Изобретение относится к области получения технологических смазок для обработки металлов давлением и может быть использовано для всех процессов деформации металлов, где в качестве технологических смазок применяются натриевые мыла жирных кислот. Известна смазка для холодного волочения проволоки, представляющая собой натриевые мыла жирных кислот товарных фракций синтетических жирных кислот (СЖК) с т.пл. на 30-40 С выше по сравнению с исходным сырьем, что достигается дополнительной термообработкой смаэки после омыления в атмосфере защитного газа tH . Однако известная смазка после тер мообработки требует измельчения перед подачей ее в очаг деформации и не обладает достаточной эффективностью при применении в жестких усло виях деформации. Наиболее близкой к предлагаемой является смазка для холодной обрабо ки металлов давлением, в состав кото рой входят омыленные жирные кислоты или омыленные кубовые остатки синте тическик жирных кислот с добавкой н комолекулярных жирных кислот или их омыленного водного раствора ,21. Существенным недостатком смазки является то, что требуемая сушка и последующее измельчение ее происходит в две стадии, вследствие чего не обеспечивается мелкодисперсность и однородность частиц смазки, что приводит к снижению антифрикционных свойств в условиях жестких режимов деформации. Кроме того, при длительном хранении смазки, подобной прототипу, она слеживается, что снижает ее эффективность при дальнейшем использовании. Целью изобретения является повышение степени дисперсности частиц смазки и улучшение ее антифрикционных свойств. Это достигается тем, что смазка для холодной обработки металлов давлением на основе омыленных жирных кислот дополнительно содержит толуолсульфонат натрия, додецилбензолсульфонат натрия, сульфат натрия и триполифосфат натрия при следующих соотношениях компонентов, вес.%: Толуолсульфонат натрия 0,4-2 Додецилбензолсульфонат натрия0,4-4 Сульфат натрия4-8
Триполифосфат натрия 0,4-4 Омыленные жирные кислотыдо 100
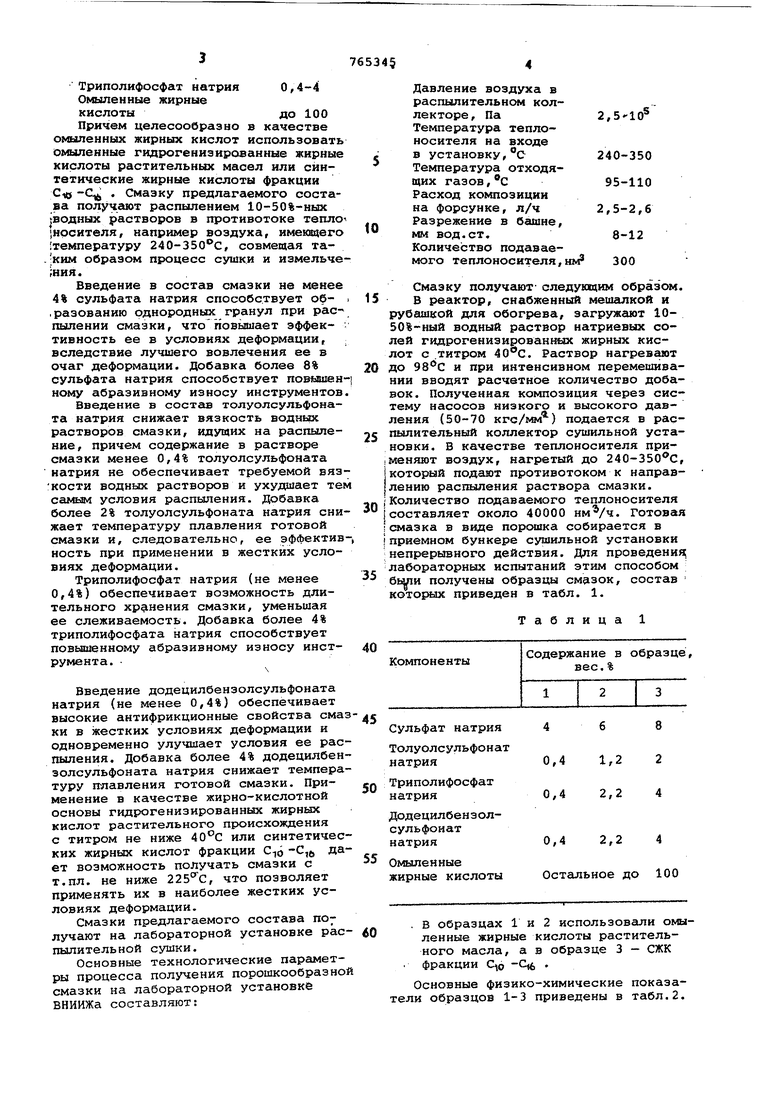
Причем целесообразно в качестве омыленных жирных кислот использовать омыленные гидрогенизированные жирные кислоты растительных масел или синтетические жирные кислоты фракции С« -С . Смаэку предлагаемого состава получают распылением 10-50%-ных |водных растворов в противотоке тепло носителя, например воздуха, имеквдего температуру 240-350 С, совмещая таким образом процесс сушки и измельчегНИЯ.
Введение в состав смазки на менее 4% сульфата натрия способствует об.разованию однородньк гранул при распылении смазки, что повышает зффек- тивность ее в условиях деформации, вследствие лучшего вовлечения ее в очаг деформации. Добавка более 8% сульфата натрия способствует повьвиенному абразивному износу инструментов.
Введение в состав толуолсульфоната натрия снижает вязкость водньах растворов смазки, идущих на распыление, причем содержание в растворе смазки менее 0,4% толуолсульфоната натрия не обеспечивает требуемой вязкости водных растворов и ухудшает тем caMhw условия распыления. Добавка более 2% толуолсульфоната натрия снижает температуру плавления готовой смазки и, следовательно, ее эффективность при применении в жестких условиях деформации.
Триполифосфат натрия (не менее 0,4%) обеспечивает возможность длительного хранения смазки, уменьшая ее слеживаемость. Добавка более 4% триполифосфата натрия способствует повьнаенному абразивному износу инструмента. Введение додецилбензолсульфоната натрия (не менее 0,4%) обеспечивает высокие антифрикционные свойства смаз ки в жестких условиях деформации и одновременно улучшает условия ее распыления. Добавка более 4% додецилбензолсульфоната натрия снижает температуру плавления готовой смазки. Применение в качестве жирно-кислотной основы гидрогенизированных жирных кислот растительного происхождения с титром не ниже 40°С или синтетических жирных кислот фракции С-,о -С,(, дает возможность получать смазки с т.пл. не ниже , что позволяет применять их в наиболее жестких условиях деформации. Смазки предлагаемого состава по лучают на лабораторной установке распылительной сушки. Основные технологические параметры процесса получения порошкообразной смазки на лабораторной установке ВНИИЖа составляют:
Давление воздуха в распылительном коллекторе. Па Температура теплоносителя на входе в установку,с Температура отходящих газов,®С Расход композиции на форсунке, л/ч Разрежение в башне, мил вод.ст. Количество подаваемого теплоносителя,
Смазку получгиот- следующим образом. В реактор, снабженный мешалкой и рубашкой для обогрева, загружают 1050%-ный водный раствор натриевых солей гидрогенизированных жирных кислот с .титром . Раствор нагревгиот до и при интенсивном перемешивании вводят расчетное количество добавок. Полученная композиция через систему насосов низкого и высокого давления (50-70 кгс/мм) подается в распылительный коллектор сушильной установки. В качестве теплоносителя применяют воздух, нагретый до 240-350 0, который подают противотоком к направлению распыления раствора смазки. Количество подаваемого теплоносителя составляет около 40000 . Готовая смазка в виде порошка собирается в I приемном бункере сушильной установки ; непрерывного действия. Для проведения лабораторных испытаний этим способом бьши получены образцы смазок, состав которых приведен в табл. 1.
Таблица 1
Содержание в образце,
Компоненты вес. % образцах 1 и 2 использовали омыенные жирные кислоты растителього масла, а в образце 3 - СЖК ракции -C|t . новные физико-химические показаобразцов 1-3 приведены в табл.2.
Таблица 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для сухого волочения стальной проволоки | 1991 |
|
SU1754773A1 |
| Смазка "синол" для холодной обработки металлов давлением | 1984 |
|
SU1169981A1 |
| Смазка для горячей прокатки металлов | 1978 |
|
SU721467A1 |
| Смазка для холодного волочения металлов | 1978 |
|
SU739084A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU960231A1 |
| СМАЗКА ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛОВ "СТОКС" | 1991 |
|
RU2023004C1 |
| Смазка для холодной обработки металлов давлением | 1977 |
|
SU652206A1 |
| Смазка для холодного волочения металлов | 1982 |
|
SU1097651A1 |
| Технологическая смазка для обработкиМЕТАллОВ дАВлЕНиЕМ | 1979 |
|
SU840092A1 |
| Смазка для холодной обработки металлов давлением | 1979 |
|
SU876703A1 |
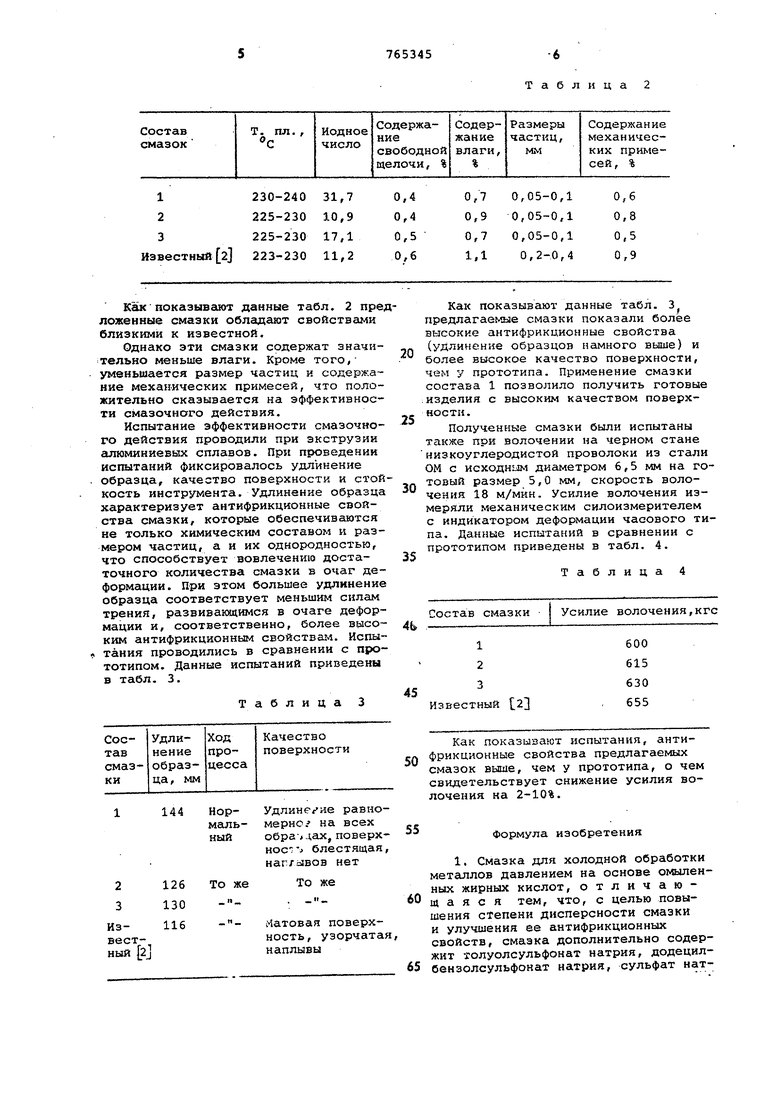
Как показывают данные табл. 2 пре ложенные смазки обладают свойствами близкими к известной. Однако эти смазки содержат значнТельно меньше влаги. Кроме того, уменьшается размер частиц к содержание механических примесей, что положительно сказывается на эффективности смазочного действия. Испытание эффективности смазочного действия проводили при экструзии алюминиевых сплавов. При проведении испытаний фиксировалось удлинение образца, качество поверхности и стой кость инструмента. Удлинение образца характеризует антифрикционные свойства смазки, которые обеспечиваются не только химическим составом и размером частиц, а и их однородностью, что способствует вовлечению достаточного количества смазки в очаг деформации. При этом большее удлинение образца соответствует меньшим силам трения, развивакадимся в очаге деформации и, соответственно, более высоким антифрикционным свойства.. Испытания проводились в сравнении с прототипом. Данные испытаний приведены в табл. 3. Таблица 3 Удлине/ие равномерно. на всех обра- дах, поверхHoc j блестящая наггывов нет Матовая поверхИзность, узорчатая вестный 2j наплывы
Как показывают испытания, антифрикционные свойства предлагаемых смазок выше, чем у прототипа, о чем свидетельствует снижение усилия волочения на 2-10%. Как показывают данные табл. 3 предлагаемые смазки показали более высокие антифрикционные свойства (удлинение образцов Е)амного выше) и более высокое качество поверхности, чем у прототипа. Применение смазки состава 1 позволило получить готовые изделия с высоким качеством поверхности. Полученные смазки были испытаны также при волочении на черном стане низкоуглеродистой проволоки из стали ОМ с исходным диаметром 6,5 мм на готовый размер 5,0 мм, скорость волочения 18 м/мйн. Усилие волочения измеряли механическим силоизмерителем с индикатором деформации часового типа. Данные испытаний в сравнении с прототипом приведены в табл. 4. Таблица 4 Усилие волочения,кгс Соста в смазки Формула изобретения 1, Смазка для холодной обработки металлов давлением на основе омыленных жирных кислот, отличающаяся тем, что, с целью повышения степени дисперсности смазки и улучшения ее антифрикционных свойств, смаэка дополнительно содержит толуолсульфонат натрия, додецилбензолсульфонат натрия, сульфат натрия и триполифосфат натрия при следующем содержании компонентов, вес.%{
Толуолсульфонат
натрия. 0,4-2
Додецилбенаолсульфонат натрия 0,4-4
Сульфат натрия 4-8
Триполифосфат
натрия0,4-4
Омыленные жирные
кислотыдо 100
спиленные гидрогениэированиые жирные кислоты растительных масел или синтетические жирные кислоты фракции
to -С
Источники инфоЕмации, . прийяте во внимание при экспертизе
I 203127, кл. С 10 М 7/20, 1967 (прототип) . .
