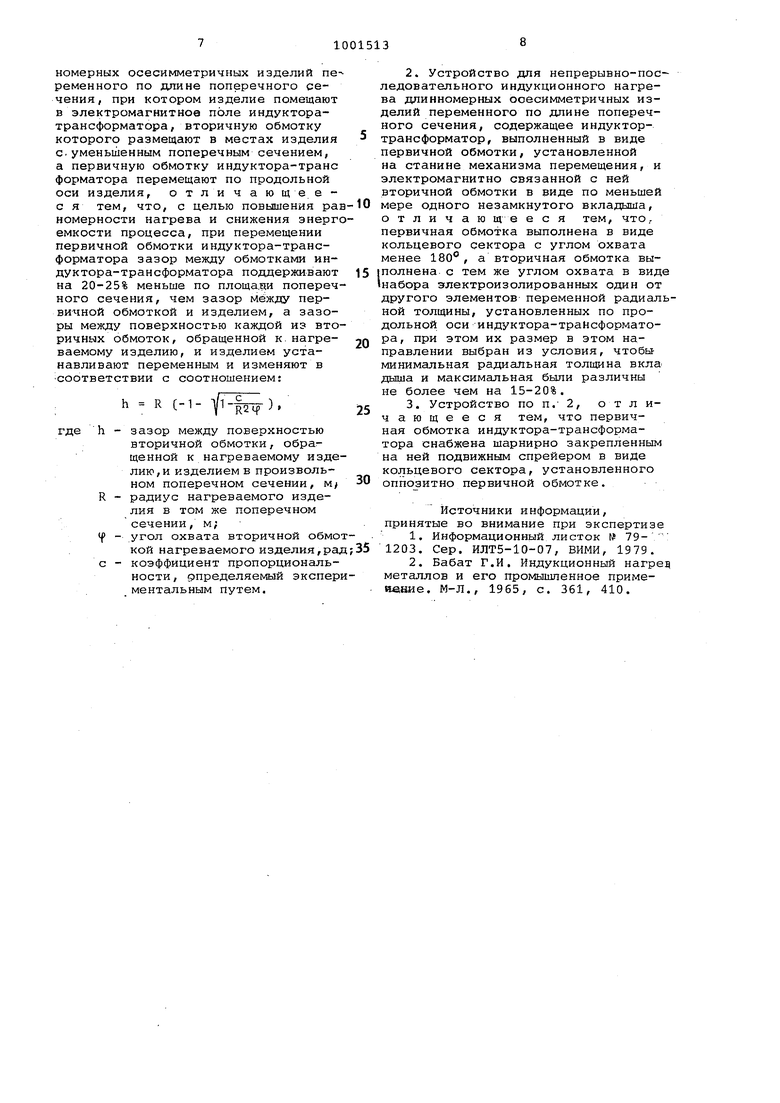
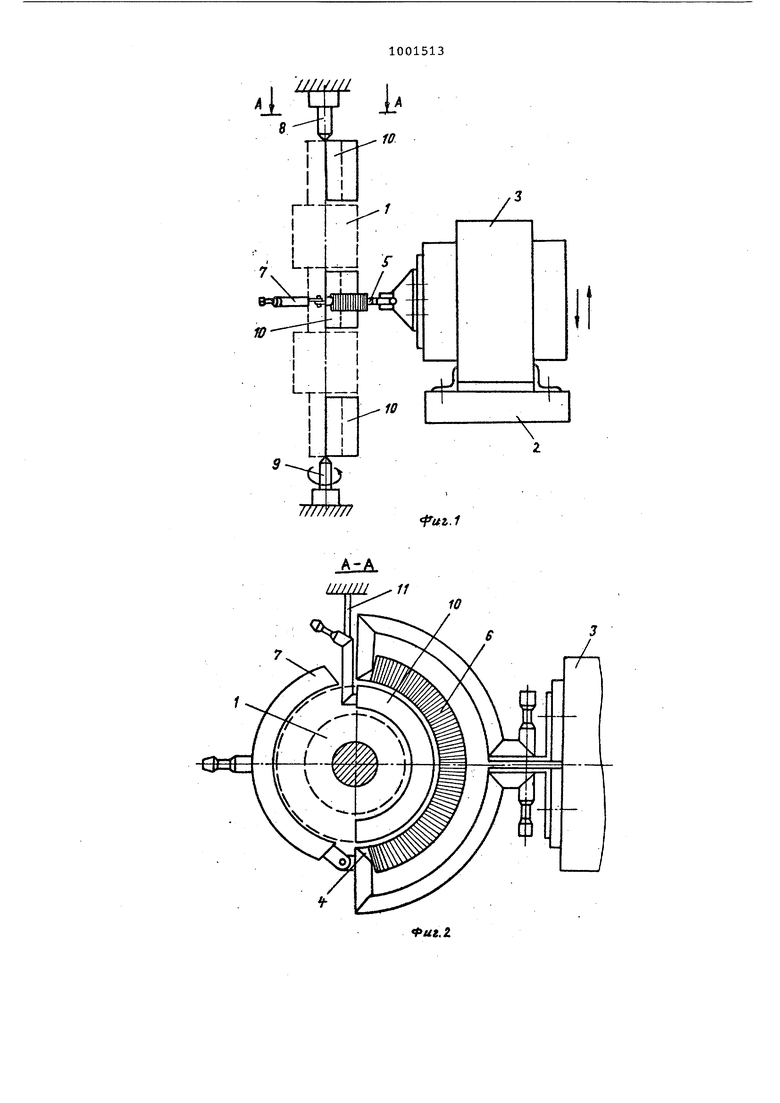
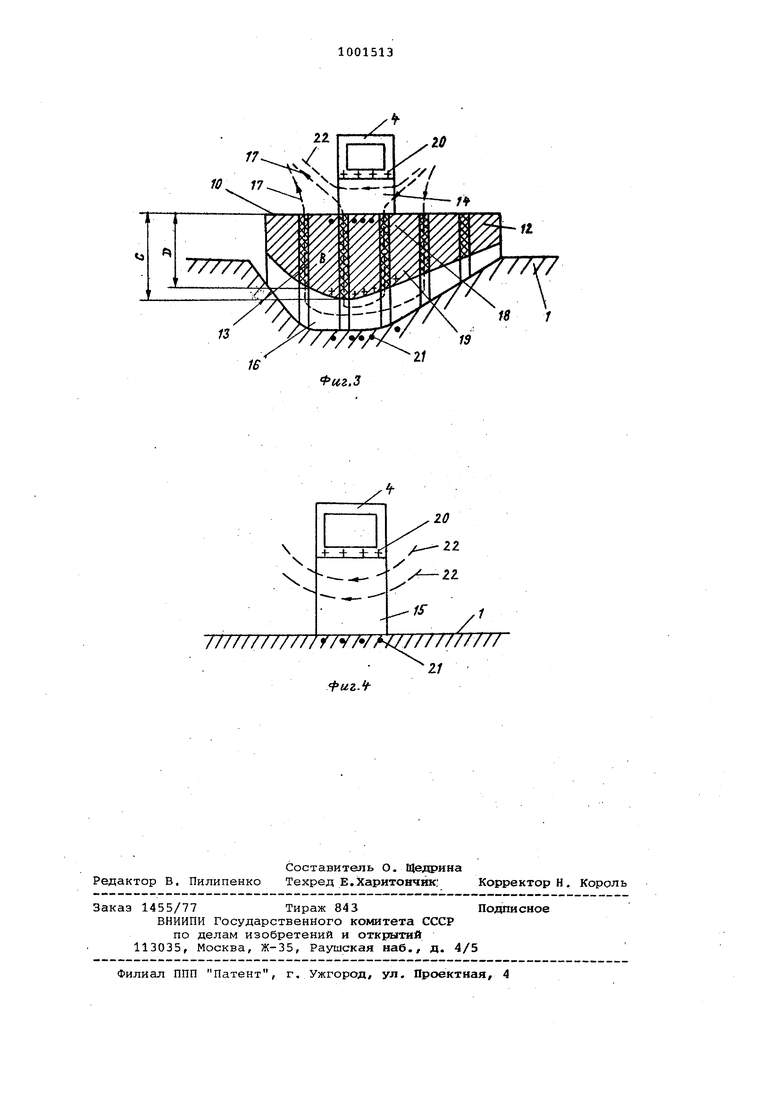
Недостатками известного способа и устройства являются невозможность равномерного нагрева изделий с проточками, ширина и глубина которых сравнима с шириной поверхности вкла дыша, обращенной к нагрева емому изделию, объясняется экранирующим действием участков изделия, прилегающих к Проточкам и имеющих большее поперечное сечение. Повышенная энергоемкость процесса объясняется увеличением зазора между вкладышем |И нагреваемой поверхностью в местах уменьшения поперечного сечения изделия и местах проточек. Цель изобретения - повышение равномерности нагрева и снижение энергоемкости процесса. Поставленная цель достигается тем, что в известном способе непрерывно-последовательного индукционно го нагрева длинномерных осесимметри ных изделий переменного по длине по перечного сечения .при перемещении первичной обмотки индуктора-трансфо матора зазор между обмотками индуктора-трансформатора поддерживают на 20-25% меньше по площади поперечног сечения, чем зазор между первичной обмоткой и изделием, а зазор между поверхностью каждой из вторичных обмоток, обращенной к нагреваемому изделию, и изделием устанавливают п ремеинЕЛМ.и изменяют в соответствии с соотношением: h R(-lRS-Lfгде h зазор между поверхностью вторичной обмотки, обращен ной к нагреваемому изделию и изделием в произвольном поперечном сечении, м; радиус нагреваемого издели в том же поперечном сечении, м ; угол охвата вторичной обмо кой нагреваемого изделия,р коэффициент пропорциональн ти, определяемый экспериме тальным путем. Первичная обмотка выполнена в ви кольцевого сектора с углом охвата менее 180°, а вторичная обмотка выполнена с тем же углом охвата в вид набора электроизолированных один от другого элементов переменной радиальной толщины, установленных по пр дольной оси индуктора-трансформатора, при этом их размер в этом направлении выбран из условия, чтобы минимальная радиальная толщина вкла дыша и максимальная были различны, не более, чем на 15 - 20%. Первичная обмотка устройства может быть снабжена шарнирно закрепленным на ней подвижным спрейером в виде кольцевого сектора, установлен ного оппозитно первичной обмотке. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема взаимо-;действия системы первичная обмотка индуктора-трансформатора - вкладышнагреваемое изделие; на фиг. 4 - схема взаимодействия системы первичная обмотка индуктора-трансформаторанагреваемое изделие. Устройство, предназначенное для осуществления предлагаемого способа нагрева, состоит из станины (не показана нагреваемого изделия 1, механизма фиксации и вращения (не показан), механизма перемещения (не показан суппорта 2, согласующего трансформатора 3, ко вторичной обмотке которого подключена первичная обмотка 4 индуктора-трансформа- , тора 5, выполненная.в виде кольцево-i го сектора и снабженная магнитопроводом 6. На первичной обмотке 4 индуктора-трансформатора 5 шарнирно закреплен спрейер 7, выполненный в виде кольцевого сектора и установленный оппозитно первичной обмотке 4. Механизм фиксации и вращения снабжен подпружиненным верхним центром 8 и вращающимся нижним центром 9.Вторичная обмотки индуктора трансформатора 5 выполнены в виде вкладышей 10, число которых равно количеству локальных изменений поперечного сечения изделия 1, расположены в местах этих изменений и - неподвижно закреплены стойками 11 на станине устройства. Каждый из вкладышей 10 состоит в осевом направлении из нескольких элементов 12, электроизолированных друг от друга изоляционными прокладками 13. При этом осевой размер В элементов 12 выбирают так, чтобы максимальная радиальная толщина С превышала минимальную радиальную толщину D не более, чем на 15 - 20%. Площадь поперечного сечения зазора 14.между первичной обмоткой 4 индуктора-трансформатора 5 и вкладышем 10,на 20-25% меньше площади поперечного сечения зазора 15 между первичной обмоткой 4 и нагреваемым изделием 1. Элементы 12 вкладышей 10 установлены так, что зазор 16 между элементами 12 и нагреваемым изделием 1 обеспечивает постоянство площади его поперечного сечения. Устройство при ре.ализации предлагаемого способа работает : следующим образом.. В исходном положении спрейер 7 отведен в сторону. Суппорт 2 совместно с согласующим трансформатором 3 находится в крайнем нихснем отно- , сительно изделия 1 положении. Изделие 1 устанавливается в центры 8 и 9, спрейер 7 приводится в рабочее положение, т. е. устанавливается оппозитно первичной обмотке.4 индуктора-тр сформатора 5, Включают механизм вращения, и через центр 9 придают вращательное движение изделию 1. Подают закалочную жидкость в спрейер 7 и напряжен на первичную обмотку согласующего трансформатора 3. Включают механизм перемещения суппорта 2 и осуществля непрерывно-последовательную .термообработку изделия 1. При движении первичной обмотки 4 индуктора-транс форматора 5 вдоль вкладыша 10 на его наружной и внутренней поверхнос тях потоком взаимоиндукции 17 индуцируются токи 18 и 19, из которых токи 18 находятся в противофазе, а 19 - в фазе с токами 20, протекаю щими в первичной обмотке 4. Токи 21, индуцированные в нагреваемом изделии 1 токами 19, протекающими по внутренней поверхности вкладыша 10, определяют удельную мощность, п редаваемую в изделие 1. Постоянство зазора 14, сохранение неизменным площади поперечного сечения зазора 16, а также выполнение вкладыша 10 из отдельных электроизолированных друг от друга элементов 12, препятс вующее перераспределению токов 19 вдоль его внутренней поверхности, обеспечивают как постоянство токов 20 в первичной обмотке 4 индукторатрансформатора 5, так и постоянство коэффициента электромагнитной связи его с нагреваемым изделием 1, т. е. неизменность индуцированных в изде ЛИИ 1 токов. 21, а следовательно, и удельной передаваемой в него мощности . Исключение перераспределения токов 19 в осевом направлении вкладыша 10 при заданной скорости перемещения первичной обмотки 4 индуктора-трансформатора 5 обеспечивает неизменность времени нагрева элемента поверхности изделия 1, а следовательно, идентичное в любом поперечном сечении изделия 1 и требуемое распределение температуры. При дальнейшем движении первичной обмотки 4 индуктора-трансформатора 5 вдол изделия 1 ее электромагнитная связь с вкладышем 10 падает до нуля, а нагрев изделия 1 осуществляется непосредственно ее полем 22. При этом величина токов 20 в первичной обмотке 4 индуктора-трансформатора 5 оста ется неизменной за счет увеличения на 15-20% зазора 15 по сравнению с зазором 18. Это обеспечивает в свою очередь неизменность токов 21, индуг цированных в изделии 1 непосредствен но первичной обмоткой 4 индукторатрансформатора 5 и практически не ;ИЗменяет ширину их настила, т.е. величины, определяющие режим наГрева, а именно удельная мощность и .время нагрева элемента поверхности :: изделия 1 остаются неизменными. При окончании процесса термообработки изделия 1 снимаются напряжения с трансформатора 2, останавливается механизм перемещения суппорта 2, выключается механизм вращения изделия 1, прекращается подача охлаждающей жидкости в спрейер .7, последний отводится в сторону, изделие 1 освобождается от центров 8 и 9. Цикл повторяется.. Способ осуществляется следующим образом. Опытную проверку предлагаемого способа осуществляют при нагреве под поверхностную закалку полого ступенчатого валика и стали БОГ длиной 430 мм с максимальным диаметром 52 мм и проточкой с диаметром от 42 до 30 мм и длиной 120 мм. В качестве первичной обмотки индукторатрансформатора используют индуктор с магнитопроводом, индуктирующий провод которого представляет собой кольцевой селектор с внутренним радиусом 32 мм и углом охвата околс 160°, В области проточки установливают изготовленный из меди в виде кольцевого сектора вкладыш. Наружный радиус вкладыша составляет 28 мм, внутренний радиус по его длине меняется от 16,5 до 23 мм. По длине вкладыш разрезают наЗ части. Ско рость движения первичной обмотки вдоль детали составляет 3,5 мм/с, скорость вращения детали вокруг оси 120 об/мин. Для экспериментальной проверки используют частоту 8,0 кГц, Мощность, потребляемая от источника питания, составляет около 40 кВт. Равномерность нагрева оценивают по глубине закаленного слоя. Металлографические исследования закаленной детали показывают, что глубина закаленного слоя составляет по всей длине изделия 2,7 + 0,3 мм, что свидетельствует о высокой степени равномерности нагрева. Предлагаемый способ и устройство для непрерывно-последовательного нагрева под поверхностную термообработку осесимметричных длинномерных изделий пе зёменного по длине поперечного сечения позволяет осуществить равномерный нагрев их при требуемом распределении температуры по поперечному сечению,в том числе изделий с большой разницей в диаметрах и с проточками, глубина и ширина которых сравнима с шириной индуктирующего провода первичной обмотки индук тора-трансформатора. Формула изобретения 1. Способ непрерывно-последовательного индукционного нагрейа д.пин номерных осесимметричных изделий пе ременного по длине поперечного сечения, при котором изделие помещают в электромагнитное поле индукторатрансформатора, вторичную обмотку которогср размещают в местах изделия с.уменьшенным поперечным сечением, а первичную обмотку индуктора-транс форматора перемещают по продольной оси изделия, о тли чающее с я тем, что, с целью повышения ра номерности нагрева и снижения энерг емкости процесса, при перемещении первичной обмотки индуктора-трансформатора зазор между обмотками индуктора-трансформатора поддерживают на 20-25% меньше по площа,да попереч ного сечения, чем зазор Между первичной обмоткой и изделием, а зазоры между поверхностью каждой из вто ричных обмоток, обращенной к.нагреваемому изделию, и изделием устанавливают переменным и изменяют в соответствии с соотношением: h R (-1где h - зазор между поверхностью вторичной обмотки, обращенной к нагреваемому изде лию, и изделием в произвольном поперечном сечении, м/ R - радиус нагреваемого изделия в том же поперечном сечении, м; (f - угол охвата вторичной обмо кой нагреваемого изделия, ра с - коэффициент пропорциональности, определяемый экспер ментальным путем. 2.Устройство для непрерывно-последовательного индукционного нагрева длинномерных осесимметричных изделий переменного по длине поперечного сечения, содержащее индуктортрансформатор, выполненный в виде первичной обмотки, установленной на станине механизма перемещения, и электромагнитно связанной с ней вторичной обмотки в виде по меньшей мере одного незамкнутого вкладыша, отличающееся тем, что. первичная обмотка выполнена в виде кольцевого сектора с углом охвата менее 180, а вторичная обмотка выолнена с тем же углом охвата в виде набора электроизолированных один от другого элементов переменной радиальной толщины, установленных по продольной оси индуктора-траИсформатора, при этом их размер в этом направлении выбран из условия, чтобыминимальная радиальная толщина вкла дыша и максимальная были различны не более чем на 15-20%. 3.Устройство по п. 2, отличающееся тем, что первичная обмотка индуктора-трансформатора снабжена шарнирно закрепленным на ней подвижным спрейером в виде кольцевого сектора, установленного первичной обмотке. Источники информации, принятые во внимание при экспертизе 1.Информационный листок № 791203. Сер. ИЛТ5-10-07, ВИМИ, 1979. 2.Бабат Г.И. Индукционный нагре металлов и его про1 1ышленное применение. М-Л., 1965, с. 361, 410.
I /WY/ I
4лР i
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ВЫСОКОЧАСТОТНОГО НАГРЕВА, НАПРИМЕР, ПОЯСКА КОРПУСА СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2108691C1 |
| Станок для термообработки длинномерных сложных изделий | 1980 |
|
SU954445A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| Установка для термообработки изделий | 1981 |
|
SU1014926A1 |
| СТВОЛ АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ, ИЗГОТОВЛЕННЫЙ МЕТОДОМ ХОЛОДНОГО РАДИАЛЬНОГО ОБЖАТИЯ, И СПОСОБ ЕГО МЕСТНОЙ ЗАКАЛКИ | 2012 |
|
RU2498185C1 |
| Индуктор для нагрева деталей | 1980 |
|
SU965031A1 |
| Индуктор для нагрева цилиндрических изделий | 1982 |
|
SU1050137A1 |
| Индуктор-трансформатор | 1977 |
|
SU687627A1 |
| Устройство для индукционной закалки крупномодульных зубчатых колес | 1988 |
|
SU1652364A1 |
| Станок для формообразования фланцев на цилиндрических заготовках | 1979 |
|
SU958007A1 |
jiiA.
tut.l
//
10
///rVvC Г5
tuz.3
//////////////y/v
«z
iO
It
2/
