Изобретение относится к смазкам для обработки металлов давлением, в частности при волочении проволоки, механически очищенной от окалины.
Известна смазка для холодной обработки металлов [1], имеющая в своем составе триполифосфат натрия, сульфат натрия карбоксиметилцеллюлоза, силикат натрия, алкилсульфаты, синтетические жирные спирты фракции С10-С16, кальцинированную соду, кубовый остаток СЖК.
Смазка по [2] с целью повышения стабильности усилия волочения содержит в своем составе натриевую соль СЖК, силикат натрия, (п-нитрофенил)-2 аминопропандиол-1,3.
Данные смазки содержат силикат натрия. Соли кремниевой кислоты при волочении являются как бы абpазивами, что ухудшает условия волочения металлов. Возрастает сила волочения, что может привести к обрывности проволоки при высокоскоростном волочении и повышенному износу инструмента.
Наиболее близким техническим решением является смазка [3], содержащая натриевые соли синтетических жиpных кислот фракции С21-С25, натриевую соль фосфорных кислот (триполифосфат) и окисленную сажу.
Целью изобретения является улучшение антифрикционных свойств смазки, снижение сил волочения и улучшение санитарно-гигиенических условий труда.
Цель достигается тем, что смазка для волочения металлов, содержащая натриевые соли синтетических жирных кислот фракции С21-С25 и триполифосфат натрия дополнительно содержит окись цинка, белую сажу, силикагель, шламовую воду от процесса получения медно-хромбариевого катализатора и кубовый остаток синтетических жирных кислот при следующем соотношении компонентов, мас. %:
натриевые соли синте-
тических жирных кислот фракции С21-С25 48-58 окись цинка 0,2-0,4 белая сажа 0,1-0,3 силикагель 0,1-0,4 триполифосфат натрия 0,2-0,4 Шламовая вода от про- цесса получения медно- хром-бариевого катализатора 0,2-0,4 кубовый остаток синтети- ческих жирных кислот остальное
Смазку готовят следующим образом. Берут необходимое количество СЖК С21-С25, кубовый остаток переработки СЖКА и минеральных кислот (соапстоки хлопковых масел), нагревают до 85-90о, тщательно перемешивая. При интенсивном перемешивании добавляют компоненты триполифосфат, сажу, силикагель, окись цинка, шламовую воду от процесса получения медно-хром-бариевого катализатора. После тщательного перемешивания начинается процесс омыления, добавляя при этом небольшими порциями 10%-ный раствор NaOH, при этом, следя за температурой омыления, которая не должна превышать 90о. При достижении массой рН 8-11 подачу щелочи прекращают. Массу тщательно перемешивают еще в течение 30-40 мин. После этого массу выливают тонким слоем на противень или транспортирующую ленту, помещают в сушильные шкафы, где сушат при 95-105оС до содержания влаги в массе менее 5%. Далее сухую массу помещают в шаровые мельницы, где проводят ее измельчение. При необходимости получения массы гранулометрического состава сухую размолотую смазку просеивают через калибровочные сита, размер которых определяется заказчиком.
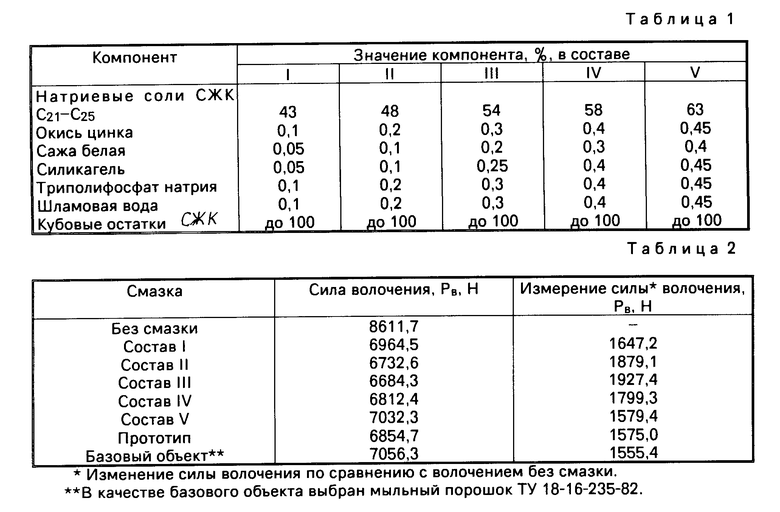
Для оценки антифрикционной эффективности заявляемого технического решения были приготовлены пять составов смазки (табл.1).
Опытное волочение осуществляли на разрывной машине типа УММ-5, имитирующей стан однократного волочения со скоростью 100 мм/мин.
Волочение вели за две протяжки по маршруту 4,44-3,89-3,99 мм с обжатием за проход ε = 23,2% и ε = 24,0%. В качестве заготовки брали стальную проволоку марки Ст.70 с диаметром 5,05 мм. В качестве рабочего инструмента применяли твердосплавную волоку из вольфрамокобальтового сплава ВК-6.
Перед волочением проволока тщательно обезжиривалась ацетоном и затем на предварительно нагретые образцы наносили смазку. Сухой порошок подавался также и в канал волоки. В ходе волочения фиксировали текущее значение силы волочения по шкале силоизмерителя. За результат протяжки принимают среднеарифметический результат из всех замеров силы волочения. Эффективность технологической смазки характеризуется уменьшением силы волочения, т.е. чем меньше сила волочения и чем больше ее изменение по сравнению с волочением без смазки или базовым техническим решением, тем лучше технологическая смазка.
Данные опытного волочения пяти составов смазок приведены в табл.2.
Как видно из табл.2 лучшим составом, обеспечивающим минимальную силу волочения и максимальное снижение силы волочения, имеет состав III, который является оптимальным, а II и IV составы являются граничными.
| название | год | авторы | номер документа |
|---|---|---|---|
| "Смазка для сухого волочения черных и цветных металлов "Форсаж" | 1990 |
|
SU1735208A1 |
| Смазка для сухого волочения стальной проволоки | 1991 |
|
SU1754773A1 |
| "Смазка для холодной обработки металлов давлением "Акваполес" | 1991 |
|
SU1786063A1 |
| Смазка "Аминол" для холодной обработки металлов давлением | 1988 |
|
SU1546471A1 |
| СОСТАВ ДЛЯ ПОКРЫТИЯ | 1991 |
|
RU2028353C1 |
| Смазка "синол" для холодной обработки металлов давлением | 1984 |
|
SU1169981A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU765345A1 |
| Уплотнительная смазка для резьбовых соединений | 1990 |
|
SU1786062A1 |
| Смазка для холодной обработки металлов давлением | 1989 |
|
SU1659456A1 |
| КОНЦЕНТРАТ СМАЗКИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1990 |
|
SU1807725A1 |
Сущность изобретения: смазка содержит натриевые соли синтетических жирных кислот фракции (в %) C21- C25 , окись цинка 0,2-0,4, белую сажу 0,1-0,3, силикагель 0,1-0,4, триполифосфат натрия 0,2-0,4, шламовую воду от процесса получения медно-хром-бариевого катализатора 0,2-0,4 и кубовый остаток синтетических жирных кислот остальное. 2 табл.
Смазка для волочения металлов, содержащая натриевые соли синтетических жирных кислот фракции С21 - С25 и триполифосфат натрия, отличающаяся тем, что, с целью повышения антифрикационных свойств смазки, снижения усилия волочения и улучшения санитарно-гигиенических условий труда, смазка дополнительно содержит оксид цинка, белую сажу, силикагель, шламовую воду от процесса получения медно-хром-бариевого катализатора и кубовый остаток синтетических жирных кислот при следующем соотношении компонентов, мас.%:
Натриевые соли синтетических жирных кислот фракции С21 - С25 48,0 - 58,0
Оксид цинка 0,2 - 0,4
Белая сажа 0,1 - 0,3
Силикагель 0,1 - 0,4
Триполифосфат натрия 0,2 - 0,4
Шламовая вода от процесса получения медно-хром-бариевого катализатора 0,2 - 0,4
Кубовый остаток синтетических жирных кислот Остальное
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| "Смазка для сухого волочения черных и цветных металлов "Форсаж" | 1990 |
|
SU1735208A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
