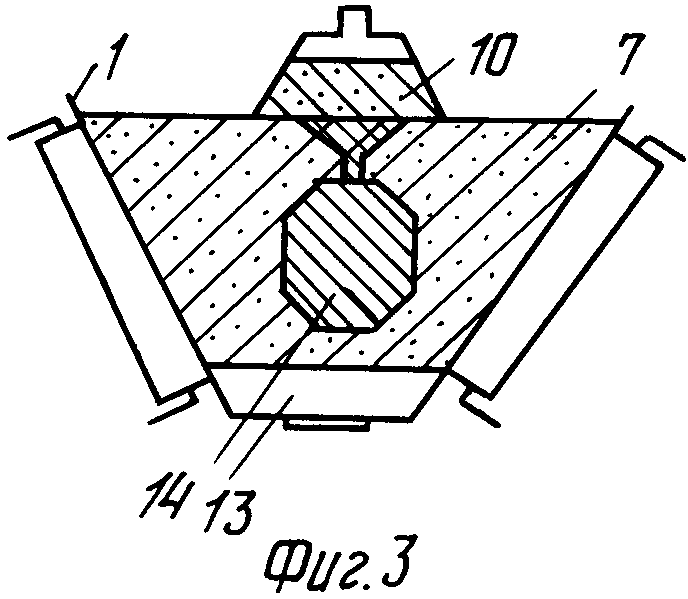
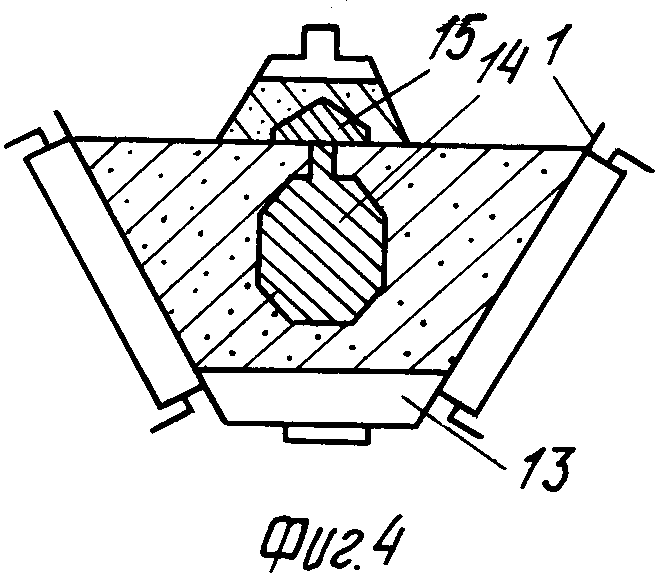
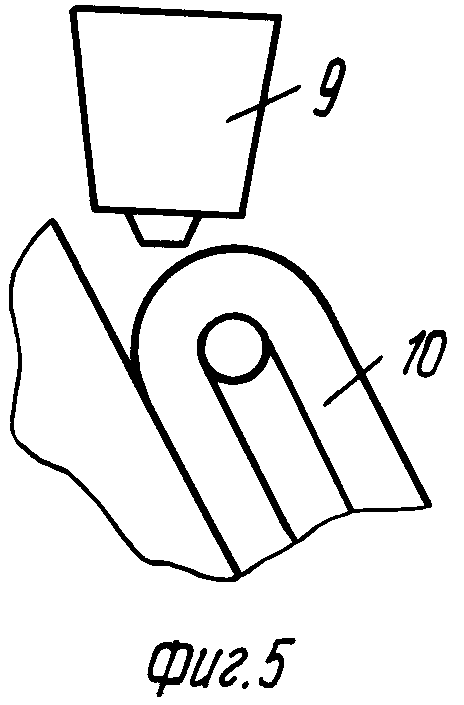
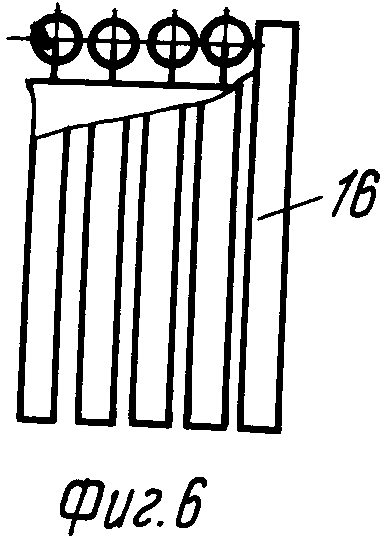
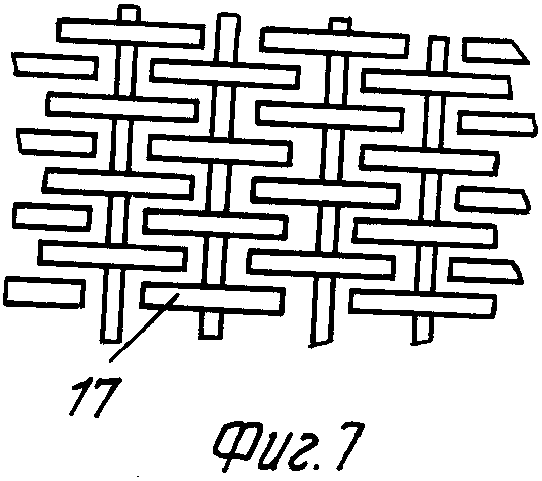
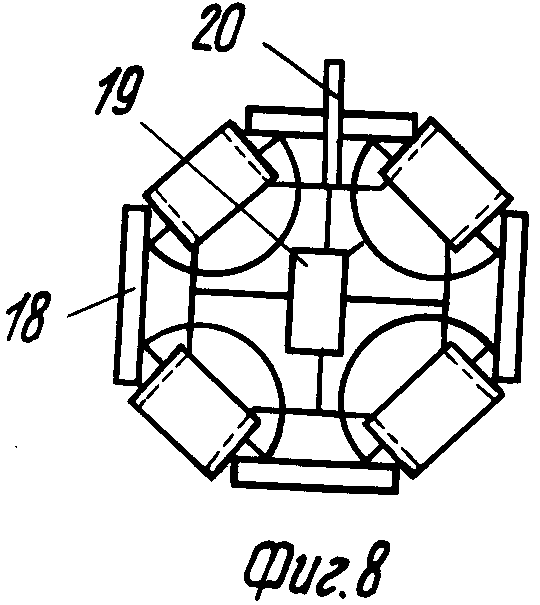
На фиг. 1 представлена схема предлагаемой установки; на фиг. 2 - то же, поперечный разрез по плоскости, проходящей через песководы для засыпки песка; на фиг. 3 - кристаллизатор после заливки полости металлом, поперечный разрез; на фиг. 4 - то же, при формовке литниковой воронки - желоба в облицовке накладываемой облицовочной ленты; на фиг. 5 - схема заливки металла в литниковую воронку - желоб, расположенную в облицовке накладываемой ленты; на фиг. 6 - вариант конструкции подвижной стенки модели в виде роликов; на фиг. 7 - то же, в виде роликов-шайб; на фиг. 8 - то же, в виде роликов, покрытых бесконечными гибкими лентами или подвижно соединенными пластинами.
Для осуществления способа используется установка непрерывного литья, имеющая бесконечную гибкую ленту 1, ролики 2 для наложения пленки 3 из рулона 4 на модель 5 с подвижными стенками. Песковод 6 служит для засыпки песка 7, для укладки участков пленки, выходящих на лад кристаллизатора, предназначен валок 8, имеющий модель для формовки воронки. Для заливки металла имеется ковш 9, а для накрывания воронки кристаллизатора - лента 10, футерованная (облицованная) песком методом ВПФ. Система 11 вакуумного сопровождения кристаллизатора сообщена с вакуумным насосом. Лента 1 лежит на роликах 12, имеет фильтры 13 для вакуумирования песка. После заливки получают профиль 14. Воронка для заливки может быть выполнена в виде желоба и расположена как в облицовке ленты 1, так и ленты 10 - желоб 15. Стенки модели 5 выполняют из цилиндрических роликов 16, расположенных с минимальным зазором между ними, либо роликов-шайб 17, либо из роликов, покрытых бесконечными гибкими лентами 18 или подвижно соединенными пластинами. Оси роликов закреплены на каркасе модели 5, а для формовки литникового хода имеется модель - выступ 20. Примерная длина роликовой модели от 0,4 м.
При движении бесконечной ленты 1 ее облицовывают песком 7 методом ВПФ. Для этого пленка 3, разматываемая из рулона 4, направляется роликами 2 к модели 5. Между пленкой 3 и лентой 1 по песководам 6 засыпают песок 7, который своим весом прижимает пленку 3 к модели 5. Валком 8 прижимают участки пленки, выходящие на контрлад кристаллизатора (фиг. 3). Для облицовки моделей 5 сложной конфигурации возможно применение вакуумирования всей поверхности (либо частично) валка 8 во избежание образования морщин пленки 3. Лента 1 движется по роликам 12. Заливку рабочей полости производят из стопорного ковша 9. При литье толстостенных профилей в воронке длительное время сохраняется жидкий металл. При установке кристаллизатора под углом к горизонтали больше 5о с целью уменьшения площади зеркала заливаемого металла во избежание вытекания из воронки жидкого металла отверстие воронки закрывают другой бесконечной лентой 10, облицованной методом ВПФ аналогично ленте 1. Вакуумирование кома песка осуществляют фильтрами 13, расположенными вдоль лент. После заливки образуется профиль 14. Пример выполнения литниковой воронки-желоба в облицовке ленты 10 показан на фиг. 4. Способ, в котором желоб 15 заливают металлом, применяют в случае, когда кристаллизатор расположен под углом 45-90о к горизонтали (для толстостенных профилей, например, с габаритными размерами сечения свыше 0,3х0,3 м). При этом металл из ковша 9 заливают (фиг. 5) в желоб на изгибе облицованной ленты 10. На поверхности желоба 15 образуется корка или пленка металла, герметизирующая песок вместо синтетической пленки. При дальнейшем изгибе при вращении ленты 10 незначительная деформация облицовки не ухудшает качества профильной отливки (профиля 14). Длина ленты 19 определяется продолжительностью затвердевания отливки 14. Формовку производят следующим образом. На фиг. 6-8 показаны примеры или элементы конструкции модели 5 с подвижными стенками, вдоль которых свободно перемещают пленку 3. На правом конце модели 5 (фиг. 1) при разрежении в песке 50 кПа прочность при сжатии песка составляет (Минаев А. А. и др. Вакуумная формовка. М.: Машиностроение, 1984, с. 38, рис. 23) 0,33 МПа, на левом конце при засыпке песка - близка к нулю. Протяжкой модели 5 с подвижными стенками вдоль слоя песка, постепенно по направлению протяжки набирающего прочность, формируют (формуют) рабочую полость кристаллизатора. После заливки и затвердевания отливки-профиля ее охлаждают в песке без вакуумирования.
Указанным способом можно получить отливки типа блюмов или слябов и в нагретом виде после извлечения из песка направлять на прокатку. В отличие от прототипа модель формирует как боковые, так и потолочную стенки полости кристаллизатора, что улучшает качество профильных отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029653C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2022681C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2026767C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2015794C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2027537C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2040357C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ПОЛОСТЕЙ В ФОРМОВОЧНОЙ СМЕСИ | 1992 |
|
RU2026128C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ | 1991 |
|
RU2017560C1 |
Изобретение обеспечивает расширение технологических возможностей и повышение качества литья. Это достигается протяжкой модели внутри песчаной облицовки, полученной на бесконечной ленте методом вакуумно-пленочной формовки. При протяжке модель формирует боковые, нижнюю и потолочную поверхности формы. 2 з.п. ф-лы, 8 ил.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
