Изобретение относится к технологии трикотажного производства, в частности касается способа измерения длины петли и устройства для его реализации на кругловязальных машинах трикотажных предприятий.
Известно устройство для измерения расхода нити на кругловязальной машине в котором, путем введения пересчетной схемы, счетчика, дешифратора и индикатора длины петли к имеющимся блокам измерения расхода нити, стало возможным непосредственно реализовать новую функцию измерения длины петли.
Известное устройство сложено и имеет значительное время пересчета, обусловленное как схемой пересчета длины петли, как и количеством светопроводящих щелей на мерном ролике датчика расхода нити, интервал между которыми выбран в зависимости от дискретности измерения, равной 1 мм.
Целью изобретения является повышение точности измерения длины петли.
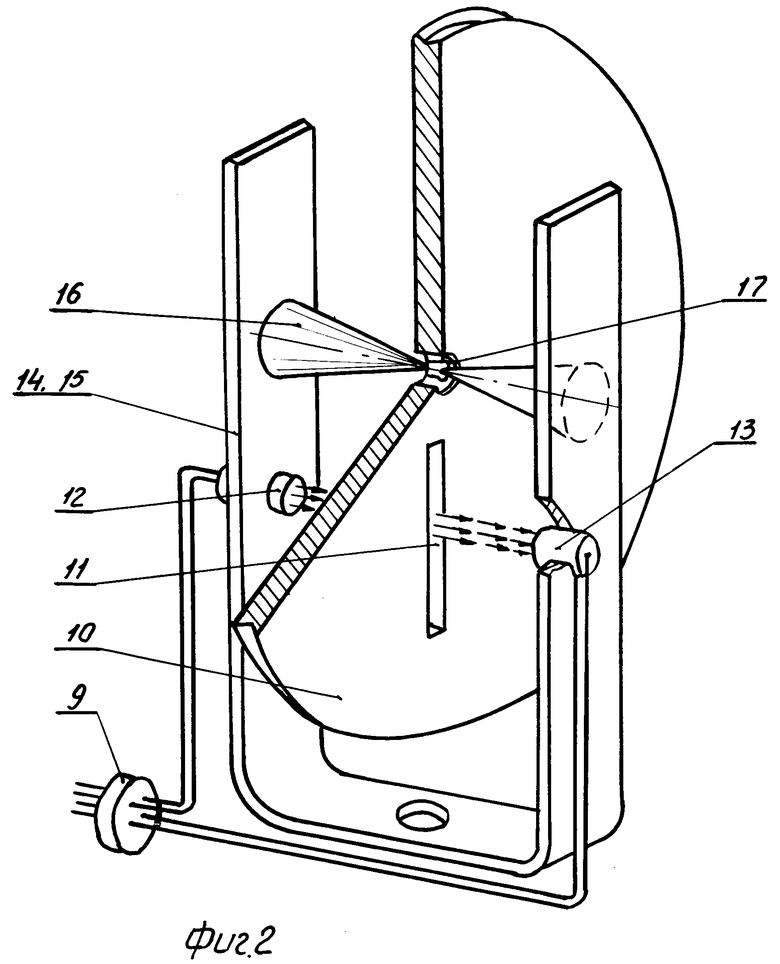
На фиг. 1 показана схема блоков устройства для измерения петли, на фиг. 2 - в аксонометрии датчик с мерным роликом со щелью с оптоэлектрическим преобразователем для отсчета длины нити.
Устройство для измерения длины петли состоит из датчика 1 отсчета нити, датчика 2 количества оборотов главного вала машины, ключа 3, счетчика 4, длины петли с дешифратором 5 и индикатором 6 и шины 7 "сброс". Конструктивно ключ 3, счетчик 4, дешифратор 5, индикатор 6 и шина 7 смонтированы в виде единого электронного блока 8. Блок 8 с датчиком 1 отсчета нити установлены для измерений на корпусе кругловязальной машины в зоне проводки одной из нитей. Блок 8 и датчик 1 могут быть выполнены переносными или в виде ручного инструмента в форме пистолета. Датчик 1 отсчета нити (см. фиг. 2) выполнен в виде фотоэлектрического преобразователя угла поворота в импульсы, подключенного к входу ключа 3 посредством разъема 9. Мерные ролики 10 датчика 1 выполняются сменными и могут иметь одну, или две, или три, или q оптические щели 11, которые характеризуют шаг преобразования датчика 1. При количестве щелей 11 более двух их располагают по окружности мерного ролика 10 равномерно. Каждый из сменных мерных роликов 10 обеспечивает измерение длины петли для конкретного значения N-числа игл, участвующих в вязании, и имеет соответствующую маркировку, а диаметр канавки ролика 10 выбран из соотношения
Дм=  , где Дм - диаметр ролика (мерного) по канавке, в мм;
, где Дм - диаметр ролика (мерного) по канавке, в мм;
N - число игл, участвующих в вязании;
К - коэффициент, определяющий точность измерения, выбран из ряда чисел 0, 1, 2,..., m;
Р - шаг преобразования импульсов, выбирается из ряда чисел 1, 2, 3,..., q.
По обе стороны от оптической щели 11 расположены источник 12 и фотоэлемент 13, подключенные в разъему 9 и установленные в боковых пластинах 14 держатели 15 U-образной формы. На боковых пластинах 14 закреплены соосно друг с другом игольчатые опоры 16, на которые отверстием 17 установлен один из сменных роликов 10. В отверстие 17 может быть впрессована втулка с центрирующими коническими или сферическими, или другими поверхностями, сопрягаемыми с концами игольчатых опор 16. Конструкция датчика 2 не существенна для предлагаемого устройства и может быть выполнена на герконах (см. прототип) или других контактных или бесконтактных элементах, выдающих один импульс на один оборот главного вала машины.
Устройство работает следующим образом.
Одну из сорока нитей, участвующих в вязании изделий, заправляют на мерный ролик 10, тем самым обеспечивая охват поверхности канавки ролика 10 и надежное вращение его в опорах 16. При введении сигнала "сброс" по шине 7 счетчик 4 длины петли сбрасывает показания, а ключ 3 устанавливается в исходное состояние, при котором импульсы от датчика 1 отсчета нити не проходят через него на счетчик 4 длины петли. Первый импульс (после сигнала "сброс") от датчика 2 количества оборотов главного вала машины перевода Т ключ 3 в другое состояние, при котором импульсы от датчика 1 проходят на счетчик 4 длины петли. При завершении одного полного оборота главного вала машины второй импульс от датчика 2 переводит ключ 3 в закрытое состояние и на счетчике 4 длины петли фиксируется значение длины петли, которое сохранялось до подачи сигнала "сброс" по шине 7.
Измерение длины петли основано на соотношении
l =  =
=  =
=  , где l - длина петли, мм;
, где l - длина петли, мм;
L - расход нити за цикл измерения, за один оборот главного вала машины, мм;
N - количество игл, участвующих в работе;
n - количество импульсов от датчика 1 (или количество оборотов мерного ролика 10 с одной оптической щелью 11) за один цикл измерений - один оборот главного вала машины (вязального цилиндра),
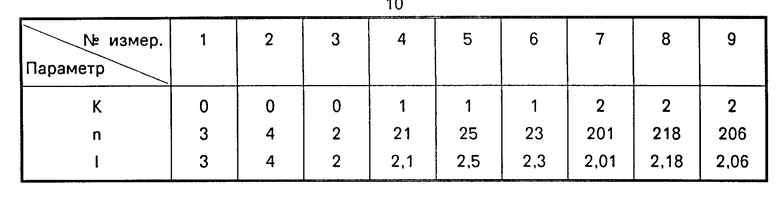
К - коэффициент, задающий точностью измерения - при К = 0 длина петли измеряется с точностью до 1 мм, при К = 1 с точностью до десятых долей, мм, а при К = 2 с точностью до сотых долей мм и т.д.
В соответствии с применением коэффициента "К" соотношение количества импульсов и длины петли при вязании выразится нижеследующим образом:
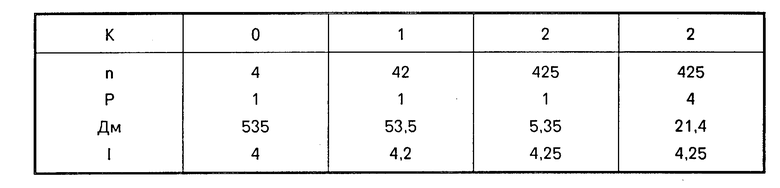
Очевидно, что выбранные три типа роликов обеспечивают измерение длины петли с точностью до одного мм (измер. 1, 2, 3) с точностью до десятых долей мм (измер. 4, 5, 6) и с точностью до сотых долей мм (измер. 7, 8, 9). Влияние шага преобразования Р на расширение конструктивно-технологических возможностей изготовления мерного диска без нарушения точности измерения видно из следующего примера: количество игл 1680, расход нити на один оборот вязального цилиндра L = 7140 мм.
При коэффициенте точности К = 2 диаметр мерного ролика составит Дм= 5,35 мм, что технически трудно реализуемо, поэтому шаг преобразования импульса принимаем Р = 4, т.е. на увеличенном в 4 раза диаметра мерного ролика прорезаем 4 равномерно расположенные оптические щели. От введения шага преобразования точность измерения не изменится, а конструктивно-технологические трудности при изготовлении мерного диска ликвидируются.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения подачи основы на основовязальной машине | 1982 |
|
SU1068563A1 |
| Прибор для контроля процесса вязания | 1987 |
|
SU1744154A1 |
| Способ изготовления двойного платированного трикотажа | 1988 |
|
SU1567677A1 |
| Устройство для измерения средней длины петли трикотажного полотна | 1972 |
|
SU468080A1 |
| Шпулярник кругловязальной машины | 1983 |
|
SU1131936A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРИКОТАЖНЫХ ИЗДЕЛИЙ С ЗАДАННЫМИ СТРУКТУРНЫМИ ПАРАМЕТРАМИ ТРИКОТАЖНОГО ПОЛОТНА | 2008 |
|
RU2379390C1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ПОДАЧИ ОСНОВЫ НА ОСНОВОВЯЗАЛЬНОЙ МАШИНЕ | 1970 |
|
SU268730A1 |
| Устройство для измерения длины наработанного товара на кругловязальной машине с вращающимся товароприемником | 1983 |
|
SU1155637A1 |
| Система для регистрации параметров обработки длинномерных изделий | 1983 |
|
SU1137302A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ НИТИ НА КРУГЛОВЯЗАЛЬНОЙ МАШИНЕ | 1991 |
|
RU2009287C1 |
Сущность изобретения: устройство содержит датчик отсчета нити 1, датчик оборотов главного вала машины 2, ключ 3, счетчик длины петли 4, дешифратор 5, индикатор 6, шина - "Сброс" 7, электронный блок 8, разъем, мерный ролик, щели, источник излучения, фотоэлемент, пластины, держатели, опоры, отверстия; 12-11-13-3-4-5-6-7. 2 ил.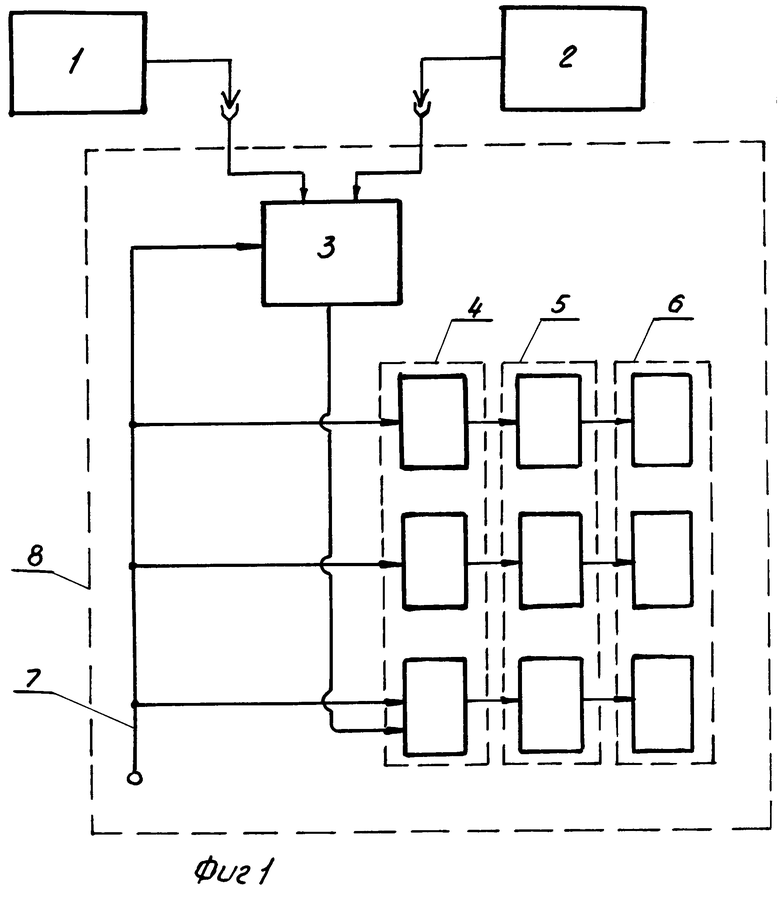
УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ ПЕТЛИ НА КРУГЛОВЯЗАЛЬНОЙ МАШИНЕ, содержащее датчик количества оборотов главного вала машины, датчик длины нити с мерным роликом, ключ, а также счетчик длины петли, дешифратор и индикатор, соединенные последовательно, отличающееся тем, что, с целью повышения точности измерения, выход датчика длины нити соединен с входом ключа, управляющий вход которого соединен с выходом датчика количества оборотов главного вала машины, выход ключа связан с соответствующим входом счетчика длины петли, а диаметр Dм мерного ролика определяется по формуле
Dм = N˙p / π˙10K ,
где N - число игл, участвующих в работе;
K = 0,1,2,...m - коэффициент, определяющий точность измерения;
P - шаг преобразования импульсов из ряда чисел 1,2,3,...,q,
а длина l петли определяется по формуле
l = n / 10K,
где n - число импульсов мерного ролика за один оборот главного вала машины.
| Авторское свидетельство СССР N 1197519, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
