Изобретение относится к электротехнике, а именно к электроконтактному нагреву, и может быть использовано для термообработки, а также нагрева малогабаритных деталей перед их последующим деформированием или для локального нагрева длинномерных деталей перед их локальным деформированием.
Известна установка для электроконтактного нагрева металлических деталей [1].
Недостатки этой установки заключаются в следующем: нагрев только однотипных крупногабаритных деталей; наличие подвижных контактных зажимов, вызывающее усложнение конструкции; нагрев деталей с заданной формой поперечного сечения.
Известна установка, содержащая корпус, силовой трансформатор, нижние неподвижные контакты и верхние подвижные, соединенные токоподводами с вторичной обмоткой силового трансформатора. Контакты установки выполнены с возможностью зажима деталей, имеющих различную форму поперечного сечения. Это обеспечивается следующими конструктивными особенностями. Верхний и нижний контакты выполнены в виде полых деталей. В их рабочих поверхностях выполнены отверстия, равномерно распределенные по площади. В эти отверстия вставлены подпружиненные токоподводящие стержни, выступающие за плоскость рабочей поверхности. Надежность и качество контакта зажима с нагреваемой деталью переменного поперечного сечения обеспечивается различным выступанием свободно движущихся стержней и их плотным прижатием к детали посредством усилия пружин.
Недостатками данной конструкции являются нагрев деталей только большой длины; сложность конструкции контактов и вследствие этого снижение надежности их работы; невозможность быстрого восстановления работоспособности контактов в случае выхода их из строя.
Целью изобретения является обеспечение нагрева малогабаритных деталей с различной формой поверхности и локального нагрева длинномерных деталей при одновременном упрощении конструкции установки.
Поставленная цель достигается тем, что каждый из двух электрических контактов, закрепленных на корпусе и электроизолированных от него, соединен токоподводом с одним из выводов вторичной обмотки силового трансформатора, а рабочие поверхности контактов обращены друг к другу и взаимно размещены под острым углом. Такое выполнение установки обеспечивает регулируемые, в том числе достаточно малые размеры зоны нагрева. Это позволяет нагревать малогабаритные детали с различной формой поверхности и производить локальный нагрев длинномерных деталей, помещая их в пространство между расположенными под углом рабочими поверхностями контактов до соприкосновения с последними.
Контакты могут быть выполнены в виде соосных стержней, а обращенные друг к другу их торцы, образующие рабочие поверхности, выполнены скошенными. Это обеспечивает быстрое восстановление работоспособности контактов в случае износа, окисления или разрушения их рабочих поверхностей.
Стержни контактов могут быть выполнены из графита, что позволяет обеспечить хороший контакт между рабочими поверхностями и нагреваемой деталью.
Угол между рабочими поверхностями контактов составляет 15 ... 85о. Это обусловлено следующим. Экспериментами, проведенными авторами, установлено, что при угле менее 15о имеет место быстрый износ рабочих поверхностей контактов при помещении детали на установку, поскольку при незначительном усилии воздействия на деталь возникают большие удельные давления со стороны детали на рабочие поверхности контактов. Кроме того, при угле менее 15о требуется значительное усилие при снятии нагретой детали с установки. Это вызвано тем, что плотно установленная в контакты и расширившаяся в процессе нагрева деталь саморасклинивается между рабочими поверхностями контакта.
При угле боле 85о не обеспечивается надежный контакт нагреваемой детали с рабочими поверхностями. Это вызывает искрение, потери электрической энергии, снижение КПД установки.
На чертеже изображен общий вид предлагаемой установки.
Установка содержит корпус 1, внутри которого размещен силовой трансформатор 2. На крышке 3 корпуса 1 закреплены два электрических контакта 4 с рабочими поверхностями 5. Контакты 4 электроизолированы относительно корпуса 1, (в рассматриваемой конструкции за счет выполнения крышки 3 целиком из электроизоляционного материала). Каждый из электрических контактов 4 непосредственно соединен токоподводами 6 с одним из выводов вторичной обмотки силового трансформатора 2. Рабочие поверхности 5 контактов 4 обращены друг к другу и взаимно размещены под острым углом α.
Контакты 4 могут быть выполнены произвольной формы, но в рассматриваемом случае они выполнены в виде соосных стержней, а обращенные друг к другу их торцы, образующие рабочие поверхности 5, выполнены скошенными. При этом контакты 4 закреплены в кронштейнах 7 с возможностью осевого перемещения. Контакты 4 могут быть выполнены из материала, обеспечивающего наибольшую плотность электрического контакта с нагреваемой деталью 8, размещенной между рабочими поверхностями 5. Угол α между рабочими поверхностями 5 контактов 4 составляет 15 ... 85о, что обеспечивает, с одной стороны, плотность контакта детали 8, с рабочими поверхностями 5, а с другой стороны, увеличивает срок службы контактов 4 и облегчает работу установки.
Установка работает следующим образом.
Заготовку 8 устанавливают в пространство между рабочими поверхностями 5 контактов 4 до соприкосновения с последними. После этого посредством выключателя 9 подают напряжение на первичную обмотку силового трансформатора 2. С вторичной обмотки силового трансформатора 2 через токоподводы 6 напряжение подают на контакты 4. Нагреваемая деталь 8, размещенная между рабочими поверхностями 5, замыкает электрическую цепь и разогревается под действием проходящего через нее электрического тока. Вследствие того, что рабочие поверхности 5 размещены под острым углом, между ними можно поместить как малогабаритные детали, имеющие различную форму поверхности, так и длинномерные детали с целью их локального разогрева. После нагрева детали 8 до необходимой температуры напряжение отключают выключателем 9 и вынимают деталь 8 из контактов 4.
В случае износа или разрушения рабочих поверхностей 5 контактов 4 их вынимают из кронштейнов 7, шлифуют рабочие поверхности 5 под нужным углом и вновь устанавливают в кронштейны 7, сдвигая контакты 4 на необходимое, например, минимальное расстояние. Достаточная длина стержней контактов 4 позволяет производить эту операцию несколько раз, что сокращает время восстановления рабочих поверхностей 5 и обеспечивает экономию материала стержней контактов 4.
Стержни контактов 4, выполненные из графита, за счет мягкости материала обеспечивают надежный контакт между нагреваемой деталью 8 и рабочими поверхностями 5.
Так как деталь 8 устанавливается между рабочими поверхностями 5, расположенными под углом 15 ... 85о, то при обеспечении надежного контакта между ними, отсутствии искрения и потерь электрической энергии обеспечивается увеличение срока службы рабочих поверхностей 5 и легкость снятия детали 8 после ее нагрева с установки.
Предлагаемое устройство по сравнению с прототипом характеризуется технико-экономическими преимуществами: возможность нагрева малогабаритных деталей с различной формой поверхности или различной формой поперечного сечения; возможность локального нагрева длинномерных деталей; простота конструкции за счет применения двух неподвижных контактов; экономия материала контакта за счет стержневой формы последнего; сокращение времени подготовительного этапа в работе при переходе с одного вида детали на другой; сокращение времени проведения ремонтных работ по восстановлению рабочих поверхностей контактов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ | 2001 |
|
RU2209711C2 |
| ИНТЕГРАЛЬНАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2127183C1 |
| КАТОДНАЯ СЕКЦИЯ ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2067133C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СОЛЕВОГО АЭРОЗОЛЯ | 1991 |
|
RU2025139C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2366557C2 |
| ИНТЕГРАЛЬНАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2233217C2 |
| РУДНО - ТЕРМИЧЕСКАЯ ЭЛЕКТРОПЕЧЬ С ГОРЯЧЕЙ ПОДИНОЙ И СИЛЬНОТОЧНЫМ ТОКОПОДВОДОМ | 2013 |
|
RU2550983C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ПРОФИЛЕЙ | 2009 |
|
RU2394920C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2335381C2 |
| Способ непрерывно-последовательного индукционного нагрева длинномерных осесимметричных изделий переменного по длине поперечного сечения и устройство для его осуществления | 1981 |
|
SU1001513A1 |
Изобретение относится к установкам для электроконтактного нагрева и может быть использовано для термообработки и для нагрева малогабаритных деталей перед их последующим деформированием или для локального нагрева длинномерных деталей перед их локальным деформированием. Сущность изобретения: на корпусе 1, внутри которого размещен силовой трансформатор 2, закреплены два изолированных относительно корпуса 1 электрических контакта (ЭК) 4. Каждый из них непосредственно токоподводом 6 соединен с одним из выводов вторичной обмотки трансформатора 2. На ЭК выполнены рабочие поверхности (РП) 5, которые обращены одна к другой и взаимно размещены под острым углом. ЭК 4 могут быть выполнены в виде соосных стержней, а обращенные друг к друг их торцы, образующие РП 5, выполнены скошенными. Стержни могут быть выполнены из графита. Угол между РП 5 ЭК 4 может быть выполнен 15 ... 85°. 3 з.п. ф-лы, 1 ил.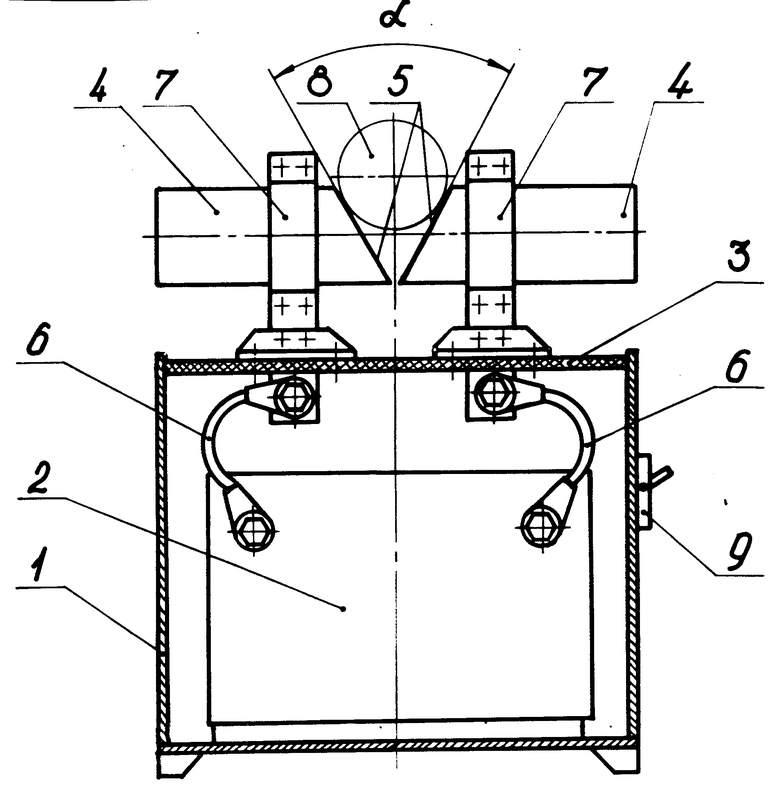
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для электроконтактного нагрева | 1983 |
|
SU1250584A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
