Изобретение относится к машиностроению для легкой промышленности, а конкретно, к оборудованию для автоматической пришивки, например, металлических крючков и петель к тесьме.
Известна одноигольная швейная машина двухниточного челночного стежка, предназначенная для пришивания проволочных крючков и петель к изделиям верхней одежды. Эта машина содержит шьющую головку с главным валом, игловодителем, устройством перемещения фурнитуры во время пришивания (Подольский механический завод, кл. 53, технические условия ТУ 27-00-867-77).
Основными недостатками этой машины являются:
машина не имеет бункерной подачи фурнитуры, из-за чего каждый крючок или петлю приходится в держатель вставлять вручную;
машина малопроизводительна из-за несовершенства конструкции;
машина узкоспециальная и не может быть использована для пришивания фурнитуры с одновременным формированием и прострачиванием тесьмы, поэтому на фабрике сначала формируют и прострачивают тесьму на универсальной машине, затем пришивают фурнитуру на машине 53 кл.;
в связи с отсутствием автоматического цикла точность расстояния между крючками или петлями не гарантируется.
Наиболее близким по технической сущности и достигаемому результату к заявляемому швейному автомату является швейный автомат для пришивания фурнитуры к тесьме, содержащий шьющую головку с главным валом и рамкой игловодителя, устройство подачи фурнитуры, устройство транспортировки полуфабриката и систему управления ("Описание и инструкция швейных автоматов типа V 3.2", фирмы Бреро, Швейцария).
Пришивка фурнитуры к тесьме с помощью известного автомата осуществляется следующим образом. В промежутке между фурнитурой тесьма транспортируется прерывисто после каждого выхода иглы из материала на один стежок. После нескольких стежок (7 или 8) в зону шитья подается фурнитура. При пришивке фурнитуры полуфабрикат то перемещается, то выстаивает (пришивка ушка крючка), а игла в определенные моменты отклоняется (пришивка ушка крючка) в поперечном транспортировке направлению. Затем (после пришивки) вновь прокладывается несколько прямых стежков на тесьме и пришивается следующий крючок или петля. Прокладка строчки и пришивка осуществляется за 20-22 стежка (раппорт) и затем идет повторение.
Основным недостатком конструкции автомата фирмы "Бреро" является многозвенность механизмов управления и согласования разных устройств и, как следствие, сложность конструкции, и относительно невысокая производительность. Это обусловлено наличием отдельно стоящего программатора, кинематически связанного с тремя основными устройствами автомата. Следствием многозвенности является и относительно быстрое возникновение люфтов, из-за которых снижается точность подачи фурнитуры в зону шитья, учащаются поломки игл от попадания на фурнитуру, меняется конфигурация строчки.
Целью настоящего изобретения является упрощение конструкции, увеличение ее надежности и долговечности, повышение производительности и упрощение обслуживания автомата.
Указанная цель достигается тем, что в швейном автомате для пришивания фурнитуры к тесьме, содержащем шьющую головку с главным валом и рамкой игловодителя, устройство подачи фурнитуры, устройство транспортировки полуфабриката и систему управления, шьющая головка дополнительно снабжена кинематически связанными с главным валом кулачком управления отклонением рамки игловодителя, транспортировкой полуфабриката и кулачком управления подачей фурнитуры. Рамка игловодителя шарнирно посажена на державке, закрепленной с возможностью продольного перемещения относительно кривошипа вала отклонения, на другом конце которого закреплен рычаг, взаимодействующий с кулачком управления отклонением рамки игловодителя, причем рамка игловодителя снабжена вилкой, охватывающей вал, параллельный валу отклонения.
Устройство подачи фурнитуры кинематически связано с ограничителем, закрепленным на валу подачи, на котором также закреплен рычаг, взаимодействующий с кулачком управления подачей фурнитуры. Устройство транспортировки полуфабриката кинематически связано подпружиненной штангой, на которой закреплен ролик, взаимодействующий с кулачком управления транспортировкой полуфабриката. Кулачок управления отклонением рамки игловодителя и транспортировкой полуфабриката выполнен с цилиндрической боковой поверхностью, при этом последняя выполнена с чередующимися участками с увеличивающейся высотой ступеней в направлении вращения кулачка и гладкими с уменьшающейся высотой в направлении основания ступени примыкающего участка.
В связи с тем, что предложенный швейный автомат по сравнению с прототипом имеет отличительные признаки, можно сделать вывод о соответствии его критерию "новизна".
Авторам не известны устройства (швейные автоматы), содержащие признаки, сходные с отличительными признаками предложенного швейного автомата и решающие ту же задачу. В связи с этим авторы считают, что предложенный швейный автомат соответствует критерию "существенные отличия".
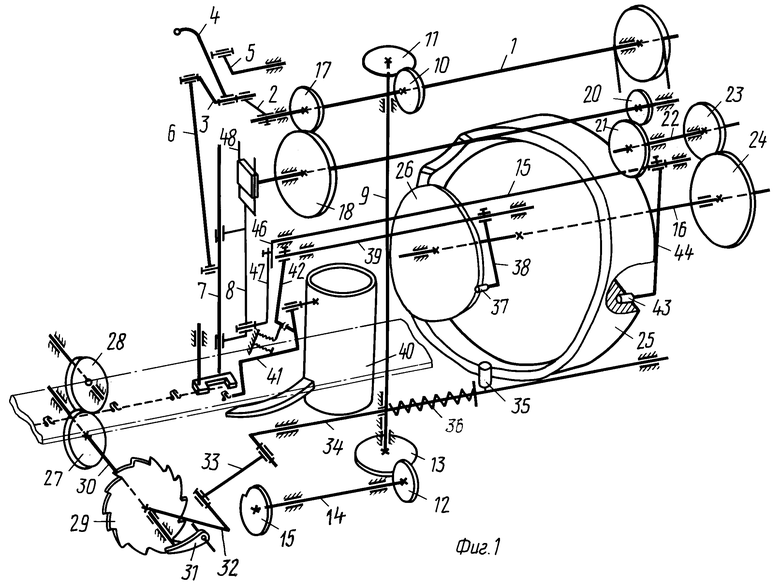
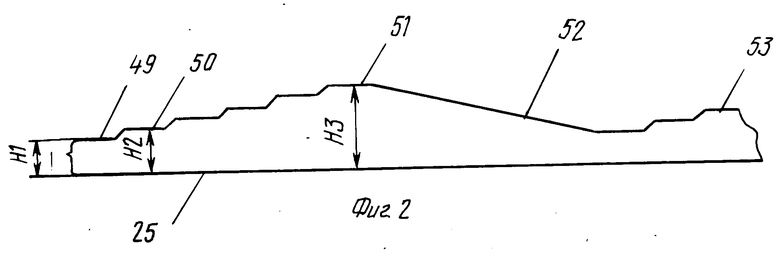
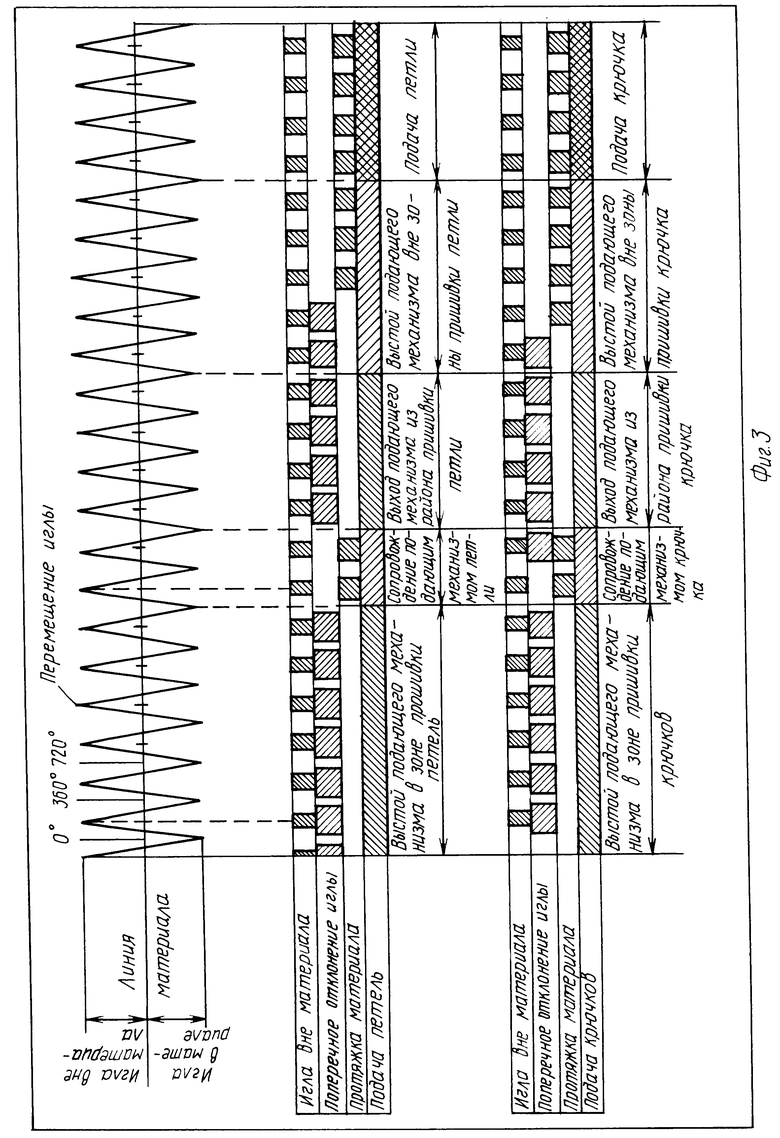
На фиг. 1 показан швейный автомат для пришивания фурнитуры к тесьме, общий вид; на фиг. 2 - развертка кулачка управления; на фиг. 3 - циклограмма работы автомата для пришивки крючков и петель.
На главном валу 1 (фиг. 1) смонтированы кривошип 2, с дезаксиальным пальцем 3, на одной шейке которого посажен нитепритягиватель 4, шарнирно связанный с коромыслом 5, а на другой - шатун 6. Нижняя головка шатуна шарнирно связана с игловодителем 7, помещенным в рамку 8. Через вертикальный вал 9, верхнюю пару винтовых шестерен 10 и 11 и нижнюю пару - 12 и 13 главный вал 1 связан с челночным валиком 14, несущим челнок 15.
Кинематически главный вал 1 связан с распределительным валом 16 посредством пары шестерен 17 и 18, приводящих вал 19, пары шестерен 20 и 21, приводящих валик 22, пары шестерен 23 и 24. Последняя пара выведена за корпус машины и может быть сменной при необходимости изменения передаточного отношения.
Распределительный вал 16 с закрепленным на нем кулачком 25, служащим для управления устройствами транспортировки полуфабриката, а также управлением отклонением рамки игловодителя и кулачком 26, служащим для управления устройствами подачи фурнитуры фактически являются программатором.
Транспортировка тесьмы осуществляется двумя тянущими роликами 27 и 28, один или оба приводные. Для привода любого ролика имеется храповой механизм, состоящий из храпового колеса 29, закрепленного на оси 30 ролика. Собачка 31 шарнирно посажена на диске 32, свободно сидящем на оси 30. Диск 32 через шатун 33 связан со штангой 34. Внутри корпуса головки на штанге 34 шарнирно посажен ролик 35, контактирующий с торцевой поверхностью кулачка 25, к которому он прижимается пружиной 36.
Кулачок 26 предназначен для своевременной подачи фурнитуры. С ним взаимодействует ролик 37 рычага 38, закрепленный на валу 39. Фурнитура помещена в бункер 40, где происходит разделение массы крючков и петель, ориентация их в определенное положение и подача в штаблер-накопитель. Из штаблера-накопителя определенный и сориентированный крючок или петля подается в подпружиненный захват 41, который удерживается ограничителем 42, сидящем на внешнем конце вала 39.
Для отклонения рамки игловодителя 8 предназначен фигурный паз, выполненный в кулачке 25, в котором помещен ролик 43 рычага 44, закрепленного на валу 45. На переднем конце вала имеется кривошип 46, на котором с возможностью вертикальной регулировки закреплена державка 47, шарнирно соединенная с рамкой 8. Часть рамки 8, выполненная в виде вилки 48, охватывает вал 19.
Автомат работает следующим образом. Благодаря подобранному передаточному отношению за период одного оборота распределительного вала, главный вал совершает определенное количество оборотов и шьющий механизм осуществляет такое количество стежков (раппорт - 20-22 стежка). Кулачок 25 через ролик 35, штангу 34, храповой механизм 29, 31, 32 и 33 поворачивает тянущий ролик 27 (а также, как вариант и ролик 28), что приводит к транспортировке тесьмы. В отличие от общепринятой схемы работы храповых механизмов, применяемых в механизмах транспортировки швейных машин, по которой возврат собачки осуществляется после каждого стежка во время нахождения иглы в материале, здесь применена схема, по которой собачка 31 поворачивает колесо 29 и вместе с ним тянущий ролик 27. В одну сторону в течение ряда стежков (несколько прямолинейных стежков между крючками и петлями, а также при переходе от закрепления одного ушка крючка или петли к закреплению другого), а затем во время закрепления второго ушка, при котором тесьма не транспортируется, собачка возвращается в исходное положение. Такая схема работы храпового механизма значительно повышает точность транспортировки, ибо исключает, так называемые "мертвые ходы", имеющие место при входе собачки в закрепление при каждом стежке. Величина и порядок транспортировки тесьмы с учетом выстоя при закреплении ушков заложены в профиле торца кулачка 25.
Обычно в короткошовных полуавтоматах, например, для пришивки пуговиц, профиль паза транспортировки расположен на торцевой поверхности кулачка, а ролик, контактирующий с профильной торцевой поверхностью кулачка, перемещается в плоскости, перпендикулярной оси кулачка. При этом участки профиля не равноценны. Чем ближе участок профиля кривой к центру кулачка, тем ближе при тех же ходах углы давления и тем выше вероятность подрезки профиля. В предлагаемом варианте профиль кривой расположен на торцевой поверхности кулачка 25 и ролик 35, контактирующий с профильной торцевой поверхностью кулачка, перемещается в направлении, параллельном оси кулачка 25. При этом чередующиеся участки кривой 49, 50, 51 выполнены с увеличивающейся высотой ступеней Н1, Н2, Н3 в направлении вращения кулачка и гладкими с уменьшающейся высотой в направлении основания ступени 52, 53 примыкающего участка.
К моменту окончания прокладки прямолинейной строчки происходит подача крючка или петли в подпружиненный захват 41, который удерживается подпружиненным ограничителем 42. После выхода иглы из материала кулачок 26 освобождает рычаг 38, вследствие чего ограничитель 42 отпускает захват 41 и последний (под действием пружины) вводит крючок или петлю в зону шитья. Здесь фурнитура удерживается во время пришивки первого ушка.
При прокладке прямолинейной строчки между фурнитурой рамка 8 благодаря профилю равного радиуса паза кулачка 25 не отклоняется. При пришивке ушков, при переходе от ушка к ушку рамка 8 под действием профильного паза кулачка 25 через рычаг 44, вал 45, кривошип 46, державку 47 отклоняется по заданной схеме. Для достижения высокой надежности работы, возможной при гарантированности не попадания иглы в металлическую фурнитуру, размах качания рамки 8 регулируется. При перезакреплении державки 47 на кривошипе 46 в более высокое положение величина размаха уменьшается, в более высокое - увеличивается.
По сравнению с прототипом (швейный автомат фирмы "Бреро") заявляемый автомат позволит упростить конструкцию путем совмещения программатора со шьющей головкой, устранить многозвенность механизмов управления и, как следствие, возникновение люфтов, из-за которых снижается точность подачи фурнитуры в зону шитья, учащаются поломки игл от попадания на фурнитуру, меняется конфигурация строчки. Предлагаемая конструкция позволяет повысить производительность и упростить обслуживание автомата путем дополнительного снабжения шьющей головки средствами управления и приведения в движение устройств для транспортировки полуфабриката, подачи фурнитуры и рамки игловодителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Швейный полуавтомат для пришивания пуговиц | 1977 |
|
SU910128A3 |
| ШВЕЙНАЯ МАШИНА ДЛЯ ПОСЛОЙНОЙ ПРИШИВКИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ ЦЕПНЫМ ОДНОНИТОЧНЫМ СТЕЖКОМ ПРИ НАМОТКЕ НА ОПРАВКУ | 2012 |
|
RU2490381C1 |
| Швейный полуавтомат для выполнения коротких строчек | 1976 |
|
SU616351A1 |
| Швейная машина с программным управлением | 1986 |
|
SU1641913A1 |
| ШЬЮЩИЙ МЕХАНИЗМ КЕТТЕЛЬНОЙ МАШИНЫ | 2001 |
|
RU2202015C2 |
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 1999 |
|
RU2151225C1 |
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 2010 |
|
RU2415209C1 |
| ГОЛОВКА К ШВЕЙНЫМ МАШИНАМ ДЛЯ ШИТЬЯ ПЛОТНЫХ МАТЕРИАЛОВ | 1954 |
|
SU100903A1 |
| Машина для пришивания пуговиц на карту | 1937 |
|
SU55332A1 |
| Швейный полуавтомат для печатания и пришивки бумажных талонов к деталям кроя швейных изделий | 1961 |
|
SU149672A1 |
Использование: машиностроение для легкой промышленности, а конкретное оборудование для автоматической пришивки фурнитуры. Сущность изобретения: швейный автомат содержит шьющую головку с главным валом и рамкой игловодителя, устройство подачи фурнитуры, устройство транспортировки полуфабриката и систему управления. Шьющая головка дополнительно снабжена кинематически связанными с главным валом кулачками управления рамки игловодителя, подачей фурнитуры и транспортировкой полуфабриката. Рамка игловодителя шарнирно посажена над державке, закрепленной с возможностью продольного перемещения относительно кривошипа вала отклонения, на другом конце которого закреплен рычаг, взаимодействующий с кулачком управления рамки игловодителя, рамка игловодителя снабжена вилкой, охватывающей вал, параллельный валу отклонения. Устройство подачи фурнитуры кинематически связано с ограничителем, закрепленным на валу подачи, на котором также закреплен рычаг, взаимодействующий с кулачком управления подачей фурнитуры. Устройство транспортировки полуфабриката кинематически связано подпружиненной штангой, на которой закреплен ролик, взаимодействующий с кулачком управления транспортировкой полуфабриката. 4 з.п. ф-лы, 3 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
