Изобретение относится к машиностроению и может быть использовано для увеличения долговечности путем упрочнения и восстановления деталей машин электромеханической обработкой (ЭМО).
Известна установка УЭМО-1 для электромеханической обработки на токарновинторезном станке /Аскинази Б.М. Упрочнение и восстановление деталей машин электромеханической обработкой. - 3-е изд., перераб. и доп. - М.: Машиностроение, 1989, с. 78/, состоящая из понижающего трансформатора с аппаратурой регулирования и контроля, объединенных в одной конструкции, электроконтактного устройства (ЭКУ) к патрону, инструментальной державки, зажимаемой в суппорте станка, и двух токоподводящих кабелей.
Недостатком такой установки являются раздельное размещение блока силового питания, основных исполнительных элементов установки и вспомогательных частей, большие потери электрической энергии на нагрев токоподводящих кабелей и электроконтактного устройства, увеличенная вследствие этого мощность потребления энергии, большая материалоемкость конструкции и ступенчатое регулирование режимов обработки в рабочем диапазоне, низкая производительность процесса.
Известные источники тока для ЭМО (мощные низковольтные выпрямители и электромагнитные преобразователи) имеют еще большую металлоемкость и, кроме того, вращающиеся части сильно снижают надежность конструкции.
Наиболее близкой к предлагаемой конструкции является установка УЭМО-2 (прототип), нашедшая более широкое применение, отличающаяся от установки УЭМО-1 наличием регулятора напряжения РНО-250-5, позволяющего плавно регулировать силу тока до 1000 А и ступенчато до 1800 А (см. там же, с. 79-89).
Однако эта установка тоже имеет недостатки, присущие установке УЭМО-1, хотя они менее выражены, т.к. основные элементы установки оптимизированы по конструкции, исполнению и рабочим параметрам.
Технический результат - снижение энергетических затрат, уменьшение веса установки и повышение эффективности процесса ЭМО.
Указанный результат достигается тем, что конструкция установки выполнена размещенной в виде единого блока вместо резцедержателя на суппорте, например, токарного станка и силового трансформатора торроидальной формы, на основании которого закреплена с возможностью регулировки положения пружинная державка, а с ней соединена двухрычажная качающаяся головка, имеющая регулируемые по длине плечи рычагов относительно оси качания и установленные на концах рычагов инструментальные (высаживающие, сглаживающие, упрочняющие и т. д.) ролики, причем токоподвод к роликам выполнен непосредственно от трансформатора упругими шинами вторичной обмотки трансформатора.
На чертеже изображена конструкция предлагаемой установки (общий вид). Она состоит из блока силового понижающего трансформатора 1 с торроидальным сердечником (на базе ЛАТРа) с аппаратурой регулирования и контроля (на чертеже не обозначены), закрепленного на основании 2, в качестве которого служат, например, поперечные салазки суппорта токарного станка. На основании 2 блока 1 зафиксирована винтами (на чертеже позиции не указаны) в исходном положении пружинная державка 3 с возможностью регулировки ее положения относительно основания, соединенная с двухрычажной качающейся относительно оси 4 головкой 5, плечи рычагов 6 которой имеют переменную длину относительно оси качания. На концах рычагов 6 установлены инструментальные ролики 7, к которым выполнен непосредственный токоподвод 8 от вторичной обмотки трансформатора 1 для обеспечения электромеханической обработки заготовки.
Интегральная установка работает следующим образом: закрепленную на станке заготовку диаметром d=50 мм из стали 40Х вращают со скоростью, например, v=0,04 м/сек. На рабочие ролики 7, подведенные к обрабатываемой поверхности заготовки, от вторичной обмотки трансформатора 1 подается напряжение. В месте контакта роликов 7 с заготовкой происходит разогрев током до 1200 А ее поверхностного слоя и пластическое деформирование под действием давления роликов 7 (глубина разогреваемого слоя металла и величина пластического деформирования регулируется с помощью соответствующих элементов управления и контроля). Подача инструмента вдоль оси заготовки обеспечивается кинематикой станка и составляет 0,07-16 мм/об. В результате термомеханического воздействия роликов осуществляются различные операции электромеханической обработки: восстановление, упрочнение и т.п.
Применение двухроликового подвода с расположением силовой установки вблизи обрабатываемой поверхности устраняет из вторичной электрической цепи ЭМО токоподводящие кабели, патрон и электроконтактное устройство, потребная электрическая мощность трансформатора при этом снижается в пять раз при сохранении рабочих параметров процесса. Органы контроля и управления режимами обработки в предлагаемой установке расположены в наиболее удобном для оператора месте, что позволяет наблюдать процесс обработки и управлять им в одной визуальной зоне.
Таким образом, при применении предлагаемого технического решения - модульной интегральной установки для электромеханической обработки широкой номенклатуры ответственных деталей различных машин и оборудования повышается эффективность процесса при высоком качестве обрабатываемых поверхностей, снижаются затраты электрической энергии в 5 раз и уменьшается материалоемкость конструкции установки до 6 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ | 2001 |
|
RU2209711C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2366557C2 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2009 |
|
RU2414514C1 |
| ИНТЕГРАЛЬНАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2233217C2 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2004 |
|
RU2285728C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ НАПРАВЛЯЮЩИХ СТАНИНЫ ТОКАРНОГО СТАНКА | 2011 |
|
RU2475342C2 |
| ИНСТРУМЕНТАЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2231435C2 |
| МНОГОИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ НА СТАНКАХ | 2008 |
|
RU2383429C2 |
| ИНСТРУМЕНТАЛЬНАЯ ДЕРЖАВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ШПОНОЧНОГО ПАЗА | 2014 |
|
RU2569626C1 |
| ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ГИЛЬЗ ЦИЛИНДРОВ | 2011 |
|
RU2471607C1 |
Установка предназначена для использования в общем машиностроении для увеличения долговечности путем упрочнения и восстановления деталей машин электромеханической обработкой. Установка содержит силовой трансформатор с аппаратурой регулирования и контроля и технологически связанные с ним державку с рабочим инструментом, элементы токоподвода к инструменту и вспомогательную оснастку. Установку размещают в виде единого блока вместо резцедержателя на суппорте токарного станка. На основании установки закреплена с возможностью регулировки положения пружинная державка. С ней соединена двухрычажная качающаяся головка, имеющая регулируемые по длине плечи рычагов относительно оси качания головки и установленные на концах рычагов инструментальные ролики. Токоподвод к роликам выполнен непосредственно от трансформатора упругими шинами вторичной обмотки. При применении данной установки повышается эффективность процесса обработки, снижаются затраты электрической энергии в 5 раз и уменьшается материалоемкость конструкции до 6 раз. 1 ил.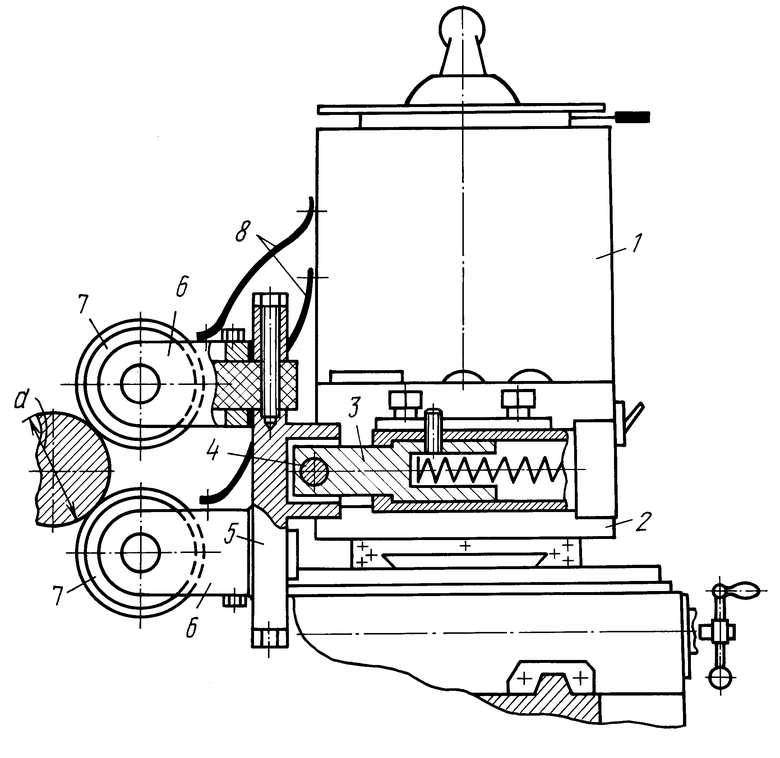
Интегральная установка для электромеханической обработки, содержащая силовой понижающий трансформатор с аппаратурой регулирования и контроля, технологически связанные с ним вспомогательную оснастку с элементами токоподвода и подпружиненную державку, несущую головку с рабочим инструментом и предназначенную для крепления на суппорте токарного станка, отличающаяся тем, что силовой понижающий трансформатор с торроидальным сердечником также расположен на суппорте токарного станка, а пружинная державка закреплена с возможностью регулирования своего положения, при этом головка смонтирована в державке с возможностью качания и выполнена двухрычажной с регулируемыми по длине относительно оси качания плечами рычагов, несущих на концах рабочие инструменты в виде роликов, токоподвод к которым осуществлен непосредственно от трансформатора упругими шинами вторичной обмотки.
| Аскинази Б.М | |||
| Упрочнение и восстановление деталей машин электромеханической обработкой | |||
| - М.: Машиностроение, 1989, с.79-89 | |||
| Устройство для электромеханического упрочнения деталей | 1975 |
|
SU531708A1 |
| Устройство для электромеханической обработки | 1989 |
|
SU1706848A1 |
| Устройство для электромеханического упрочнения деталей | 1990 |
|
SU1756128A1 |
| Приспособление для накатывания поверхностей деталей на токарных станках | 1990 |
|
SU1699762A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 0 |
|
SU272343A1 |
